1
Изобретение может быть использовано для обработки стыков спирально-шовных труб под их дальнейшую заварку.
Известны устройства для обработки труб поворотной фрезерной головкой, связанной со столом, перемеш,аюш.имся относительно станины.
Описываемое устройство отличается от известных тем, что с целью обработки стыковых швов на спирально-шовных трубах оно снабжено перемеш,аюш.имися по направляюшим стола, несущими фрезерную головку салазками, имеюш,ими кольцевую форму, и соединенпой со станиной траверсой, на которой установлена синусная линейка, кинематически связываюшая салазки и стол.
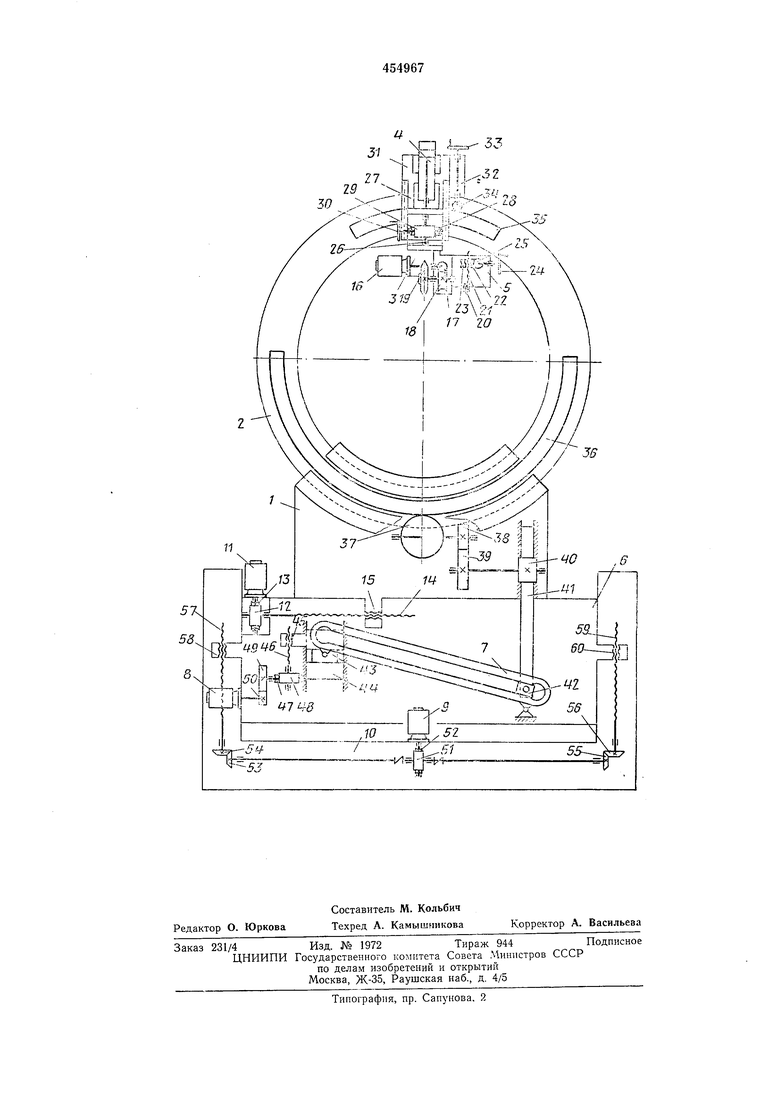
На чертеже представлена кинематическая схема описываемого устройства.
Устройство включает установленные в направляющих стола 1 салазки 2 кольцевой формы с подвижно смонтированной на них фрезерной головкой 3, снабженной гидроцилиндром 4 радиальной подачи и ограничителем 5 глубины фрезерования. На траверсе 6 закреплена синусная линейка 7 с механизмом подстройки 8. Линейка кинематически связывает салазки 2 со столом 1 относительно траверсы 6, которая через механизм подъема 9 связана со станиной 10.
На траверсе установлен механиз,м перемещения стола 1, состоящий из привода 11, соединенного с червяком 12, находящимся в зацеплении с червячным колесом 13, соединенным с винтом 14, на котором установлена гайка 15, соединенная со сто. 1.
Фрезерная головка 3 имеет привод 16, соединенный с червяком 17, находящимся в зацеплении с червячпым колесом 18, сидящим
на одном валу с фрезой 19. На корпусе фрезерной головки 3 установлен ограничитель 5 грубины фрезерования, состоящий из ролика 20, соединенного через винт 21, гайку 22, вмонтированную в червячное колесо 23, со
штурвалом 24, сидящим на щейке червяка 25 Корпус фрезерной головки жестко связан с валом 26, установленным в салазках 27 и несущим на себе червячное колесо 28, находящееся в зацеплении с червяком 29, на шейке которого установ.1ен штурвал 30. Салазки 27 установлены на направляющих 31 и соединены с ними гидроцилиндром 4 радиальной подачи. На направляющих 31 смонтирован механизм 32 подстройки, состоящий из штурвала 33, сидящего на одном ва.ту с шстерней 34, находящейся в зацеплении с зубачтым сектором 35, закрепленным на салазках 2, установленных в направляющих стола 1 и несущих зубчатый сектор 36, соединенный через
шестерни 37-40 с рейкой 41. Рейка 41 одним
концом подвижно закреплена в столе 1, а другим концом соединена с нолзуном 42, установленным в пазу синусной линейки 7, одним концом шарнирно связанной с траверсой 6, а другим - с ползуном 43, установленным в направляющих каретки 44. Каретка 44 установлена в направляющие траверсы 6 и соединена через пару гайка 45 - винт 46 с сидящим на нем червячным колесом 47, а червяк 48 и щестерни 49 и 50 - с приводом механизма настройки.
Механизм подъема 9 состоит из привода, установленного на станине 10 и соединенного через червяк 51, червячное колесо 52, конические пары щестереп 53, 54 и 55, 56 и пары винт 57-гайка 58, винт 50-гайка 60 с траверсой 6.
Приводом перемещения через кинематическую цень, включающую червяк 51, червячное колесо 52, щестерни 53, 54 и 55, 56 и пары винт 57 - гайка 58, виит 59 - гайка 60, траверса 6 устанавливается в положение, соответствующее условию соблюдения концентричности салазок 2 относительно продольной оси обрабатываемой трубы. Гидроцилиндром 4 радиальной подачи фрезерная головка 3 отводится в крайнее от центра положение. Поворачивая щтурвал 30 через кинематическую цепь, включающую червяк 29, червячное колесо 28 и вал 26, фрезерная головка 3 разворачивается, устанавливая фрезу 19 в положение, соответствующее углу наклона разделываемого щва относительно продольной оси обрабатываемой трубы. Штурвалом 24 через червяк 25, червячное колесо 23, гайку 22, винт 21 и ролик 20 устанавливают необходимую глубину фрезерования. Включением в работу .механизма 8 через кинематическую цепь, включающую щестерни 50, 49, червяк 48, червячное колесо 47, винт 46 и гайку 45, каретка 44 устанавливается так, что связанная с ней нолзуном 43 синусная линейка 7 занимает положение, соответствующее углу наклона разделываемого щва относительно продольной оси трубы. Рольгангом (на чертеже не показан) обрабатываемая труба подается
швом в зону обработки и фиксируется зажимиыми устройствами (на чертеже не показаны). Включением привода 16 через кинематическую цепь, включающую червяк 17, червячное колесо 18 приводят во вращение фрезу 19. Гидроцилиндро.м 4 радиальной подачи фрезерная головка 3 подводится к трубе до упора ролика 20 ограпичителя 5 глубины фрезерования в стенку трубы. Включением привода 11 через кинематическую цепь, включающую червяк 12, червячное колесо 13 и пару винт 14 - гайка 15, стол 1 перемещается по направляющим траверсы 6. Зубчатая рейка 41, двигаясь вместе со столом 1, получает поступательпое движение, так как другой конец рейки 41, связанный с ползуном 42, перемещается но наклонному пазу синусной линейки 7. Поступательное движение рейки 41 преобразуется щестернями 40 ,39, 38, 37 и зубчатым
сектором 36, закрепленным на салазках 2. Таким образом, поступательное движение стола 1 и вызванное им вращательное движение салазок 2 обеспечивают спиральную траекторию движения фрезы 19 вдоль разделываемого щва. После окончания обработки фрезерная головка 3 гидроцилиндром 4 радиальной подачи, а стол 1 приводом 11 через цепь, включающую червяк 12, червячное колесо 13, пару винт 14 - гайка 15, возвращаются в исходное положение. Труба расфиксируется и подается следующим щвом в зону обработки. Процесс обработки повторяется.
Предмет изобретения
Устройство для обработки труб поворотной фрезерной головкой, связанной со столом, перемещающимся относительно станины, отличающееся тем, что, с целью обработки
стыковых швов на спирально-щовных трубах, устройство снабжено перемещающимися по направляющим стола, несущими фрезерную головку салазками, имеющими кольцевую форму, и соединенной со станиной траверсой, на
которой установлена синусная линейка, кинематически связывающая салазки и стол.
30
,,, С1 33
-rrfr
77 niN 52
1 t j I i
,
,3mJ:f - : 2c5
I i; .-- -« ,.-,
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Станок для обработки деревянных деталей | 1982 |
|
SU1030161A1 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| ПРИСПОСОБЛЕНИЕ К УНИВЕРСАЛЬНО-ФРЕЗЕРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНЫМИ ЗУБЦАМИ МЕТОДОМ ОБКАТКИ | 1947 |
|
SU78760A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Прецизионный станок для фрезерования пазов с точным шагом между ними | 1939 |
|
SU55497A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭКСЦЕНТРИКОВ ОДНОШПИНДЕЛЬНЫХ АВТОМАТОВ | 1934 |
|
SU46415A1 |