Изобретение относится к пескоструйной обработке металлов, а именно к способам отделочно-упрочняющей обработки внутренних поверхностей деталей.
Цель изобретения - расширение технологических возможностей путем обеснечения абразивоструйной обработки локальных участков внутренней цилиндрической поверхности детали, а также поверхности перезуя разряжение вблизи оси детали 5. При встрече этих потоков осевые составляющие их скоростных напоров противодействуют друг другу и уравновешиваются в зоне, называемой зоной динамического равновесия Абразивный материал 6, находящийся в полости обрабатываемой детали, приводится во вращение спиралевидными потоками 1 и 2 сжатого воздуха и концентрируется в зоне динамического равновесия в виде враменного профиля (конических, ступенчатых,
криволинейных и т.-п.).,,, щающегося кольца свободного абразива неДля достижения поставленной цели в которой ширины h, зависимой от интенсив- предлагаемом способе встречно направленным потоком энергоносителя сообщают дополнительно спиралевидное однонаправленное движение вдоль обрабатываемой поверхности воздущных потоков и количества абразива.
Под действием центробежных сил вращающееся кольцо абразивного материала
ности и воздействуют ими на порцию сво- ., удерживается в зоне встречи потоков энербодного абразивного материала, в результа-
те чего последний начинает вращаться и образует кольцо из абразивного материала, которым ведется струйная обработка. Изменением интенсивностей потоков энергоносигоносителя, отработанный заторможенный воздух из встречных потоков отводится вдоль оси детали.
При одинаковой интенсивности встречных спиралевидных потоков 1 и 2 воздуха зотеля одновременно и противоположно по фа- jn динамического равновесия этих потоков зе (например, за счет давления сжато- и вращающийся кольцевой поток абразивного материала располагаются в средней части внутренней цилиндрической поверхносго воздуха в потоках) обеспечивается управление положением кольца абразивного материала вдоль оси обрабатываемой внутренней поверхности и при необходимости прити детали 5.
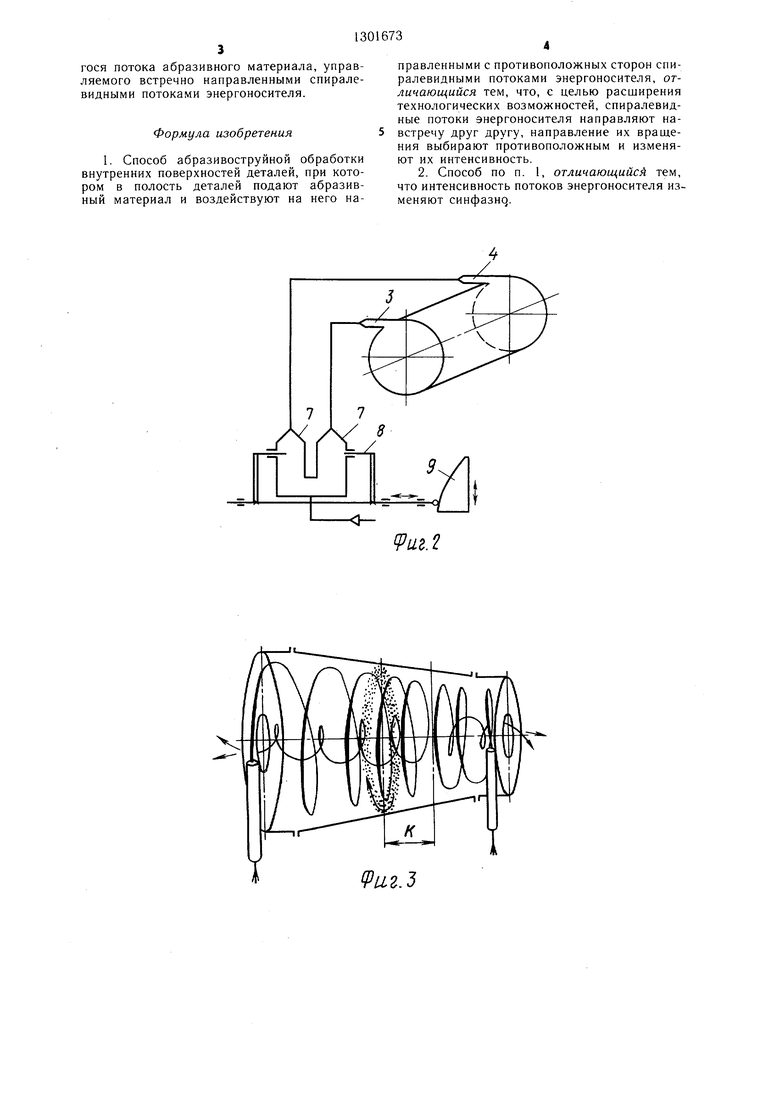
При обработке конических участков внутведение кольца в колебательное движение. 25 ренней поверхности (фиг. 3) стабилизация
В зависимости от выбора рабочей среды (абразивные частицы, стальные шарики и т. п.) обеспечивается либо очистка и полировка, либо упрочнение обрабатываемой поверхности деталей.
положения и перемещение вращающегося кольца абразивного материала обеспечивается за счет изменения интенсивностей потоков энергоносителя. Так для исключения возможности вылета абразивного материала
На фиг. 1 показана принципиальная схе- зо обрабатываемой конической поверхности
увеличивают интенсивность потока из сопла на торце расширенной части конической поверхности и уменьшают в ее сужающейся части.
Регулирование интенсивностей потоков
фиг. 2 - принципиальная схема измене- , сжатого воздуха, поступающих в вихревые ния интенсивностей спиралевидных потоков сопла 3 и 4, осуществляется с изменением рас- энергоносителя для управления осевым перемещением вращающегося кольца абрама явления, возникающего при воздействии двух теоретически равных по интенсивности спиралевидных потоков энергоносителя на порцию абразивного материала, находящегося в полости обрабатываемой детали; на
хода и давления энергоносителя с помощью установленных в магистрали подачи воздуха к соплам распределителя 7 с регулятором 8 расхода потоков, связанным с програмзивного материала; на фиг. 3 - принципиальная схема ф,ормирования кольца абхода и давления энергоносителя с помощью установленных в магистрали подачи воздуха к соплам распределителя 7 с регулятором 8 расхода потоков, связанным с програмразивного материала при обработке внут- 40 механизмом 9 (например, копиром) и
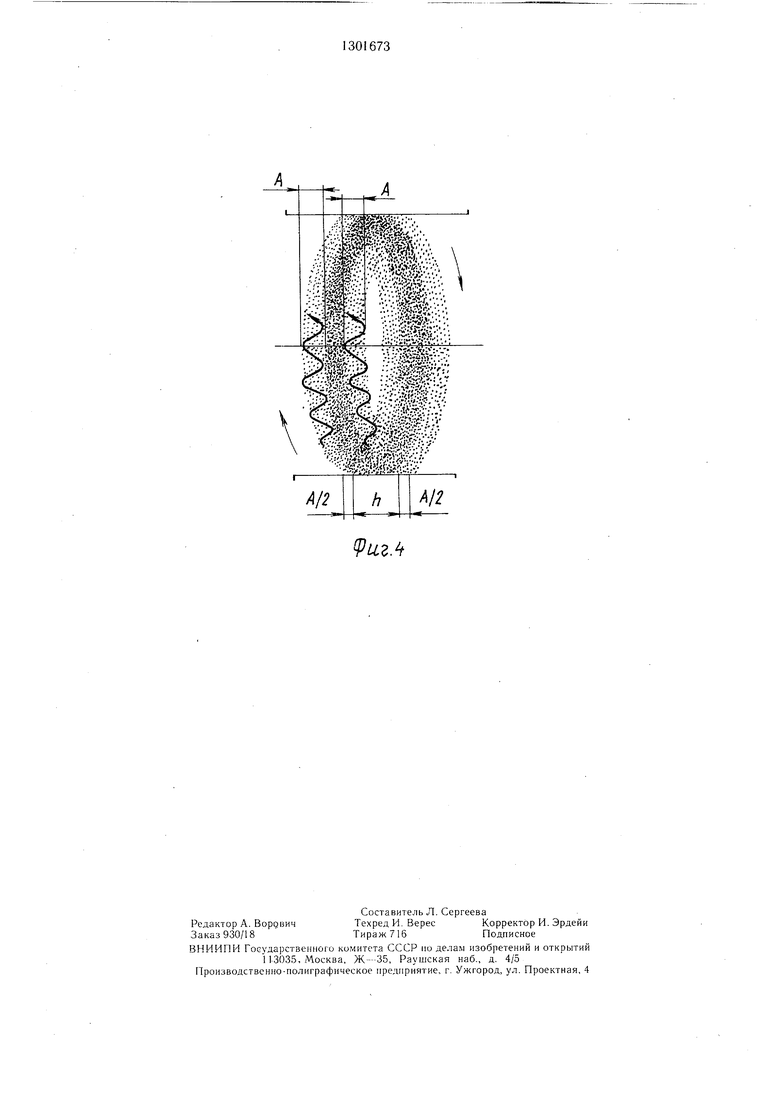
ренней конической поверхности; на фиг. 4 вид кольца абразивного материала при высокочастотном изменении интенсивностей потоков энергоносителя с постоянной амплитудой А и противоположно по фазе.
Способ основан на явлении изменения направления движения встречных спиралевидных потоков энергоносителя при их столкновении в обрабатываемом отверстии детали
45
обеспечивающим противоположное по фазе изменение расхода сжатого воздуха в магистралях его подвода к вихревым соплам 3 и 4. При задании регулятору 8 расхода потоков энергоносителей дополнительного колебательного движения обеспечивается соответствующее изменение интенсивностей потоков сжатого воздуха, что приводит, в свою очередь, к дополнительному колебательному движению вращающегося кольца абразивного материала (фиг. 4), ини передачи энергии вращательного движе- 50 тенсифицируюплему процесс обработки. При
ния порции абразивного материала, предварительно загружаемого в полость детали. Два спиралевидных потока 1 и 2 воздуха (фиг. 1) с одинаковым направлением вращения, выходящие из вихревых сопел 3 и 4, направляются навстречу друг другу. Действующие при этом центробежные силы прижимают основную массу сжатого воздуха к внутренней поверхности детали 5, обра55
плавном изменении интенсивностей потоков сжатого воздуха обеспечивается также плавное перемещение вращающегося кольца абразивного материала и, соответственно, зоны обработки.
Использование предлагаемого способа обеспечивает качественную обработку внутренних поверхностей различной формы и размеров за счет использования вращающезуя разряжение вблизи оси детали 5. При встрече этих потоков осевые составляющие, их скоростных напоров противодействуют друг другу и уравновешиваются в зоне, называемой зоной динамического равновесия. Абразивный материал 6, находящийся в полости обрабатываемой детали, приводится во вращение спиралевидными потоками 1 и 2 сжатого воздуха и концентрируется в зоне динамического равновесия в виде вращающегося кольца свободного абразива некоторой ширины h, зависимой от интенсив-
ности воздущных потоков и количества абразива.
Под действием центробежных сил вращающееся кольцо абразивного материала
динамического равновесия этих потоков и вращающийся кольцевой поток абразивного материала располагаются в средней части внутренней цилиндрической поверхности детали 5.
При обработке конических участков внут ренней поверхности (фиг. 3) стабилизация
положения и перемещение вращающегося кольца абразивного материала обеспечивается за счет изменения интенсивностей потоков энергоносителя. Так для исключения возможности вылета абразивного материала
обрабатываемой конической поверхности
сжатого воздуха, поступающих в вихревые сопла 3 и 4, осуществляется с изменением рас-
хода и давления энергоносителя с помощью установленных в магистрали подачи воздуха к соплам распределителя 7 с регулятором 8 расхода потоков, связанным с програм механизмом 9 (например, копиром) и
40 механизмом 9 (например, копиром) и
45
обеспечивающим противоположное по фазе изменение расхода сжатого воздуха в магистралях его подвода к вихревым соплам 3 и 4. При задании регулятору 8 расхода потоков энергоносителей дополнительного колебательного движения обеспечивается соответствующее изменение интенсивностей потоков сжатого воздуха, что приводит, в свою очередь, к дополнительному колебательному движению вращающегося кольца абразивного материала (фиг. 4), ин 50 тенсифицируюплему процесс обработки. При
плавном изменении интенсивностей потоков сжатого воздуха обеспечивается также плавное перемещение вращающегося кольца абразивного материала и, соответственно, зоны обработки.
Использование предлагаемого способа обеспечивает качественную обработку внутренних поверхностей различной формы и размеров за счет использования вращающегося потока абразивного материала, управляемого встречно направленными спиралевидными потоками энергоносителя.
Формула изобретения
1. Способ абразивоструйной обработки внутренних поверхностей деталей, при котором в полость деталей подают абразивный материал и воздействуют на него направленными с противоположных сторон спиралевидными потоками энергоносителя, от- личающийся тем, что, с целью расширения технологических возможностей, спиралевидные потоки энергоносителя направляют навстречу друг другу, направление их вращения выбирают противоположным и изменяют их интенсивность.
2. Способ по п. 1, отличающийся тем, что интенсивность потоков энергоносителя изменяют синфазн.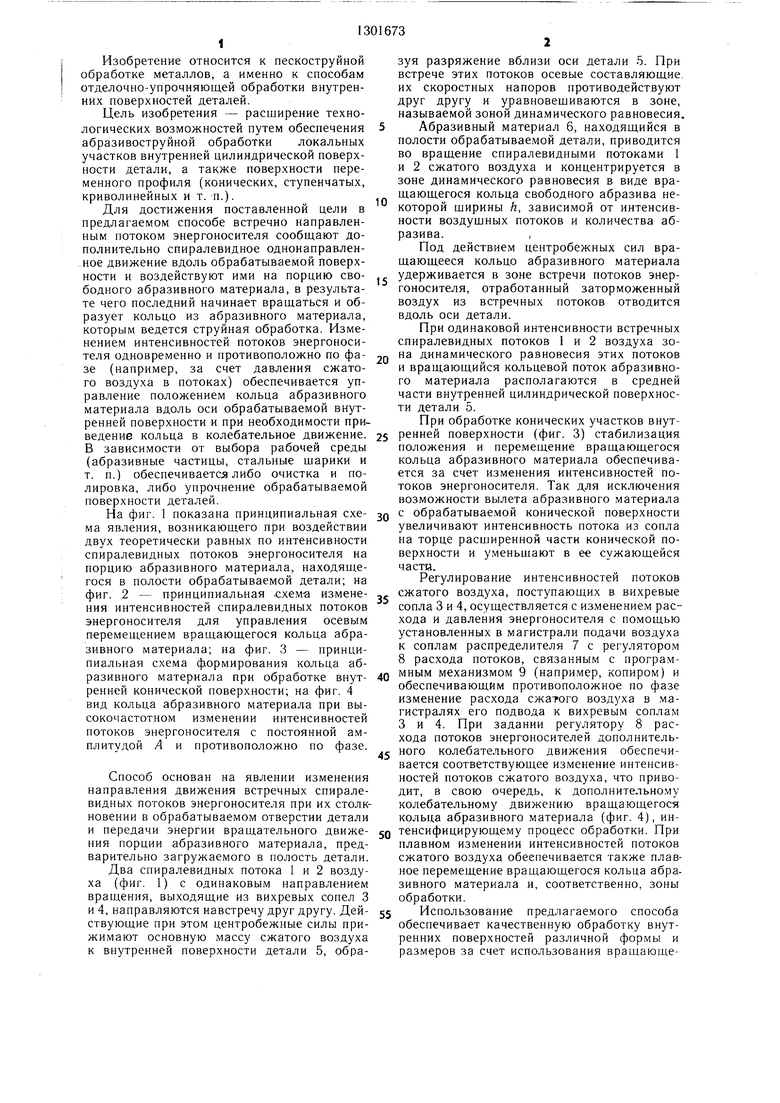
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИХРЕВОГО ИЗМЕЛЬЧЕНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2166993C2 |
| УСТРОЙСТВО ДИСПЕРГИРОВАНИЯ СУСПЕНЗИЙ | 2003 |
|
RU2275965C2 |
| Устройство для полирования плоских поверхностей | 1986 |
|
SU1364448A2 |
| УСТРОЙСТВО ДЛЯ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2004 |
|
RU2376127C2 |
| СПОСОБ СФЕРОДИНАМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2216425C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1996 |
|
RU2108903C1 |
| ДУТЬЕВАЯ ГОЛОВКА | 2002 |
|
RU2215702C1 |
| Устройство для обработки плоских поверхностей | 1990 |
|
SU1775279A1 |
| ТЕПЛОВОЙ КАВИТАЦИОННЫЙ ГЕНЕРАТОР | 2010 |
|
RU2422733C1 |
| Устройство для абразивной обработки внутренней поверхности труб | 1987 |
|
SU1511093A1 |
Изобретение относится к пескоструйной обработке мета.кпов, а именно к отде- лочно-упрочняющей обработке внутренних поверхностей деталей свободным нотоком абразивного материала. Целью изобретения является расширение технологических возможностей обработки. На абразивный материал 6 воздействуют встречно направленными спиралевидными потоками I и 2 сжатого воздуха, которые направляют по спирали вдоль обрабатываемой поверхности в одну сторону и. при этом изменяют противоположно по фазе интенсивность потоков энергоносителя. 1 з.п. ф-лы, 4 ил. (Л 00 о о со Фиг. 1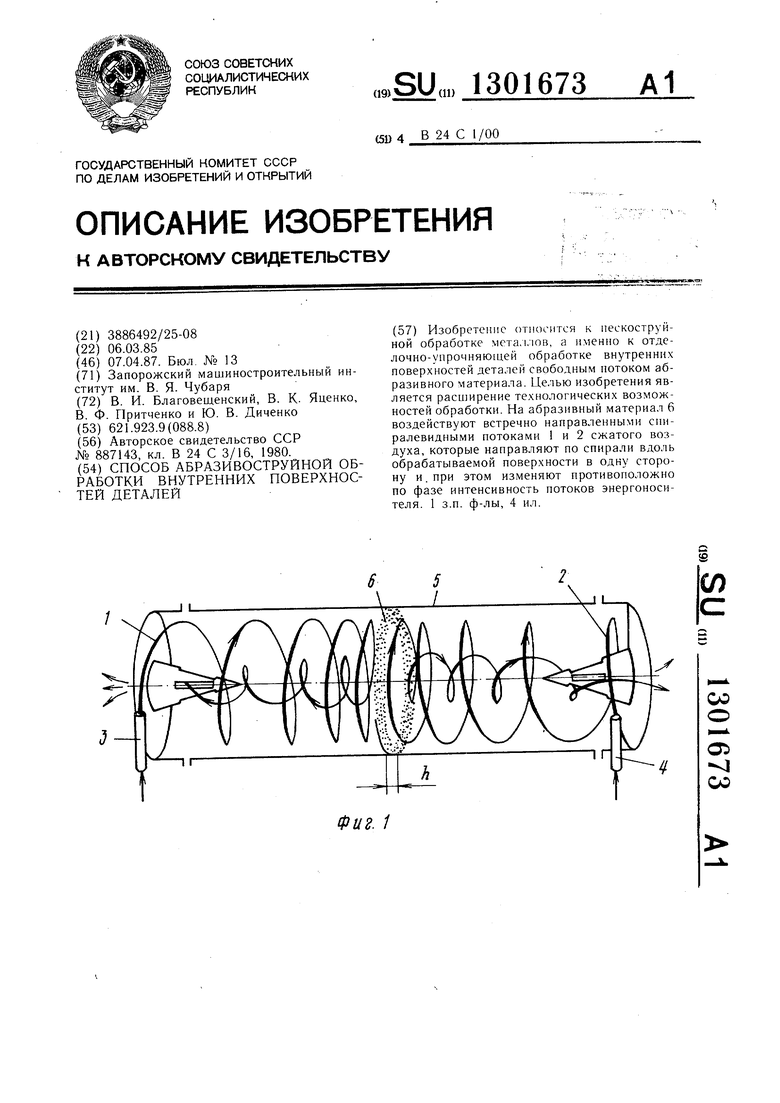
9аг.2
(Риг.
9иг.
| Установка для обработки внутренних цилиндрических поверхностей | 1980 |
|
SU887143A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
