Изобретение относится к машиностроению и может быть использовано при обработке разнонаправленных конических резьб на деталях типа муфты.
Цель изобретения - расширение тех- нологических возможностей путем обеспечения возможности многопроходного нарезания разнонаправленных конических резьб на детали.
На фиг,1 представлено предлагаемое 10 ния резьбы рабочее тело подается в устройство, размещенное на токарномполость В пщроцилиндра 27. Поршень
станке, общий вид, на фиг,2 - разрез А-А на фиг,1,
Устройство, устанавливаемое на токарный станок, состоит из корпуса 1, размещенного на суппорте 2 токарного станка с патроном 3 для-обрабатывае- юй детали 4, Резцовые головки 5 и 6, оснащенные резьбовыми резцами 7 и 8,
установлены на борштанге 9 и связаны с механизмом 10 радиальной подачи резцов на размер обрабатываемой резьбы.
содержащим базирующий кулачок 11 рез- цовых головок 5 и 6, посаженных на конические с взаимно противопололшым по направлению относительно оси эк- . сцентриситетом поверхности 12 и 13, выполненные с двух концов эксцентриковой втулки 14, которая установлена на наружной поверхности 15 борштан- ги 9 и жестко связана-с ней через шпонку 16, Борштанга установлена в корпусе 1 на конических подшипниках 17 и 18 с фланцем 19,
С помощью шпонки 20 на борштангу 9 посажена зубчатая шестерня 21, которая закреплена гайками 22, Через отверстие в борштанге 9 проходит штанга 23, в которой болтом 24 закреплено
резьбовых головок, то при повороте втулки 14 ее эксцентриковые поверхно25 сти 12 и 13 обеспечивают радиальный отход резцов 7- и 8. (Полный отход соответствует повороту борштанги на 180.) После этого суппорт 2 вместе с устройством отходит назад.
30 При подаче рабочего тела в полость Е гидроцилиндра 29 поршень 30 и зуб- .чатая рейка 31, перемещаясь, поворачивают шестерню 21, борштангу 9 и эксцентриковую втулку 14 в обратную рону. обеспечивается радиальное расхож,дение (перемещение от центра) до первоначального положения резьбовых резцов 7 и 8, Затем рабочее тело подается в полость гидроцилиндкольцо-прижим 25, Другой конец штанг.и 40 Ров 27, Поршень 26, штанга 23 и коль23 жестко связан с поршнем 26, уста- новленй-ым в отверстии гидроцилиндра 27, закрепленного в стакане 28. В стакане 28 закреплен также г идроцицо-прижим 25 перемещаются и зажимают резцовые головки 5 и 6, Обеспечивается исходное положение системы СПИД (станок - приспособление - инструлиндр 29, поршень 30 которого жестко 5 деталь). Цикл повторяется.
связан с зубчатой рейкой 31, зацепляющейся с шестерней 21, Для наладки первоначальных положений резцов 7 и 8 предусмотрен упор в виде регулировочного винта 32, ограничивающего хо зубчатой рейки 31, Кроме того, для предотвращения поворота резьбовых головок 5 и 6 вокруг оси борштанги 9 в конструкциях базирующей втулки и фланца 19 предусмотрены выступы 33- 35, входящие в соответствующие впадины головок 5 и 6,
.Устройство работает следующим образом.
С помощью регулировочного винта 32 настраивают первоначальное положение резцов 7 и 8, Сообщают вращение детали 4 и поступательное перемещение устройству, расположенному на суппорте 2, при этом резец 7 нарезает резьбовую поверхность А, а резец 8 - поверхность Б детали. Обработка резьб ведется одновременно. После нареза26, штанга 23 и кольцо-прижим 25 перемещаются влево, и резцовые головки 5 и 6 освобождаются от зажима. После этого рабочее тело подается в полость Д гидроцилиндра 29, поршень 30, перемещая зубчатую рейку 31, поворачивает шестерню 21 вокруг своей оси. При этом поворачиваются борштанга 9 и жестко связанная с ней эксцентриковая втулка 14, Так как с помощью выступов 33-35 и впадин предотвращен поворот
резьбовых головок, то при повороте втулки 14 ее эксцентриковые поверхности 12 и 13 обеспечивают радиальный отход резцов 7- и 8. (Полный отход соответствует повороту борштанги на 180.) После этого суппорт 2 вместе с устройством отходит назад.
При подаче рабочего тела в полость Е гидроцилиндра 29 поршень 30 и зуб- .чатая рейка 31, перемещаясь, поворачивают шестерню 21, борштангу 9 и эксцентриковую втулку 14 в обратную сторону. обеспечивается радиальное расхож,дение (перемещение от центра) до первоначального положения резьбовых резцов 7 и 8, Затем рабочее тело подается в полость гидроцилиндцо-прижим 25 перемещаются и зажимают резцовые головки 5 и 6, Обеспечивается исходное положение системы СПИД (станок - приспособление - инструПри многопроходном нарезании резьбы после каждого прохода с помощью регулировочного винта 32 настраившот рабочее положение резцов 7 и 8.
Формула изобретения
50
Устройство для обработки разнонаправленных конических поверхностей, содержащее корпус, в котором установлены борштанга с резцами и механизм радиальной подачи резцов на размер обрабатываемой резьбы с гидроцилиндрами, отличающееся тем.
что, с целью расширения технологических возможностей, оно снабжено зубчато-реечным механизмом, связанным с гидроцилиндром, упором и эксцентриковой втулкой, с двух концов которой выполнены конические с взаимно противоположным по направлению относительно оси эксцентриситетом поверхности, установленной на борштанге с возможностью совместного с ней ния и взаимодействия конических эксцентричных поверхностей с резцами, при этом шестерня зубчато-реечного механизма установлена на борштанге, а упор размещен в корпусе с возможностью взаимодействия с рейкой.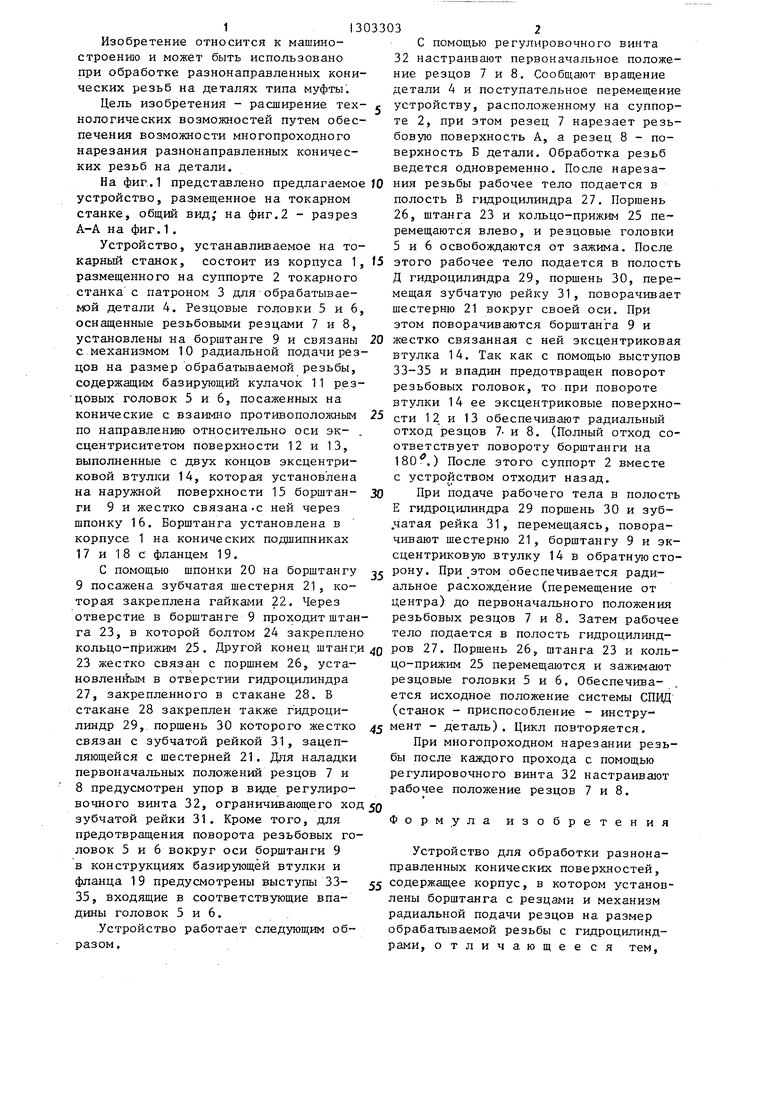
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки двух разнонаправленных конических резьб | 1983 |
|
SU1662776A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| Мобильный станок для обработки отверстий трубопроводной арматуры | 2021 |
|
RU2777795C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| СПОСОБ ОБРАБОТКИ КОНИЧЕСКИХ РЕЗЬБ ТРУБНЫХ МУФТ | 2001 |
|
RU2214320C2 |
| Устройство к токарному станку для нарезания резьбовых знаков | 1985 |
|
SU1261758A1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1991 |
|
RU2023538C1 |
| Автоматическая поворотная резцовая головка | 1973 |
|
SU447227A1 |
| Многорезцовая резьбонарезная головка | 1982 |
|
SU1047632A1 |
| Устройство для многопроходного нарезания резьбы | 1975 |
|
SU621506A1 |

Изобретение относится к области машиностроения и может быть использовано при обработке разнонаправленных конических резьб на деталях типа муфты. Цель изобретения - расширение технологических возможностей за счет многопроходного нарезания разнонаправленных конических резьб. Корпус 1 устройства устанавливается на суппор- те токарного станка. Резцовые головки 5 , 6с резцами 7, 8 связаны с механизмом радиальной подачи резцов на размер обрабатываемой резьбы, содержащий базирующий кулачок 11 резцовых головок, посаженных на конические с взаимно противоположным по направлению относительно оси эксцентриситетом поверхности 12, 13, выполненные с двух концов эксцентриковой втулки 14, которая установлена на борштанге 9. На борштанге установлена шестерня 21, взаимодействующая с зубчатой рейкой 31, ход которой ограничивается упором в виде регулировочного винта 32, что позволяет вести многопроходное нарезание резьб, 2 ил. « (Л 25 15 72. фиг. 2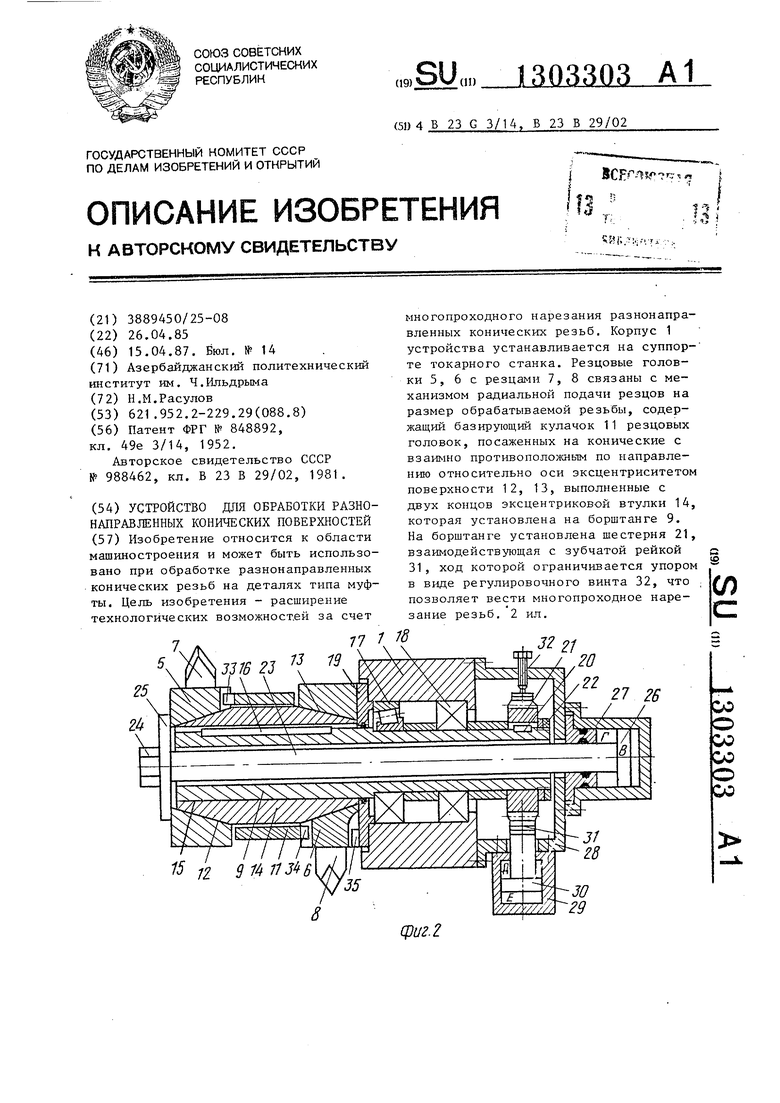
Редактор А.Огар
Составитель А.Климов Техред М.Ходанич
Заказ 1250/1,3Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий (13035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.1
Корректор М.Пожо
| Воздухоподогреватель | 1971 |
|
SU848892A2 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Устройство для расточки | 1981 |
|
SU988462A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
