Изобретение относится к обработке металлов давлением и может быть использовано при производстве сортовых гнутых профилей.
Целью изобретения является повышение качества профилей путем уменьшения волнистости их кромок.
На чертеже показана клеть непрерывного профилегибочного стана.
Клеть содержит верхний 1 и нижний 2 валки, установленные с зазором Д для прохождения формуемой полосы 3. Валки 1 и 2 содержат цилиндрические участки 4 и 5 для формовки степки профиля и конические участки 6 и 7 для подгибки полок профиля. Верхний валок 1 выполнен с выступами 8, образующими закрытый калибр Конические участки 7 нижнего валка 2 выполнены срезанными с образованием цилиндрических участков 9 у его краев. Линия сопряжения цилиндрических 9 и конических 7 участков валка 2 размещена с каждой стороны на некотором расстоянии 1 от соответствующего выступа 8 верхнего валка 1, определяемая из соотнощения: 1 (0,75-1,15)д , гдей -величина межвалкового зазора.
Таким образо.м ширина bk по образующей конической поверхности каждого участка 7 всегда меньше ширины В подгибаемого элемента профиля.
Такое выполнение закрытого калибра позволяет сделать размер б выступа 8 на верхнем валке 1 равным или несколько больше толщины формуемой полосы, т.е. увеличить диаметр Db, что исключает попадание полосы между этим выступом и цилиндрической поверхностью каждого участка 9 нижнего валка 1 (предотвращается «забурива- ние« полос), кроме того, исключается раскатка кромок полос при уменьп ении зазора, так как кромка не защемлена валками (уменьщается волнистость), уменьшается проскальзывание в калибре полосы, прокатанной «на минус (так как увеличивается возможность сближения валков по вертикали), что повышает точность порезки сформованных полос на мерные длины при непрерывном профилировании.
5
0
5
0
Формула изобретения
Клеть профилегибочного стана для непрерывного профилирования, содержащая установленные один над другим с зазором валки с коническими рабочими поверхностями, в которой верхний залок выполнен с выступами, примыкаюпшми к рабочим коническим участкам с обеих сторон с образованием закрыто1 0 калибра, отличающаяся тем, что, с 1,елью расширения технологических возможностей за счет рас- ишрения диапазона толщин изготавливаемых деталей, конические рабочие участки нижнего валка выполнены срезанными по краям с образованием цилиндрических участков, а линии сопряжения поверхностей упомянутых цилиндрических и конических участков размещены от соответствующих выступов верхнего валка в направлении образующих конических поверхностей на расстоянии, равном 0,75- -1, 5 величины упомянутого зазора.
/
дари
Составитель ii. Чистякова
Редактор Н. ГорватТехред И. ВересКорректор М. UJaiXJii/n
Заказ 1244/9Тираж 733Подписное
ВНИИПИ Государственного комитета СССР но делам нз.обретеннй и r/rKi brnni
1 13035, Москва, Ж-35, Раунк:кая наб., д. 4/5 Производственно-нолиграфнческое нредприятие, г. Ужгород, ул. Проект: ая. 4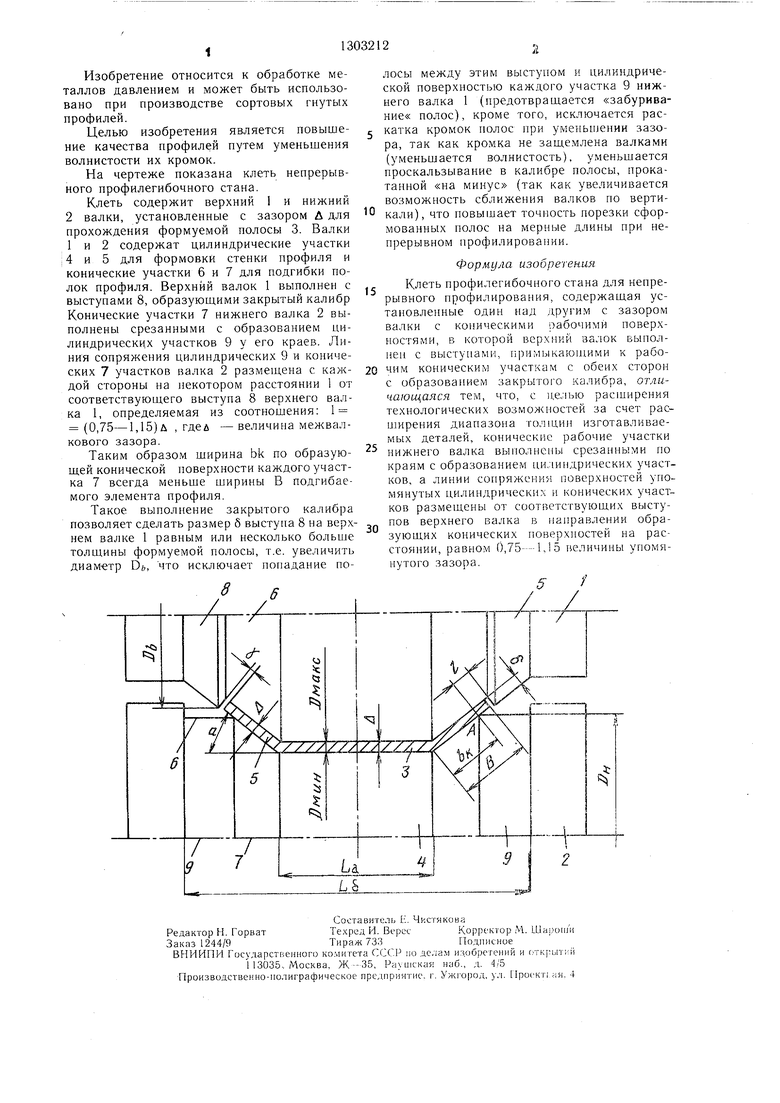
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1992 |
|
RU2015770C1 |
| ИНСТРУМЕНТ ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187398C2 |
| Клеть профилегибочного стана | 1982 |
|
SU1015961A1 |
| ИНСТРУМЕНТ ДЛЯ ПРОФИЛЕГИБОЧНОГО СТАНА | 1993 |
|
RU2039621C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2157286C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113307C1 |
| Способ профилирования преимущественно швеллеров | 1990 |
|
SU1754267A1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1992 |
|
RU2025164C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2261152C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве сортовых гнутых профилей. Целью изобретения является повышение качества профилей. Клеть содержит верхний и нижний валки с коническими участками для подгибки полок. Верхний валок содержит выступы, образующие закрытый калибр. Конические участки нижнего валка выполнены срезанными с образованием цилиндрических участков по краям. Линия сопряжения конических и цилиндрических поверхностей участков нижнего валка размещена на некотором расстоянии I от выступа верхнего валка, равном 1 (0,75- 1,15) А, где А - межвалковый зазор. За счет такого выполнения уменьщается волнистость профилей по кромкам и разброс длин профилей. 1 ил. со о оо 1чЭ
| Чекмарев А | |||
| П., Калужский В | |||
| В | |||
| Гнутые профили проката | |||
| М.: Металлургия, 1974, с | |||
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
