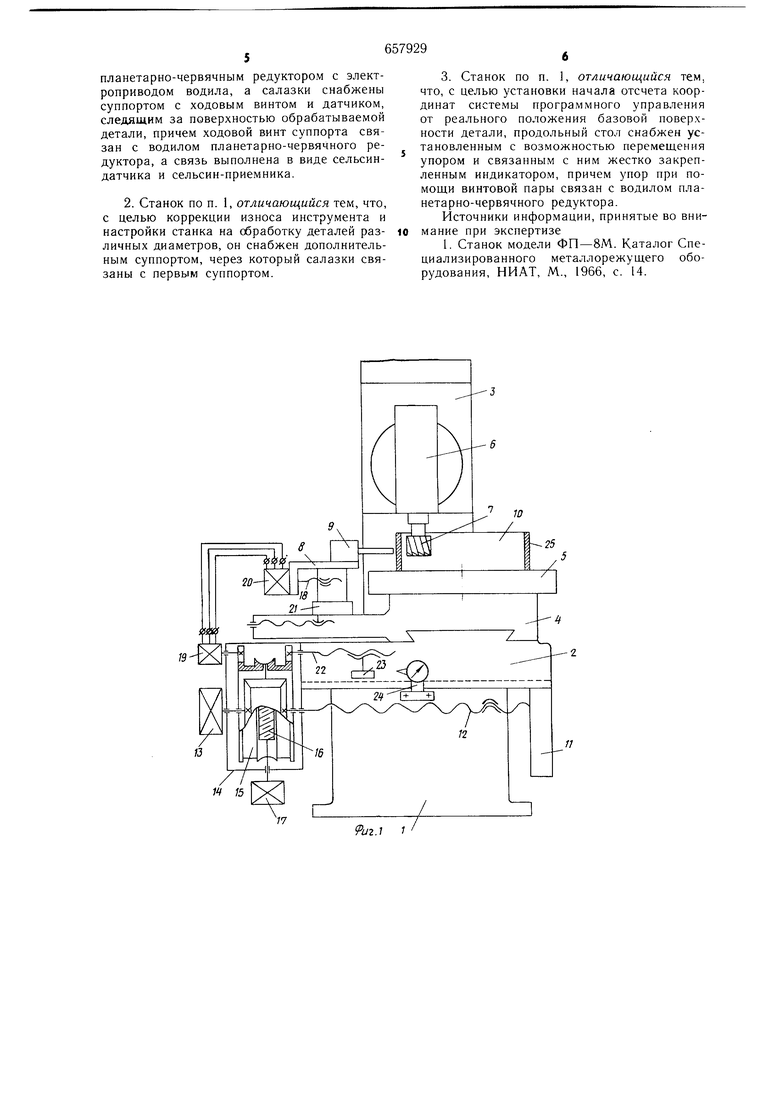
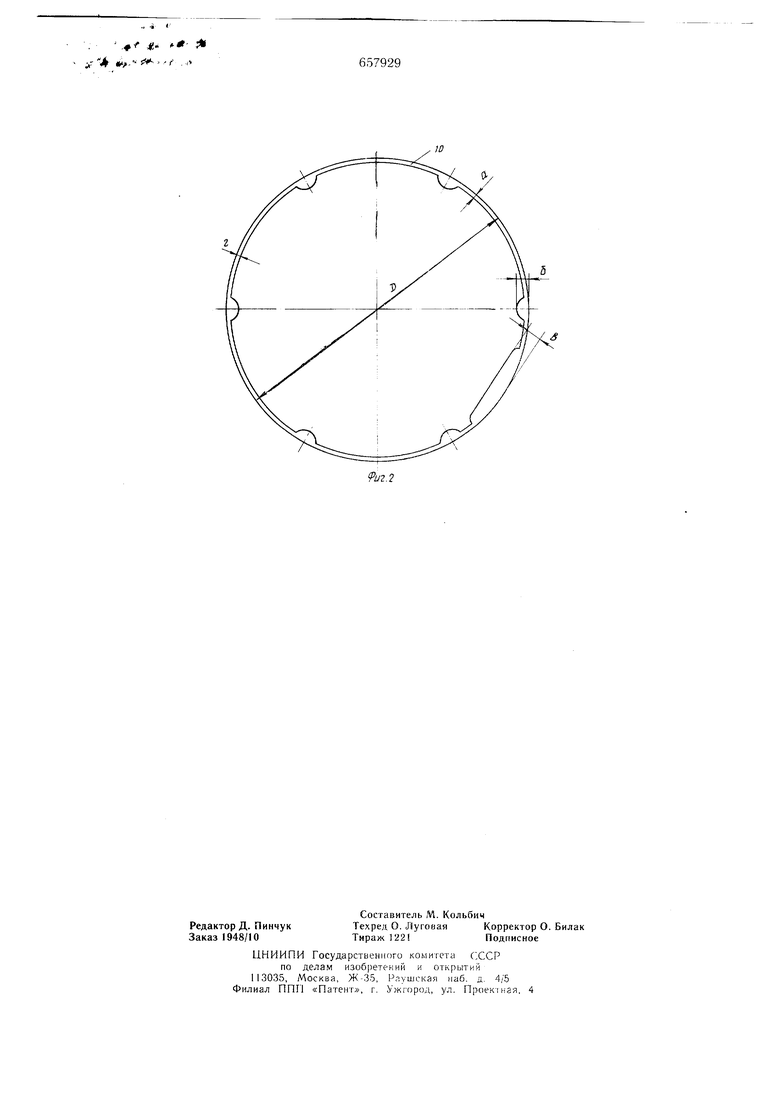
(54) ФРЕЗЕРНЫЙ СТАНОК при помощи винтовой пары связан с водилом планетарно-червячного редуктора. На фиг. 1 дана кинематическая схема станка; на фиг. 2 - эскиз детали, обрабатываемой на станке. Станок включает основание 1, на котором установлен с возможностью перемещения продольный стол 2 и вертикальная стойка 3. На направляющих стола 2 установлены салазки 4, на которых смонтирован круговой стол 5. На вертикальной стойке 3 смонтирована фрезерная головка 6 с фреЗОЙ 7. На салазках 4 установлен суппорт 8, несущий датчик 9, следящий за контуром наружной поверхности обрабатываемой детали 10. Кроме того, станок содержит приводы рабочих перемещений (на чертеже показан привод 11 перемещения продольного стола 2 с ходовым винтом 12 и датчиком обратной связи 13, а привод вращения кругового стола 5 на чертеже не показан). Между ходовым винтом 12 и датчиком обратной связи 13 встроен планетарно-червячный редуктор 14, включающий водило 15, червячную передачу 16 и электродвигатель 17. Водило 15 связано с ходовым винтом 18 подвижного суппорта 8 при помощи се;1ьсин-датчика 19 и сельсина-приемника 20. Для введения коррекции на износ инструмента и для настройки станка на обработку различных по диаметру деталей на салазках 4 может быть установлен дополнительный суппорт 21 с ручным управлением. В этом случае подвижный суппорт 8 устанавливается на дополнительном суппорте 21. В корпус продольного стола 2 может быть встроена винтовая пара 22, винт которой кинематически связан через водило 15 редуктора 14 со следящим датчиком, а гайка - с ползушкой подвижного упора 23. Ползущка упора смонтирована на продольном столе 2, а на основании 1 установлено индикаторное устройство 24 для установки «нуля системы программного управления. Предлагаемый фрезерный станок работает следующим образо.м. Ручным включением электродвигателя суппорт 8 отводится влево для установки обрабатываемой детали. Затем на круглом столе 5 устанавливают и закрепляют обрабатываемую деталь 10. Включают следящий датчик 9, который автоматически с помощью электродвигателя 17 подходит к поверхности 25 и автоматически останавливается. По упору 23 и индикатору 24 продо.льный стол 2 устанавливают в нулевое положение, соответствующее началу программы, после чего вклвочают фрезерование по программе. В процессе фрезерования следящий датчик 9 следит за базовой поверхностью 25 обрабатывае.мой детали 10. Если зазор между следящим датчиком 9 и поверхностью 25 начнет увеличиваться от нормы, то следящий датчик 9 включает правое вращение электродвигателя 17. При этом продольный стол 2 с обрабатываемой деталью- 10 начнет двигаться влево от фрезы 7, сохраняя заданный размер толщины стенки шпангоута. Одновременно при помощи сельсинов 19 и 20 начинают двигаться гюдвижной суппор 8 и следящий датчик 9 вправо со скоростью, равной, но противоположно направленной относительно скорости продольного стола 2. Движение следящего датчика 9 на деталь и движение детали 10 от фрезы продолжается до тех пор, пока зазор между следящим датчиком 9 и базовой поверхностью 25 не достигает заданного знаВ случае уменьщения зазора от нормы между следящи.м датчиком 9 и базовой поверхностью 25 включается левое вращение электродвигателя 17, при котором деталь 10 начинает двигаться на фрезу, сохраняя заданный размер толщины стенки щпангоута, а следящий датчик 9 начинает двигаться к базовой поверхности 25, пока зазор вновь не станет равным заданному. Следящая система (детали 8, 9, 15, 17, 19, 20) работает без подналадки. Процесс слежения за контуром базовой поверхности 25 протекает автоматически во время фрезерования по любой программе. Движение слежения суммируется при помощи планетарного редуктора 14 с движением продольного стола 2 по программе так, что получают размеры «а, «б, «в и «г (см. фиг. 2) с высокой степенью точности, независимо от овальности детали 10, неточности ее центрирования и от отклонения диа.метра «Д от расчетного значения. Последнее обеспечивается работой подвижного упора 23. Поднастройка станка для получения заданных размеров «а«, «б, «в и «г с помощью дополнительного суппорта 21 необходима только при обработке первой детали из партии одного размера. Формула изобретения 1. Фрезерный станок с программным управлением, например, для обработки щпангоутов, включающий установленный на основании продольной стол с передачей ходоЕюй винт-гайка, связанный с продольным столом через салазки круговой стол, вертикальную стойку, несущую фрезерную головку, приводы перемещения столов и датчики обратной связи, отличающийся тем, что, с целью повыщения точности и автоматизации процесса обработки деталей типа тел вращения, привод перемещения продольного стола снабжен встроенным между датчиком обратной связи и ходовым винтом планетарно-червячным редуктором с электроприводом водила, а салазки снабжены суппортом с ходовым винтом и датчиком, следящим за поверхностью обрабатываемой детали, причем ходовой винт суппорта связан с водилом планетарно-червячного редуктора, а связь выполнена в виде сельсиндатчика и сельсин-приемника. 2. Станок по п. 1, отличающийся тем, что, с целью коррекции износа инструмента и настройки станка на обработку деталей различных диаметров, он снабжен дополнительным суппортом, через который салазки связаны с первым суппортом. 3. Станок по п. 1, отличающийся тем, что, с целью установки начала отсчета координат системы программного управления от реального положения базовой поверхности детали, продольный стол снабжен установленным с возможностью перемещения упором и связанным с ним жестко закрепленным индикатором, причем упор при помощи винтовой пары связан с водилом планетарно-червячного редуктора. Источники информации, принятые во внимание при экспертизе 1. Станок модели ФП-8М. Каталог Специализированного металлорежущего оборудования, НИАТ, М., 1966, с. 14.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный станок с программным управлением | 1985 |
|
SU1303375A1 |
| Полуавтоматический электрокопировальный фрезерный станок для обработки фасонных контуров больших размеров, в частности самолетных шаблонов | 1948 |
|
SU86730A1 |
| ТОКАРНО-КАРУСЕЛЬНЫЙ СТАНОК С КОПИРОВАЛЬНО- ФРЕЗЕРНЫМ СУПНОРТОМ | 1971 |
|
SU304059A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЬ^Й СТАНОК | 1968 |
|
SU217893A1 |
| Полуавтоматический гидрокопировально-фрезерный станок для обработки лопастей воздушных винтов | 1959 |
|
SU133351A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| УНИВЕРСАЛЬНЫЙ ЗУБОФРЕЗЕРНЫЙ СТАНОК | 2012 |
|
RU2508969C1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
W 15
25
9игЛ /
.. -i ,
637929
