Изобретение относится к обработке металлов давлением, в частности, к устройствам для обработки тонкостенных деталей типа нержавеющего ободка для эмалированной посуды.
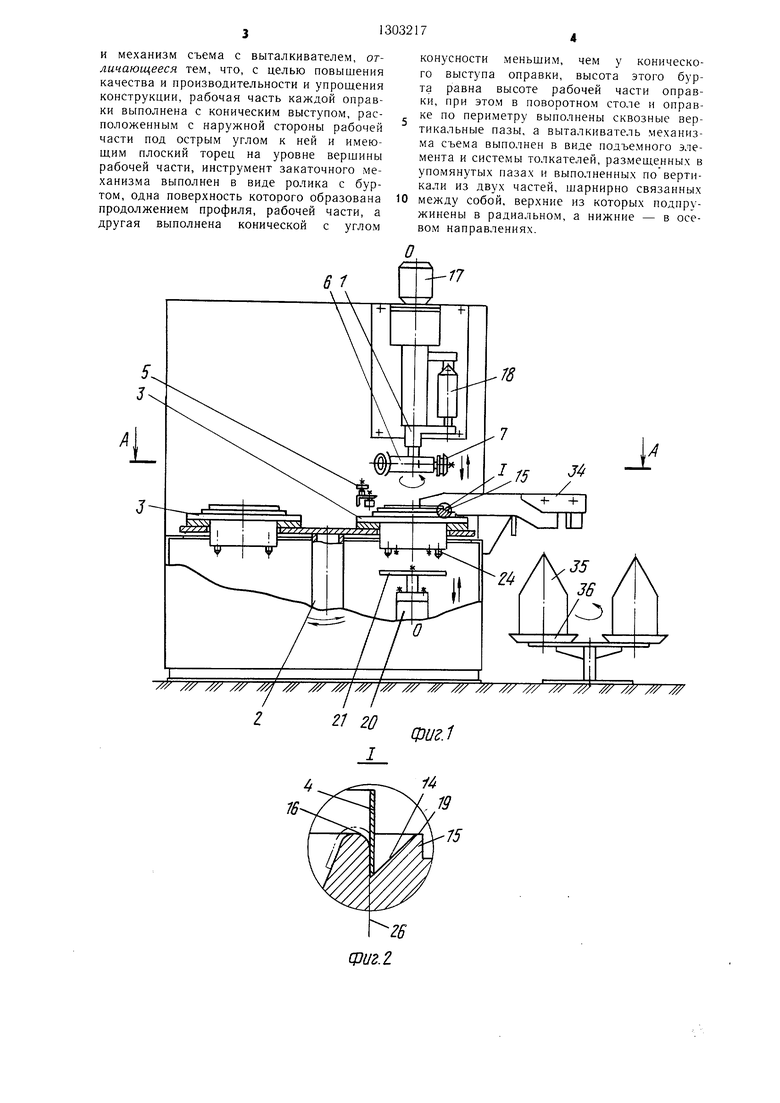
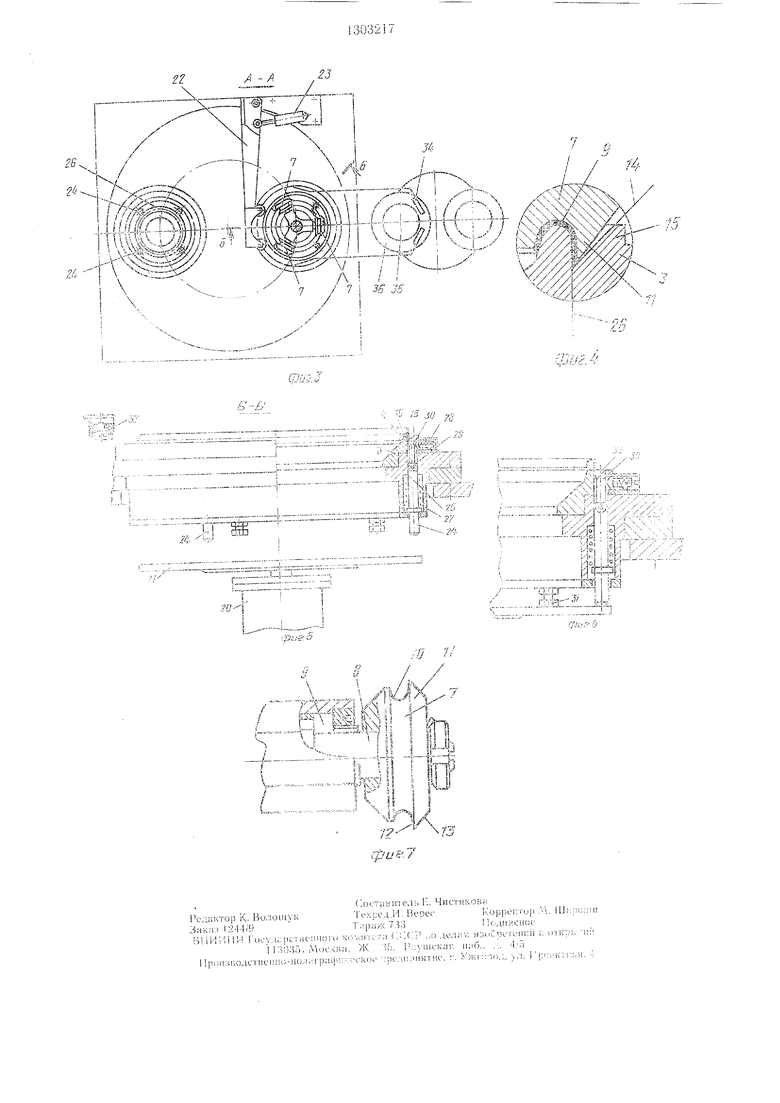
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. I; на фиг. 4 - место контакта ролика с фор.мообразующим элементом; на фиг. 5 - разрез Б - Б на фиг. 3; на фиг. 6 - то же, при верх- нем положении подъемного элемента п толкателей; на фиг. 7 - ролик.
Устройство содержит роликовый закаточный механизм 1, многопозиционный поворотный стол 2 с оправками 3 для установки заготовки детали 4 и механизм съема деталей 5.
Закаточный механизм выполнен в ви.ае врап,ающейся державки 6 с системой трех роликов 7, оси 8 которых установлены на подшиппиках 9 качения. Ролики имеют ра- бочий профиль 10, выполненный в соответствии с профиле.м детали, и бурт И, од- па сторона 12 которого образована продолжением рабочего профиля, а другая 13 выполнена конической, с зазором по отношению к конической поверхности 14 высту- ria 15 онравки 3, при этом высота бурта выполнена равной высоте рабочего про филя 16 оправки 3.
Для врап1,ения механизма закатки служит электродвигатель 17, а для ее вертикального 1еремеиления - ппевмоцилиндр 18. Стол 2 выполнен с возможностью его поворота вокруг вертикальной оси и имеет несколько гнезд для установки оправок 3.
Оправка 3 имеет профиль 16 поверхности в соответствии с профилем .те- тали и с внегнней стороны рабочего профиля под острым углом к пему кольцевой конический выстун 15 с плоским тор- пом 19 на уровне вершины рабочего поо- филя 16, равный 10 высоте выступу рабочего профиля онравки.
Механизм съема деталей 5 вьншлнен в виде стационарно установленного выталкивателя 20, снабженного нодъемным элементом 21, рычажного сбрасывателя 22 с приводом от ппевмоцилиндра 23 и системы толкателей 24, раз.мещенных в сквозных вер- тикалы ых 1азаз 25 стола 2 его оправки 3 но периметру формообразующей поверхности 26 оправки 3. При этом толкатели 24 выполнены нодпружиненцыми пружиной 27 в осевом и цружиной 28 в радиальном от- носительно оси оправки направлениях. Толкатели 24 выполнены из двух в осевом нанравлении частей, соединенных между собой с номощью щарнира 29, с возможностью перемещения верхней части 30 толкателя 24 в сторону формообразующей но- верхности 26. Подъе1 1ный элемент 21 взаимодействует с винтовыми упорами 31. Рычажный сбрасыватель имееь рабочий эле
5
0 5
5
0 5
0
5
мент 32, а толкатели 24 - рабочие торцы 33.
В устройстве имеется ловитель 34 и кассетный накопитель 35 с тарелкой 36.
Устройство работает следующим образом.
В исходном положении механизм закатки удерживается в крайнем верхнем положении пневмоцилиндром 18. Стол 2 находится в положении, когда ось одной из оправок 3 с установленной на ней заготовкой детали 4 совпадает с осью О-О державки 6.
Подъемный элемент 21 выталкивателя 20 находится в крайнем нижнем, а рычажный сбрасыватель 22 - в крайнем левом положении.
При включении устройства в работу электродвигатель 17 начинает вращать державку 6, а пневмопилипдр 18 одновременно перемещать ее вниз. При опускании державки 6 вниз и контакте роликов 7 с заготовкой дтетали 4 последняя, взаимодействуя внещней кромкой торца с конической поверхностью В ястуна 15 опэавки 3 и контактируя другой поверхностью с поверхностью 12 бурта 1 ролика 7, стабилыю поджимается к боковой ци.чиндрической поверхности 26 оправки 3, исключая проскальзывание. Одновременно с обработкой детали на оправке, находящейся на рабочей позиции, производится уста 1ОБка заготовки детали 4 на оправку 3, находяихуюся на позиции устаповки заготовки.
После окончания обработки державка 6 перемещается с помощью пневмоцилиндра 18 Б верхнее крайнее положение. Вк. 1ючается В1лталкиватель 20 и, воздействуя подъемным элементом 21 через систему толкателей 24 на нижний торец 10, поднимает ее на верхний уровень оправки 6. Высота подъема регулируется винтовыми упорами 31. При достижении выталкивателей 20 крайнего верхнего положения включается пневмоци- липдр 23 рычажного сбрасывателя 22, который своим рабочим элементом 32 сталкивает деталь с торцом 33 системы толка- те.тей и она, заторможенная ловителем 34, укладывается на таре.чку 36 кассетного накопителя 35. После возвращения выталкивателя 20 и сбрасывателя 22 в исходные положепия стол 2 поворачивается вокруг вертикальной оси на 180° и останавливается, онравки при Э1 ()м меняются мее- тами и да|1е.е цикл повторяется.
Формула и:ю6ретения
Устройство для обработки кромок деталей тина тел врапшния, нреимущественно ободков эмалированной носуды, содержащее многонозиционный новоротный стол с оправками, имеюн1.ими рабочую часть с нрофи- лем но форме обрабатывае.мой детали, заточный механизм с ;1нструментом, соответ- ствуюпдим по форме конфигурации детали.
и механизм съема с выталкивателем, отличающееся тем, что, с целью повышения качества и производительности и упрощения конструкции, рабочая часть каждой оправки выполнена с коническим выступом, расположенным с наружной стороны рабочей части под острым углом к ней и имеющим плоский торец на уровне вершины рабочей части, инструмент закаточного механизма выполнен в виде ролика с буртом, одна поверхность которого образована продолжением профиля, рабочей части, а другая выполнена конической с углом
конусности меньщим, чем у конического выступа оправки, высота этого бурта равна высоте рабочей части оправки, при этом в поворотном столе и оправке по периметру выполнены сквозные вертикальные пазы, а выталкиватель механизма съема выполнен в виде подъемного элемента и системы толкателей, размещенных в упомянутых пазах и выполненных по вертикали из двух частей, шарнирно связанных между собой, верхние из которых подпружинены в радиальном, а нижние - в осевом направлениях.
17
А
фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1982 |
|
SU1026976A1 |
| Устройство для изготовления изделий типа фляг | 1978 |
|
SU764799A1 |
| СТАНОК ДЛЯ МНОГООПЕРАЦИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1971 |
|
SU415071A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |
| Вертикальный давильно-отрезной полуавтомат | 1982 |
|
SU1082520A1 |
| Автомат для закатки донышек или крышек консервных банок | 1949 |
|
SU85843A1 |
| Устройство для ротационной закатки дна и отбортовки края полых деталей | 1989 |
|
SU1639834A1 |
| Устройство для приклейки плинтусов к ободкам коробок | 1961 |
|
SU142518A1 |
| Станок для обработки кромокдЕТАлЕй ТипА ТЕл ВРАщЕНия | 1979 |
|
SU804083A1 |
| ВСЕСОЮЗНАЯ Ift И "^Г 1г Т :)j •'t Yr'^f'^^'-is-^T *:? J'^IPИд s ;.sJ; f*'J-; ?:^>&.';й'?5Щй^ ЕИйЛуЮТЕКЛ IЛ. А. Полянский | 1972 |
|
SU351732A1 |
Изобретение относится к обработке . ;еталлов давлением, в частности к формовке ободков эмалированной посуды. Целые изобретения является повышение качества и производительности и упрощение конструкции. Механизм закатк выполнен з виде роликовой державк; с тремя роликами и может перемещаться в вертикальном направлении. Оправки снабжены по периферии рабочей поверх 1ости Колычевым коническим выступом, с ко1П(1;еской иоверхи.остью кото- poi o контактирует своим ni, TiMinoM заготовка детал ппи обработке. .Механизм съема включает в себя рыча: 1хньп 1 сыватель ii вьгга/:кнваюи1ий механизм, состоящий из стац1К) уста;1Овленно1 о ro.i- катсля с подъе.мпы.м ч.чементом и системы толкателей, асио.юженных о iicjini(e- рин рабочего проф| ля onpaeixii is ос пазах. При это. толкатели выполнены Hiap- нирными, состояилим;: из частей н 11од- пружиненныл и с возможностью осевого i радиального перемещения. 7 n;i. (О СО о со to
Соитаинтель I. Чис М1КОЕ я
1 у;;с;1чТо|) К. Во. ющук l4 x;;e,.i..M. ВересКор|нч:гир 1и;::)(::;п:
Знкнз 1244/9 Ги|);1Ж 7,5:5M(:,uiHCiii) c
HUi lillll-i l iK V-i;;iieiiK ii4;)ru кг,,- С.. .:;)до, и; иГрек п;11 ;: irn-:;;;) и;
), iVbjrAii, Ж ib, Р, lUiO.. .-,. 4;;) I ipi),lC r icniu;-iio;,u i)a(i):;:;4-KiH -iptMiiiiUHiMic, г. :-К;:: ол, v, i. 1 ; кьи. -:
| Станок для обработки кромокдЕТАлЕй ТипА ТЕл ВРАщЕНия | 1979 |
|
SU804083A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
