Изобретение относится к машинотроению, в частности к обработке меаллов давлением, и может быть ис- . ользовано при производстве кольцевых поковок ковкой. 5
Цель изобретения - расширение технологических возможностей путем изготовления поковок с криволинейной образующей .
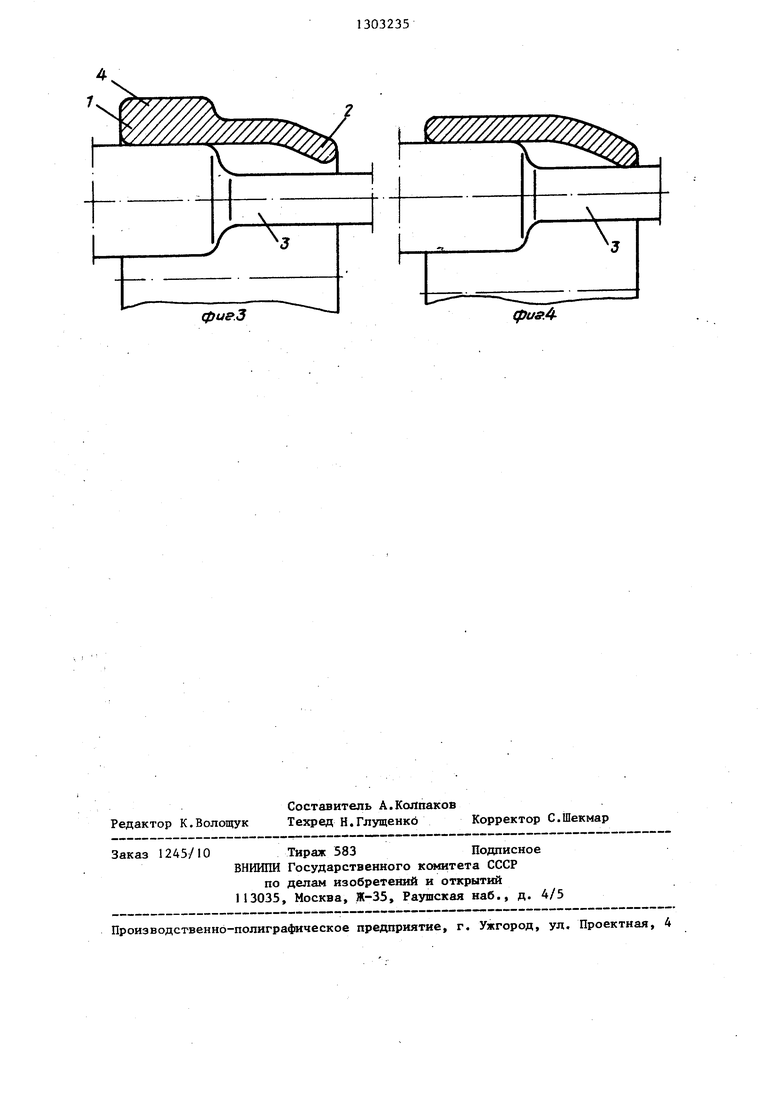
На фиг,1-4 показаны стадии осуществления предложенного способа.
Способ изготовления полых поковок включает выполнение полой ступенчатой заготовки 1, концевая ступень 2
ступень
которой имеет толщину, равную толщине поковки, установку заготовки 1 на оправку 3 и раскатьшание кузнечной раскаткой деформируемых ступеней 4 и 5, имеющих толщину, большую толщины концевой ступени 2. Заготовку 1 устанавливают на оправку 3 деформируемыми ступенями 4 и 5, которые раскатывают последовательно с одинаковым относительным утонением.
Способ изготовления полой поковки осуществляется следующим образом.
Изготовили полую ступенчатую заготовку с внутренним диаметром 40 мм, толщиной стенки ступеней 32 и 52 мм и длиной ступеней 30 и 50 мм. Обжатием по 4 мм за ход пресса на цилиндрической оправке раскатали за один оборот тонкостенную часть, после чего также за один оборот раскатали толстостенную, задавшись обжатиями за
5
0
5
0
35
ход 5-6 мм. За четыре оборота заготовки толщина стенки ступеней была доведена соответственно до 18 и 34 мм. Внутренний диаметр равен ПО мм. Затем заготовку устанавливали на оправку, только деформируемой ступенью и обжатиями по 4 и 3 мм раскатали вторую ступень до толщины стенки 27 мм.
В результате была получена поковка с толстостенной цилиндрической и криволинейной частями.
Минимальный внутренний диаметр криволинейной части 110 мм, максимальный диаметр толстостенной части 150 мм.
Формула изобретения
Способ изготовления полых поковок, при котором выполняют полую ступенчатую заготовку, одна концевая ступень которой имеет толщину, равную толщине поковки, устанавливают заготовку на оправку и раскатывают кузнечной раскаткой деформируемые ступени, имеющие толщину, большую толщины концевой ступени, отличающийся тем, что, с целью расширения технологических возможностей путем изготовления поковок с криволинейной образующей, заготовку устанав- .ливают на оправку деформируемыми ступенями, которые последовательно раскатывают с одинаковым относительным утонением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых поковок | 1981 |
|
SU963662A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| Способ раскатки полых цилиндрических заготовок | 1988 |
|
SU1620200A1 |
| Способ изготовления полых поковок | 1979 |
|
SU863135A1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ПОЛЫХ ИЗДЕЛИЙ НА ГИДРАВЛИЧЕСКОМ ПРЕССЕ | 2015 |
|
RU2601842C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ПОКОВОК | 2011 |
|
RU2475330C1 |
| Способ изготовления кольцевых поковок из полых слитков | 1990 |
|
SU1738465A1 |
| Способ ковки раскатных колец | 2018 |
|
RU2699428C1 |
| Способ изготовления поковок дисков | 1988 |
|
SU1579626A1 |
Изобретение относится к технологии изготовления полых поковок кузнечной раскаткой и позволяет изготовить поковки с криволинейной образующей. Для зтого полую ступенчатую заготовку выполняют любым известным способом с концевой ступенью, толщина стенки которой равна толщине поковки. Затем раскатывают на оправке деформируемые ступени последовательно и с одинаковым относительным утонением. Увеличение периметра деформируемых ступеней по сравнению с периметром концевой ступени приводит к получению куполообразной поковки с криволинейной образующей наружной поверхности. 4 ил. СА: to оо Oi
(puff.l
фиг 2
фие.З
/////////// /.
f
у
фи9.4Составитель А.Колпаков Редактор К.Волощук Техред Н.Глущенкб Корректор С.Шекмар
Заказ 1245/10 Тираж 583Подписное
ВНИИПИ Государственного ксмитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
