1
Изобретение относится к области обработки металлов давлением, а именно к устройствам для изготовления изделий Tiina фляг. .5
Известно устройство для изгЬтовления изделий типа фляг, содержащее установленные на станине зажимное . и отрезное приспособления, а также ; вольцовочный и давильный РОЛИКИ и 10 привод l.
Недостатком известного устройства является невозможность получать на нем аГчествёнйые й%дёлИй;в вйеокрЙ произйодйтельностй. :;
Цель изобрет:ения - повышение произво;с1ительности и качества готовых изделий.
,„ Это достигается тем, что устройство снабжено подкаточным роликом и 20 съемником, при этом съемник выполнен в виде вилки с наклонными зубъями, кинематически связайной с вальцовочным (1, а зажимное приспосорление выполнено в виде соединенного с 25 приводом kopny6a, взаимодействующего с Ним разрезного кольца и двуплечегЬ рйчсГга, размещенного йа корпусе с возможностью взаимодействия с упот мянут ым кольцом. Вальцовочный ролик - Q
выполнен с заостренной кромкой для подрезки изделия. .
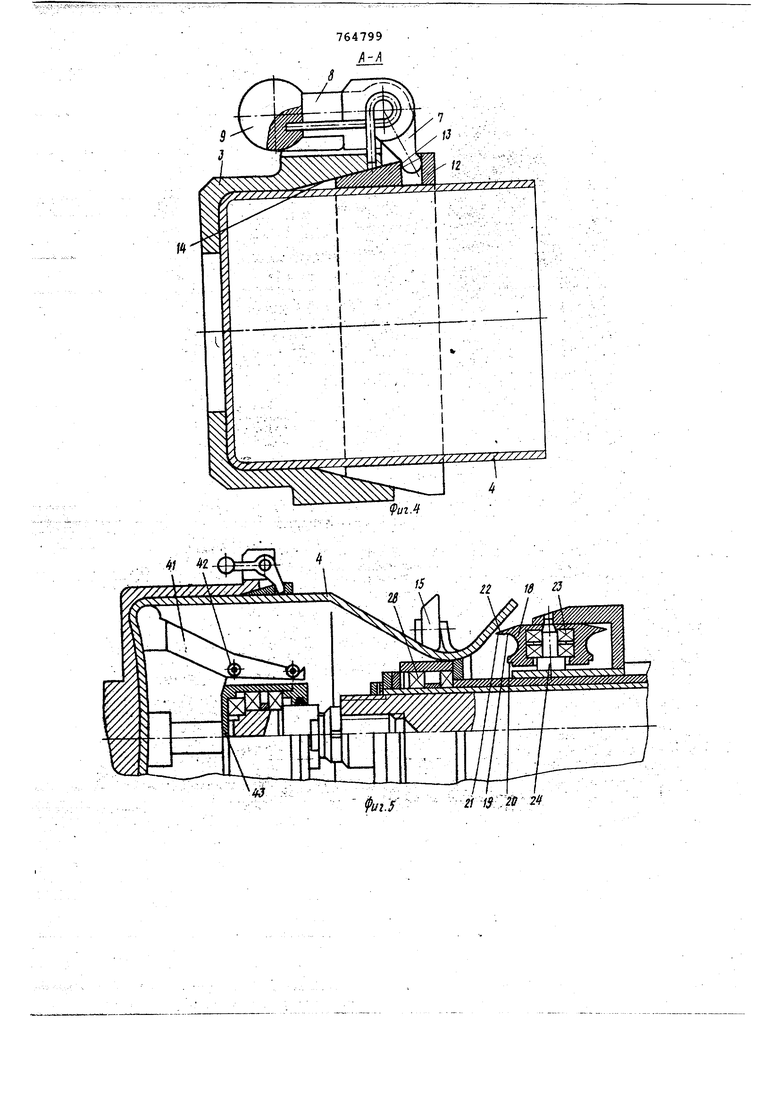
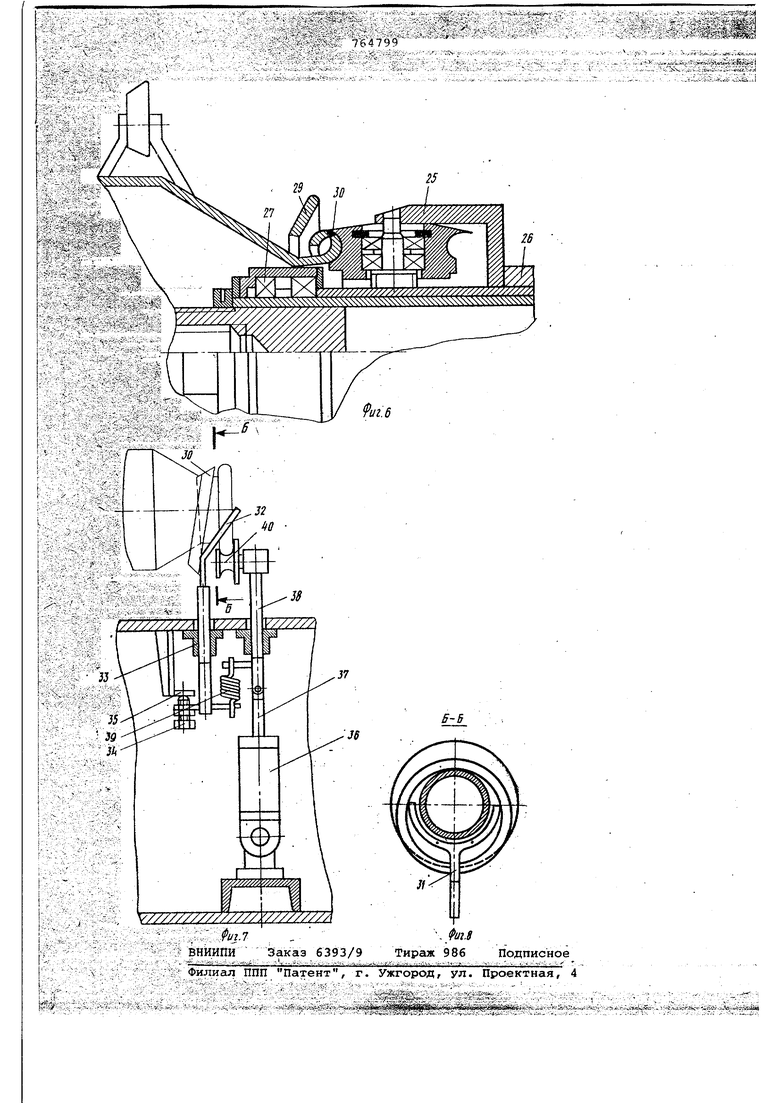
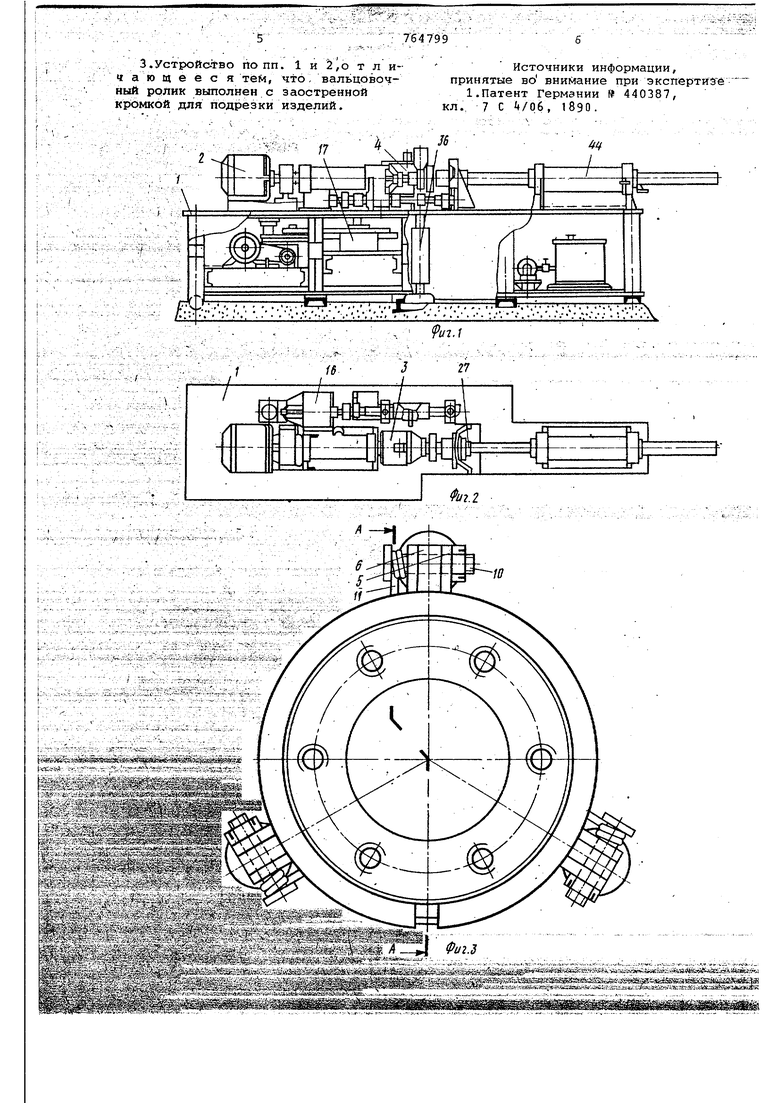
На фиг. 1 изображено предлагаемое устройство, общий ВИД} на фиг. 2 то ег вид сверху; на фиг. 3 - зажимное приспособление, вид с торца; на фиг. 4 - сечение А-А на фиг.3, на фиг. 5 - вальцовочный ролик и заготовка на фиг. 6 - вальцовочный ролик в конце обработки; на фиг. 7 - подкаточный ролик и съемник , на фиг. 8 сечение Б-Б на фиг.7. .
Устройство для изготовления изде ЛИЙ типй фляг состоит из стадийны 1, на которой установлен электропривод 2, приводящий во вращение приспособление, имеющее корпус 3, в котррый вставляется заготовка 4. На корпусе 3 по его краю симметрично расположены три пары направляющих 5, между которыми помещён неравноплечий рычаг 6, имеющий одно короткое плечо 7 и второе более длинное плечо 8, для увёлич:енйЯ массы которого имеется груз 9 на конце. Рычаг 6 прикрепляeтc я пЬйрёДством оси 10, относи тёЛьн6 KOTbrJcJft он может п6вор1ачйваться, и поднимается пружиной 11. конец короткого плеча 7 рычаг а 6
входит а паз кольца 12, имеющего конусную проточку 13, взаимодействующую с поверхностью 14 корпуса 3. Для деформации заготовки 4 имеется давильный ролик 15, перемещаемый с помощью механизмов продольной 16 и поперечной 17 подачи обкатки горловины ведра. После образования горЙЬвйНы Производится закатка бурта,
Осуществляемая с помощью горизонтально расположенного вальцовочного ролика 18, имеющего закаточный ручей 19, расположенный между нижней стороной 20 и верхней стороной 21,
кот орая выполнена по диаметрУ больше нижней его стороны с заостренным краем 22, обеспечивающим бТрёзкуЛйшнего материала и исключаю1цимГповр еждение закатываемого материала. Вальцовочный ролик 18 установлен йа подшипниках 23 посредством
оси 24, закрепленной в вилке. 25 на .
оправке 26, перемещаемой гидроцилиндром 27. Оправка 26 имеет вращающееся.. на подшипниках 27 кольцо 28, служащее
ёй тЁ ённим упором горловины заготовки 4 при окончательной подкатке Отрезаеколй от горловины лишний материал (прибьшь) 29 во время чистового оформления бурта 30 опирается на съемник, представляющий собой вилку 31, охватывающую горловину, с наклонными зубьями 32. Вилка 31 перемещается в направляющей 33 и снабжена ограни Штелём 34, ограничивающим ее перемещение, для чего служит упор 35, Вилка 31 перемещается с помощью пневмоцилиндра 36, на штоке 37 коiroporo установлена державка 38, соеДиЯённая с помощью пружины 39 с вилкой 31. На державке 38 установлен свободно вращающийся подкаточный ролик 4О,-служащий для подкатки бурта. .
Дно заготовкиподжимается рычажной системой, состоящей из рычагов 41, расположенный посредством осей 42 на вращающейся оправке 43, перемещаемой в осевом направлении пневмоЦИЛИНДРОМ44. . ... ;...,„,.:;:. . :,
Устройство работает следующим оЬразом.
ЗаготОвка 4 поджимается посредством рычагов 41 пневмоцилиндррм 44. Корпус 3 привЬдится во вращение электроприводом 2. Под действием центробежной силы груза 9 рычаг 6, пов1брачйваясь относительно оси 10, плечом 7 перемещает кольцо 12 в сторону корпуса 3, и кольцо 12 Нажимает заготовку, сужаясь за счёт продольного паза в кольце. После з&жйма заготовки 4вступает в работу давильный ролик 15, приводимый в движение механизмами ripoдольной 16 и поперечной 17 подачи и формирует горловину фляги .fifid окон 1ании Обкатки горловины ролик отводится от детали и вступает в
работу вальцовочный ролик 18. Он получает движение в осевом направлении от гидроцилиндра 27. Заострение 22 вальцующего ролика 18, соприкасаясь с поверхностью заготовки 4, приводит во вращение вальцовочный ролик 18, и происходит обрезка прибыли 29. При дальнейшем движении торец горловины принимает форму ручья 19, образуя закатанный бурт 30, и затем вальцовочный ролик 18 возвращается .в исходное положение С помощью пневмоцилиндра 36, приводящего в движение державку 38, последняя через пружину 39 перемещает вилку 31 вверх. Наклонные зубья 32 вилки 31 отводят прибыль 29 от закатанного бурта 30, и видка 31 останавливается ограничителем 34 упора 35.
Подкаточный ролик 40, соединенный со штоком 37, продолжает движение ипроизводи окончательную прикатку бурта ЗЦ, по кольцу 28,являющимуся противоупором.После окончания прикатки подкатОчНый ролик 40 и вилка 31 возвращается в первоначальное положение . Электропривод 2 останавливается, рычаги 41, вращаясь вокруг осей 42, выводятся пневмоцилиндром 44 из горловины готовой фляги.
Применение описанного устройства обеспечит по сравнению с существующими устройбтвами высвобождение др,полнительного оборудования и вследствие этого сократятся промежуточные операции, связанные с перестановкой заготовки на различные станки Кроме того, повыси1 ся производительность труда за счет сокращения времени подсобных операций и возмож.ностью осуществления полуавтоматического цикла обработки детали.
Формула изобретения
1.Устройство для изготовления изделий типа фляг, содержащее устанОвле,йныё на станине зажимное и от.реэное приспособление,а также вальцовоч;нь1й и давильный ролики и привод, О т л и ч а ю щ е ё с я тем, что, с целью повьйпёнйя прОйзврдительности и качества готовых изделий, оно снабжено подкаточным роликом и съемником, при этом съёШик выполнен в виде вилки с наклонными зубьяМи, йинематически связанной с вгшЬцовОчным роликрм.
И.Устройство по П.1, о т л и ч а ю щ ё е с я тем, что зажимное приспособление выполнено в виде сое-, диненного с приводом корпуса, взаимодействующего с НИМ разрезного кольца и двупйе чего рычага, размещённого Ш корпусе с возможностью взаимодействия с упомянутым кольцом,
3.Устройство ho пп. 1 и 2,о т л ичающееся тем, что, вальцовочный ррлик выполнен с заостренной крЬмкой для подрезки изделий.
Источники информации, принятые во внимание при экстгертиэ ё
1.Патент Германии № 440387, кл. 7 С , 1890.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ДАВИЛЬНОЙ ОБРАБОТКИ | 1970 |
|
SU259033A1 |
| Способ формирования горловины полого цилиндрического изделия и устройство для его осуществления | 1990 |
|
SU1810175A1 |
| Устройство для давильной обработки | 1976 |
|
SU610591A1 |
| Станок для сборки и закатки полых цилиндрических изделий | 1976 |
|
SU724251A1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| Автомат для наплавки клапанов двигателей внутреннего сгорания | 1987 |
|
SU1454629A1 |
| Вертикальный давильный станок | 1960 |
|
SU133456A1 |
| Вертикальный давильно-отрезной полуавтомат | 1982 |
|
SU1082520A1 |
| Устройство для давильной обработки горловин полых изделий | 1977 |
|
SU627889A1 |
| Устройство для давильной обработки | 1973 |
|
SU446342A1 |