ройством активного контроля электропривод 21 коррекции перемещения продольного стола и планетарно-червячный редуктор 9 с двумя входными червячными парами 14, 15 и 16, 17, солнечным и наружным колесами 10, 11, сателлитами 12 и ВОДШ1ОМ 13. Преобразоват шь 24 линейного размера установлен на фрезерной головке 8 и посредством пе
1
Изобретение относится к металлорежущим станкам и предназначено для нарезания пазов на телах вращения сложного профиля.
Целью изобретения является повы- шение точности выполнения глубины резания, снижение трудоемкости процесса обработки за счет введения дополнительного привода стола, выполнения редуктора с двумя входами и обеспечения активного контроля глубины резания.
На чертеже схематически изображен станок, общий вид.
Станок содержит основание 1 , про-- .дольный стол 2 с передачей винт 3 - гайка 4 круговой стол 5, стойку 6 с вертикальной кареткой 7, несущей поворотную фрезерную головку 8, плане- tapHO-червячный редуктор 9 с солнечным колесом 10, наружным колесом П.. сателлитами 12, водилом 13 и двумя червячными парами 14-15 и 16-17, червячное колесо одного из которых скре.п лено с солнечным колесом, а другое - с наружным колесом планетарного редуктора, привод .18 вращения фрезы с реле перегрузки 19, управляемые по программе электроприводы относитель- кого перемещения фрезы и обрабатываемой детали (показан только электропривод 20 продольного стола), второй параллельный первому силовой электропривод 21 продольного стола, пульт
управления 22, УЧПУ 23, устройство активного контроля (УАК) линейного размера, выполненное, например, в виде первого и второго первичных преобразователей линейных перемещений 24 ,и 25, связанных электрическими цепями с формирователем 26 сигнала управле- ,
редаточного механизма 27 взаимодействует с обрабатываемой деталью 30, а преобразователь 25 - на вертикальной каретке 7 этой головки и взаимодействует с базой 28 глубины резания. Червяки 14 и 16 редуктора 9 кинематически связаны с электроприводами 20 и .21, а водило 13 - с ходовым винтом передачи стола 2, 1 ил.
5
,
5
0
ния и передаточного механизма 27, базы сравнения 28 глубины резания.
На основании 1 смонтированы продольный стол 2 с передачей винт - гайка 3-4, на котором смонтирован круговой стол 5. Стойка 6 несет вертикальную каретку 7 с поворотной фрезерной головкой 8, с ходовым винтом 3 передачи продолвного стола 2 кинематически связано водило 13 редуктора 9, Червяк 14 редуктора 9 связан с электроприводом 20, червяк 16 - с электроприводом 21, первый преобразователь 24 УАК смонтирован на фрезерной головке 8 с обеспечением расположения точки N контакта механизма 27 с обрабатываемой деталью рядом с фрезой в плоскости, проходящей через ось вращения этой фрезы и нормаль к точке М ее контакта с обрабатываемой деталью 30.
Второй преобразователь 25 УАК установлен на каре тке 7 с обеспечением его взаимодействия с базой 28 сравнения глубины резания, которая установлена на стойке 6 станка.
. Посредством пульта 22 вход электропривода 20 соединен с УЧПУ 23 станка, а вх-оды электропривода 2 - с формирователем 26 УАК и реле 19.
Станок работает следующим образом.
По программе посредством управляемых приводов обеспечивается воспроизведение заданной траектории точки М контакта фрезы 29 с поверхностью обрабатываемой детали 30. Одновременно УАК следит за отклонением глубины резания. Причем, когда расчетная глубина резания по оси поворота детали является постоянной величиной, фактическое отклонение глубины резания
определяется по разнице между положением чувствительного элемента первого преобразователя 24 в данной точке поверхности обрабатываемой детали и его положением, зафиксированным формирователем 26 при настройке УАК на заданный размер, В функции этой разницы формирователь 26 вырабатывает сигнал управления.
Когда расчетная .глубина резания является переменной величиной, формирователь 26 вырабатывает сигнал управления в функции приращения разницы положений чувствительных элементов первого и второго преобразовате- лей 24 и 25 в данной точке поверхности обрабатываемой детали и разнице их положений, зафиксированных суммирующим формирователем 26, при настройке УАК на заданный размер в началь ной нулевой точке на поверхности обрабатываемой детали.
При отсутствии факторов, порождающих погрешности глубины резания, перемещение продольного стола 2 обеспечивается посредством электропривода 20 по цепочке: черьячная пара 14-15, солнечное колесо 10, сателлиты 12, водило 13, винтовая пара 3-4.
В случае, когда отклонение глуби- ны резания превысит допустимую величину, формирователь 26 УАК включит электропривод 21. При этом продольный стол 2 получит от этого электропривода дополнительно соответственно положительное или отрицательное перемещение по цепочке: червячная пара 16-17, наружное колесо 11, сателлиты 12, водило 13, винтовая пара 3-4,обеспечивающее компенсацию погрешностей глубины резания. Выключение электропривода 21 осуществляется по второй команде УАК после входа фрезы в середину поля допуска глубины резания.
При перегрузке электропривода 20 под влиянием потери режущих свойств или поломки фрезы и других факторов сработает реле 19, по команде которого электропривод 23 отведет продольный стол 2 в исходное положение. При этом все другие приводы продолжают работать по программе. Возврат стола 2 в рабочее положение осуществляется .реверсом электропривода 21 после полной отработки приводами единичного цикла, а его остановка производится по команде формирователя 26 УАК в момент, когда глубина резания в данной точке достигнет расчетной величины.
Благодаря принятой конструктивной схеме компенсации погрешности исключается явление рассогласования расчетных координат траектории точки М контакта фрезы с обрабатываемой деталью.
Формула изобретения Фрезерный станок с программным управлением, содержащий установленный на основании продольный стол, смонтированный на продольном столе поворотный стол, стойку, несущую фрезерную головку, планетарно-червячный редуктор, кинематически связанный с ходовым винтом передачи продольного стола первый электропривод перемещения про дольного стола и устройство активного контроля линейного размера с первым преобразователем линейных перемещений и формирователем сигнала управления, отличающийся тем, что, с целью повышения точности и снижения трудоемкости процесса обработки, продольный стол станка снабжен вторым силовым электроприводом, планетарно- червячный редуктор выполнен с двумя входными червячными парами, червячное колесо первой из которых жестко связано с солнечным колесом, а червячное колесо второй пары - с колесом планетарного редуктора, первый преобразователь линейных перемещений установлен на фрезерной головке с обеспечением расположения точки контакта его передаточного звена с обрабатываемой деталью рядом с фрезой в плоскости, проходящей через ось вращения фрезы и нормаль к точке ее контакта с обрабатываемой деталью, причем первый электропривод продольного стола кинематически связан с первой червячной парой, а второй - с второй червячной парой, ходовой винт передачи продольного стола кинематически связан с водилом планетарного редуктора, вход второго электропривода продольного стола соединен электрической цепью с выходом формирователя сигнала управления устройства активного контроля, второй вход которого соединен с введенным в станок вторым преобразователем линейных перемещений, закрепленным на фрезерной головке и предназначенным для взаимодействия с базой сравнения глубины резания.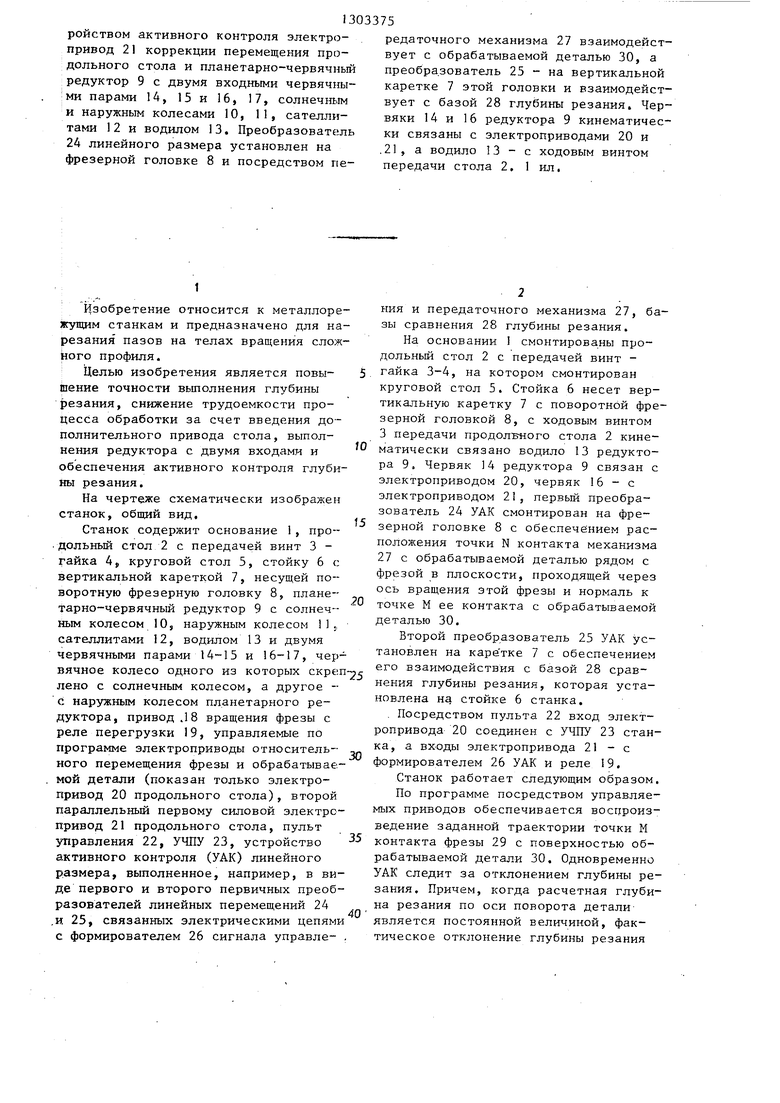

| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный станок | 1976 |
|
SU657929A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| Станок для хонингования плоских поверхностей | 1988 |
|
SU1683992A1 |
| Копировально-фрезерная головка | 1986 |
|
SU1355375A1 |
| Станок для обработки концов труб | 1988 |
|
SU1576242A1 |
| Устройство для зачистки | 1984 |
|
SU1289617A1 |
| Самодвижущееся устройство для обработки сварных швов | 1987 |
|
SU1540155A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| Устройство для обработки труб | 1973 |
|
SU454967A1 |
| Переносной фрезерный станок | 1977 |
|
SU747627A1 |
Изобретение относится к области металлорежущих станков и предназначено для нарезания пазов на телах вращения сложного профиля. Целью изобретения является повьшение точности вьшолнения переменной по оси вращения глубины резания, снижение трудоемZJ/ кости процесса обработки. Станок со- рержит основание 1, ьа котором установлены продольный стол 2 с передачей винт 3 - гайка 4, вертикальную стойку 6, несущую поворотную фрезерную головку 8 и базу 28 сравнения глубины резания, смонтированный на продольном столе 2 круговой стол 5, эЛек- тропривод 18 вращения фрезы 29, уп- равляемые по программе электроприводы относительного перемещения фрезы 29 и обрабатываемой детали 30, устройство активного контроля глубины резания, вьшолненное в виде двух преобразователей 24 и 25 линейного размера, связанных с суммирующим формирователем 26 сигнала коррекции, управляемый уст(Л
| Фрезерный станок | 1976 |
|
SU657929A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
