Изобретение относится к обработк металлов давлением и может быть использовано в ремонтных работах, в частности при восстановлении изношенных Зубчатых колес пластическим деформированием. Известен способ в-осстановления изношенных зубчатых колес, который включает наплавку электродом изношенного профиля зуба и колеса, частично погруженного в охлсокдающую жидкость, обработку зуба и закалку 1. Недостатками известного способа являются низкая произвояительность при наплавке металла электродом и низкое качество наплавки в связи с большими трудностями по обеспечению равномерного слоя наплавленного металла Наиболее близкиг решением по тех нической сущности и достигаемому результату к предлагаемому является способ восстановления изношенных стальных зубчатых колес, включакядий нагрев восстанавливаемого колеса до температуры аустенизации материала и его пластическое деформирование 2. Недостатком данного способа явля ется необходимость повторного нагре ва закаленных зубьев и всего колеса до температуры аустенизации под пла тическую деформацию, что приводит к обезуглероживанию поверхностного сл зубьев и снижению твердости и н сущей способности колеса. Цель изобретения - повышение качества восстанавливаемых зубчатьгх , колес путем устранения возможности обезуглероживания поверхности зубьев в процессе нагрева, Указанная цель достигается тем, что согласно способу восстановления изношенных стальных зубчатых колес, включающему нагрев восстанавливаемо го колеса до температуры аустенизации материала и его пластическое деформирование, изношенные зубья колеса последовательно нагревом погружают в охлажданвдую жидкост на глубину, равную высоте зуба, при этсм нагреву каждый раз подвергают основание зуба пропусканием электри ческого тока между противоположными поверхностями основания- зуба по кратчайшему между ними расстоянию, а пластическое деформирование основ ния зуба осуществляют в направлении перпендикулярном к направлению протекания электрического тока. На фиг. 1 изобрахсено устройство для восстановления зубчатого колеса имеющего ступицу и зубчатый венецf на фиг. 2 - разрез А-А на фиг. 1; на фиг, 3 - вариант устройства для восстановления зубчатого венца; на фиг. 4 разрез Б-Б на фиг. 3. Устройство для восстановления зубчатого колеса содержит упоры 1 и 2 для установки изношенного колеса 3, закрепленные на дне 4 ванны 5, ограничитель б радиального перемещения изношеннохо зуба, установленный на дне 4, электроды 7 контактной сварочной машины, которые контактируют с противоположными поверхностями корня изношенного зуба. Для деформации венца колеса установлены пуансоны 8 фрикционного пресса. При обработке колес, у которых ребро, соединяющее ступицу и венец, имеет толщину более 5 мм, для подогрева ребра смонтирована газовая горелка 9, соединенная с ацетиленовым генератором и кислородным баллоном. Контактная сварочная машина, фрикционный пресс и ацетиленовый генератор с кислородным баллоном на чертеже не показаны. Б устройство для восстановления зубчатого венца входит оправка 10 (фиг. 3 и 4), на который закреплен изношенный зубчатый венец 11, ограничитель 12 радиального перемещения изношенного зуба венца 11, установленный на опорах 13, связанных с дном 14 ванны 15. Для нагрева корня изношенного зуба венца 11 установлены электроды 16 и 17 контактной сварочной машины, изолированные от оправки 10 втулкой 18 и от дна 14 гильзой 19, а для деформации корня зуба смонтированы пуансоны 20 горизонтально-ковочной машины (не показана) . Устройство для восстановления зубчатых колес 1 (фиг. 1 и 2) работает следующим образом. Зубчатое колесо 3 устанавливают на упоры 1 и 2 так, чтобы меходу изношенным зубом колеса и ограничителем 6 образовался зазор 4i при перемещении на который изношенного зуба компенсируется износ колеса, получении в процессе эксплуатации. В ванну 5 заливают жидкость, охлаждающую изношенный зуб от вершины до основания зуба. Вводят в контакт с противоположными поверхностями основания изношенного зуба электроды 7, через которые пропускают электрический ток большой силы. Ток проходит через венец зубчатого колеса по кратчайшему расстоянию по зонам аЬс и и нагревают корень изношенного зуба до температуры аустенизации. При толщине ребра, соединяющего ступицу и венец зубчатого колеса 3, более 5 мм газовой горелкой 9 подогревают до температуры аустенизации участок ребра, лежащий против корня изношенного зуба. Пуансоны 8 фрикционного пресса перемещают с подачей S до контакта
с основанием изношенного зуба и погружают силой Р, направленной перпендикулярно направлению прохождения электрического тока между электродами 7. Под действием силы Р деформируется в радиальном направлении венец колеса, и изношенный зуб перемещается до ограничителя б, компенсируя величину износа профиля зуба.
Таким же образом пластически деформируют основание слеяукхдего изношенного зуба.
Устройство для восстановления зубчатых венцов 11 (фиг, 3 и 4) рабтает следующим образом.
Зубчатый венец 11 с оправкой 10 устанавливают на электрод 17 так, чтобы мезхду изношенным зубом венца 11 и ограничителем 12 образовался зазор Л , при перемещении на которы изношенного зуба компенсируется износ венца. В ванну 15 заливают жидкость, охлаждающую изношенный зуб от вершины до переходной кривой.
Через электроды 16 и 17 пропускают ток большой силы по кратчайшему расстоянию между противоположными поверхностями основания зуба, и разогревают корень изношенного зуба в зоне def до температуры аустенизаци
Вводят в контакт с зоной def пуансоны 20 горизонтально-ковочной машины, которые нагружают силой Р, направленной перпендикулярно направлению прохождения электрического тока между электродагш 16 и 17, Под действием силы Р зубчатый венец пластически деформируется в осевом направлении. Сжимаемый пуансонами
20 металл перемещает изношенный зуб венца до ограничителя 12, Перемещению деформируемого металла из зоны def в противоположном направлении препятствует оправка 10 и электрод 16 ,
После пластического деформирования всех изноменных зубьев зубчатые венцы подвергают шлифованию.
Пример восстановления зубьев изношенного зубчатого венца.
Параметры зубчатого венца: модул зацепления 2,75 мм, число зубьев 10 диаметр внутреннего отверстия 12 мм расстояние между окружностью впадин и внутренним отверстием (толщина обода) 5,1 мм, ширина колеса 10 мм, материал - сталь ЧОХНМА.
Между электродами, расположенными на внутреннем отверстии колеса и на окружности колеса, изношенный зуб которого погруясен в охлаждающую жидкость, пропускают электрический ток силой 3000-4000 Ам, нащ яжением 4-5 В в течение 30 с.
Пуансоны диаметром 5-6 мм деформируют разогретое электрическим током основание изношенного зуба с силой 700-900 кгс. Величина перемещения в радиальном направлении изношенного зуба до ограничителя 1,5-2 мм.
Применение предлагаемого способа восстановления стальных зубчатых колес по сравнению с базовым объектом, принятым за прототип, позволяет повысит качество восстанавливаемых зубчатых колес за счет увеличения поверхности твердости профиля зубьев.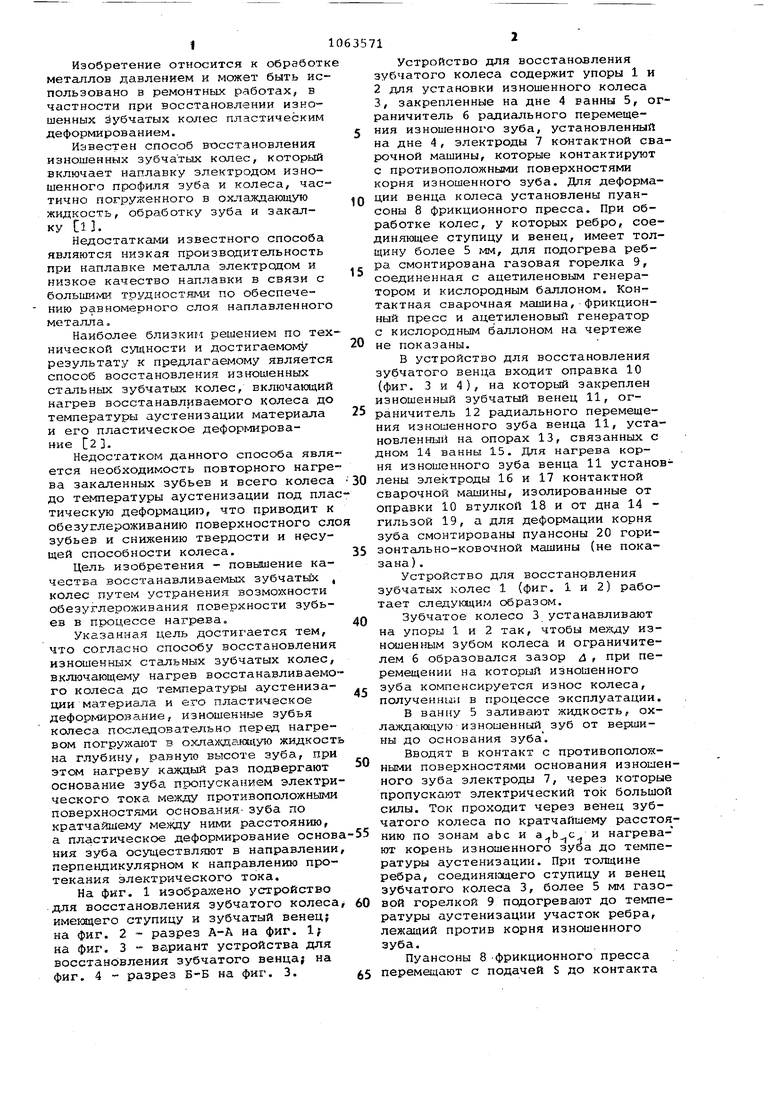

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления зубчатых колес | 1991 |
|
SU1803298A1 |
| Способ восстановления зубчатых венцов колес | 1985 |
|
SU1449302A1 |
| Способ восстановления зубчатых колес | 1976 |
|
SU703264A1 |
| Способ восстановления изношенных зубчатых колес | 1979 |
|
SU874249A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗУБЧАТЫХ ПЕРЕДАЧ | 2001 |
|
RU2213650C2 |
| Способ упрочняющей обработки зубчатых колес | 1982 |
|
SU1163953A2 |
| Способ восстановления деталей с внутренним зубчатым профилем | 1988 |
|
SU1648712A1 |
| Способ восстановления зубьев шестерен | 1975 |
|
SU568529A1 |
| Способ электроконтактной наплавки ферромагнитными порошками и устройство для его осуществления | 1988 |
|
SU1637979A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ СТАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС включакнций нагрев восстанавливаемог колеса до температуры аустенизации материала и его пластическое деформирование, отличающийся тем, что, с целью повышения качества восстанавливаемых зубчатых колес путем устранения возможности обезуглероживания поверхности зубьев в процессе нагрева, изношенные зубья колеса последовательно перед нагревом погружают в охлаждающую жидкость на глубину, равную высоте зуба, при -. этом нагреву каждый раз подвергают основание зуба пропусканием электрического тока между противоположными поверхностями основания зуба по кратчайшему между ними расстоянию, а пластическое деформирование основания зуба осуществляют в направлении, перпендикулярном к направлению про- S текания электрического тока.
(р(/г.З
Фиг. tf
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Цеков В.И | |||
| Ремонт деталей металлургических машин | |||
| Справочник М., Металлургия, 1979, с | |||
| Приспособление для картограмм | 1921 |
|
SU247A1 |
| Там же, с | |||
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
