Изобретение относится к газопламен-ю- му нагреву изделий и может быть испо.пь- зовано при термической обработке зуб1.ев шестерен среднего и крупного модулой.
Цель изобретения - повышение равномерности нагрева зубьев по профилю и упе- личение скорости нагрева.
На фиг. изображено устройство для осу- ш,ествления предлагаемого способа, план; на фиг.2 - вид А на фиг.1.
Нагрев всех зубьев шестерен посредством газоплазменной горелки осуш,ествляется следующим образом.
Неред нагревом на вершины в;:ех зубьев нагреваемой шестерни устднавливг ют элемент, состояш,ий из стержней 1, число которых равно количеству зубьев нагреваемой шестерни 2. Стерисни соединены мел ду собой кольцами 3 и 4. Bepxiiee кольце: 4 имеет три выступа 5, которыми элем::;нт опирается на торец Зубчатого венца шестор- ни в процессе ее нагрева. Стержни мо уг быть треугольного сечения или сечения, образованного пересечением эвольвентных ю- верхностей, продолженных в направлении от центра зубчатого колеса.
Элемент (фиг. 1,2) надеваетс55 на нагреваемую шестерню с выступами сверху таким образом, чтобы его стержни основаниями по всей длине прилегали к зубьнм, обра;;уя островершинный профиль зубьев.
Стержни и кольца изготовляются из огнеупорного материала, например из керамики, армированного для прочности проволокой из нержавеющей стали.
Пример. Нагревами шестерни чугунгых зубчатых венцов диаметром 740 мм, ширичой 200 мм и модулем 10 мм. Стерл ни 1 им; ли в сечении треугольник . основанием 7 мм и высотой 10 мм. Зазор между. стерл 1я- ми и вершинами зубьев не превынал
0,5 мм. Нагрев венца осуществляли газопламенной: горелкой при расходе газа 50 м 7ч. Скорость врашения венца . со стержнями составляла 1,5 об/мин.
Если при газопламенном способе нагрева без дополнительного элемента разность температур по высоте профиля зуба достигала 60-80°С (из-за низкой скорости нагрева зуба у основания ввиду лучших условий отвода тепла в тело венца), то согласно предлагаемо.му способу нагрева благодаря подводу большего количества тепла к основанию зуба за счет стержней 1 разности температуры поверхности зубьев у вершины и основания не было зафиксировано. Перераспределение теплового потока с
наибольшей его концентрацией у основания зуба, уменьшение его турбулентности и рассеивания за счет стержней, дополняющих зубья до островершинного профиля, одновременно приводили к увеличению скоросQ ти нагрева в 1,4-1,5 раза.
Использование предлагаемого способа газопламенного нйгрева обеспечивает по сравнению с известным улучшение качества и надежности выпускаемой продукции за счет получения более однородных ме5 ханических свойств по высоте зуба и увеличение экономии приводного газа за счет повышения скорости нагрева изделий.
Формула изобретения
30
Способ газопламенного нагрева шестерен, включающий нагрев одновременно всех зубьев шестерни, отличающийся тем, что, .с целью повышения равномерности нагрева зубьев по профилю и увеличения скорости нагрева, перед нагревом на верши- мы зубьев устанавливают элемент, дополняющий зубья до острсвершинного профиля,
uff А
cfJ /ff.Z
Составитель В. Белофастов
Редактор М. Келеиеш ехред И. ВересКйрректор Л. Патай
Заказ 1294/38 ирпж 195 Подписное
ВПИИГШ Государстпе)К()го к Р. итст;, СССР по дслак изойретеннй и открытий
1 13035, Ж,--35. PayuicKasi наб., д. 4/5 Г поиэводственио-11олиграфя | ;ск;« npezuipiiHTHC, г. Ужгород, у-т. Про.. 4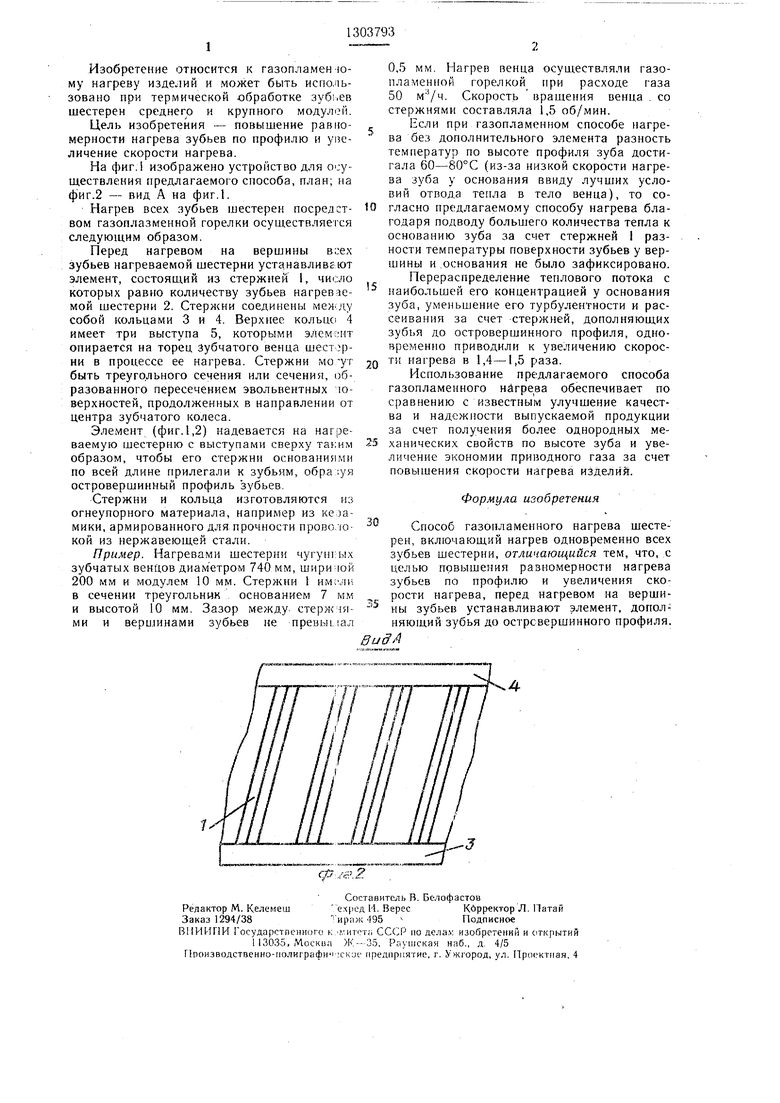
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для газопламенного нагрева шестерен | 1983 |
|
SU1147764A1 |
| Способ термической обработки крупномодульных эвольвентных зубчатых колес | 1989 |
|
SU1740456A1 |
| Способ штамповки конических шестерен | 1990 |
|
SU1731399A1 |
| Способ индукционной закалки шестерен и индуктор для его осуществления | 1988 |
|
SU1640180A1 |
| Способ ремонта шестеренных гидронасосов | 1990 |
|
SU1729724A1 |
| Способ восстановления изношенных стальных зубчатых колес | 1982 |
|
SU1063571A1 |
| РОТОРНАЯ ГИДРО-ПНЕВМОМАШИНА | 2015 |
|
RU2627753C2 |
| Способ индукционной закалки деталей типа шестерен и устройство для его осуществления | 1984 |
|
SU1268624A1 |
| Крепежный элемент стопорного резьбового соединения и стопорное резьбовое соединение с его использованием | 2020 |
|
RU2743635C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОЙ ПЕРЕДАЧИ | 2014 |
|
RU2572181C1 |
Изобретение относится к газопламенному нагреву изделий и может быть использовано прн термической обработке шестерен среднего и крупного модулей. Цель изобретения состоит в повышении равномерности нагрева зубьев по профилю и увеличении скорости нагрева. Для достижения- поставленной цели посредством нагрева зубьев шестерен газопламенной горелкой на вершины зубьев устанавливают элемент, дополняющий зубья до островершннного профиля. Элемент может состоять нз стержней 1 треугольного сечения, число которых равно количеетву зубьев, соединенных между собой капьцами 3,4. Верхнее кольцо 4 имеет три выступа 5, которыми элемент опирается на торец зубчатого венца шестерни. Стержни 1 по всей длине должны прилегать основаниями к зубьям, образуя островершинный профиль зубьев. При нагреве шестерни основной тепловой поток направляется поверхностью стержней I во впадины зубьев k их основанию. При этом обеспе- чнвается равномерный скоростной нагрев зубьев шестерни по высоте их профиля. 2 ил. (Л о« о со со со
| Патент США № 3891194, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Газовая горелка | 1981 |
|
SU1017878A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
