Изобретение относится к механической обработке металлов и может быть использовано при обработке деталей, имеющих с двух концов резьбу одного шага, например муфт,
Известен способ обработки двух разнонаправленных конических резьб, включающий обработку резьбы инструментом на обоих концах детали с одной установки. Устройство, на котором ведется обработка, содержит два суппорта 1.
Данный способ и устройство не позволяют осуществить обработку конических разнонаправленных резьб с необходимой точностью взаимного расположения резьб относительно их общей оси и технологически связанных с ними поверхностей из-за участия в процессе нарезания резьб большого количества подвижных и неподвижных соединений резьбонарезных суппортов.
Цель изобретения - повышение точности параметров резьб и их взаимного положения относительно общей оси.
Поставленная цель достигается тем, что по способу обработки двух разнонаправленных конических резьб, включающему обработку резьбы инструментом на обоих концах детали с одной установки, обрабатывают резьбу на одной конический поверхности, затем поворачивают инструмент на 180° вокруг своей оси и обрабатывают резьбу на другой конической поверхности, поворачивают инструмент на 90° вокруг своей оси, обеспечивая отвод последнего От обработанной резьбы.
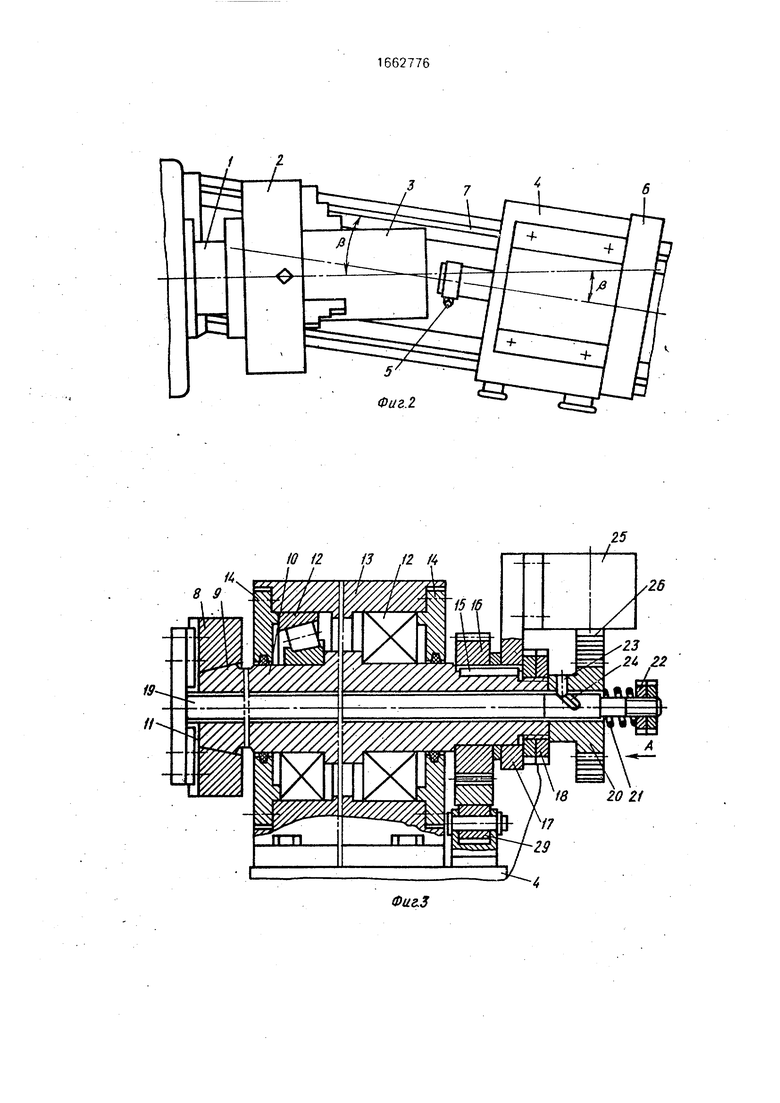
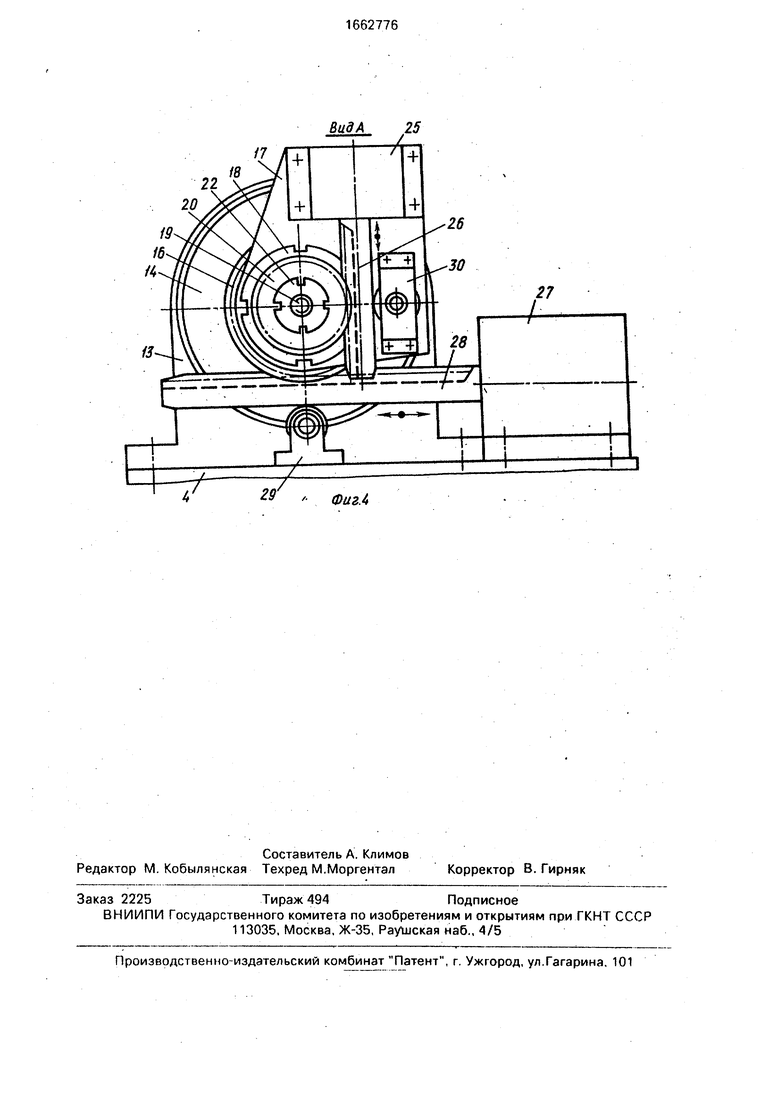
На фиг. 1 схематично изображен способ нарезания конических соосных резьб; на фиг. 2 -устройство, реализующее предлагаемый способ; на фиг. 3 - поворотное устройство, разрез; на фиг. 4 - то же. вид А на фиг. 1. Устройство включает шпиндель 1 с механизмом 2 зажима обрабатываемой детали 3, резьбонарезной суппорт 4 с механизмом крепления резьбонарезного инструмента 5 и механизмом 5 поворота, свободно перемещающийся по направляющим 7, которые установлены под углом к оси шпинделя 1. причем угол между направлением движения резьбонарезного инструмента 5 и осью шпинделя 1 равен углу наклона конической резьбы.
сл
с
о о ю VJ
ч|
о
Механизм 6 поворота содержит резцовую головкув с резьбонарезным инструментом 5, посаженную на эксцентриситетную установочную поверхность 9 борштанги 10, которая имеет базирующую канавку 11, а с помощью конических подшипников 12 установлена внутри корпуса 13 и базирована в осевом направлении посредством крышек 14. Корпус 13 закреплен на резьбонарезном суппорте 4.
С помощью шпонки 15 на борштангу 10 посажены зубчатая шестерня 16 и планка 17, которые закреплены гайками 18. Через центральное отверстие борштанги 10 проходит штанга 19, жестко связанная с резцовой головкой 8. На другой конец штанги 19 посажены зубчатая шестерня 20, пружина 21 и гайки 22, На зубчатую шестерню 20 посажен и закреплен палец 23, входящий в наклонный паз 24 штанги 19. Гидроцилиндр 25 закреплен на планке 17, поршень которого жестко связан с зубчатой рейкой 26, находящейся в зацеплении с зубчатой шестерней 20. Другой гидроцилиндр 27. поршень которого жестко связан с зубчатой рейкой 28. установлен на суппорте А. Для обеспечения надежной работы зацеплений шестерни-рейки предусмотрены роликовые упоры 29 и 30.
Способ осуществляют следующим образом.
Сообщают вращение вокруг оси шпинделя 1 обрабатываемой детали 3, закрепленной в механизме 2 зажима шпинделя. Резьбонарезной инструмент 5 получает движение вдоль направляющих 7, затем устанавливается на требуемый размер и сначала нарезает одну резьбовую поверхность А обрабатываемой детали 3, далее вместе с .борштангой 10 поворачивается на 180° вокруг своей оси и, не останавливая движения, нарезает другую резьбовую поверхность Б обрабатываемой детали 3.
После нарезки всей резьбы резцовая головка 8 поворачивает на 90° вокруг своей оси в противоположную сторону, обеспечивая радиальный отход резьбонарезного инструмента 5 от обрабатываемой поверхности. Резьбонарезной суппорт 4 совместно с корпусом 13 борштангой 10 и резьбонарезным инструментом 5 отходят назад.
Поворотом борштанги 10 вокруг своей оси на 180° и резцовой головки 8 вокруг своей оси на 90° в противоположную сторону обеспечивается исходное положение системы СПИД (станок - приспособление инструмент - деталь). Затем цикл повторяют.
Для осуществления необходимого лово- ротэ борштанги 10 вокруг своей оси зубчатая рейка 28 получает движение от
гидроцилиндра 27 и вращает зубчатую шестерню 16 и борштангу 10 вокруг своей оси. Для обратного поворота борштанги 10 зубчатая рейка 28 получает движение от гидроцилиндра 27 в противоположную сторону.
Для поворота резцовой головки 8 вокруг своей оси зубчатая рейка 26 получает движение от гидроцилиндра 25 и вращает шестерню 20. При вращении последней в обратную сторону резцовая головка 8 освобождается от зажима и базирования из-за различия наклонов паза 24 и штанги 19 и базирующей канавки 11 борштанги 10 и поворачивается на 90°.
После поворота резцовой головки 8 шестерня 20 вращается в обратную сторону рейки 26, в результате осуществляют установку резьбовой головки 8 в исходное положение.
Предлагаемый способ обработки позволяет повысить точность резьбовых соединений, увеличить их грузоподъемность и срок службы.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки разнонаправленных конических поверхностей | 1985 |
|
SU1303303A1 |
| Многошпиндельный токарный автомат | 1984 |
|
SU1219263A1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2083332C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Мобильный станок для обработки отверстий трубопроводной арматуры | 2021 |
|
RU2777795C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ ТРУБ | 2012 |
|
RU2563408C2 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
Использование: в механической обработке металлов при обработке деталей, имеющих с двух концов резьбу одного шага, например муфт. Сущность изобретения: при данном способе обработки резьбу обрабатывают на одной конической поверхности, затем поворачивают инструмент на 180° вокруг своей оси и обрабатывают резьбу на другой конической поверхности, после этого поворачивают инструмент на 90° вокруг своей оси, обеспечивая отвод последнего от обработанной резьбы. 4 ил.
ча
UD
Гr
CM
r
Ю
«
ВидА 25
22
20
29 ФигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Токарно-резьбонарезной полуавтомат | 1973 |
|
SU512015A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
