В известных прессах для формования изделий, снабженных устройством для загрузки сырьевой смеси в матрицу и толкателем, выталкивающим отформованное изделие из нее, вся требуемая порция сырьевой смеси заполняется в один прием.
Предлагаемый пресс снабжен устройством для загрузки требуемой порции смеси в несколько приемов, послойно, что позволяет использовать его для прессования многослойной плитки.
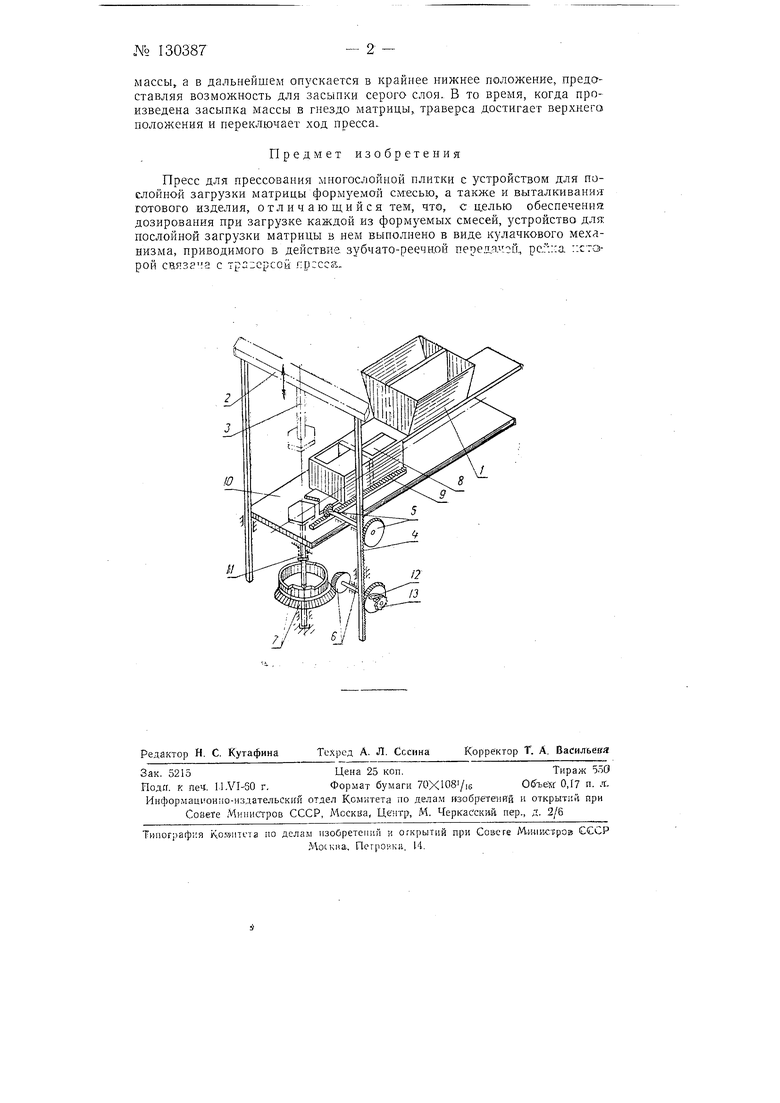
На чертеже изображен описываемый пресс, общий вид.
Бункер 1 имеет два отделения: левое отделение бункера засыпается формовочной массой лицевого слоя (цветного), а правое - основного слоя изделия. К траверсе 2 пресса прикреплеиы пуансон 3 и рейка 4. Рейка, находясь в постоянном зацеплении с блоком шестерен 5 и с реверсивным шестеренчатым приводом 6 механизма кулачка 7, приводит их во вращательное движение. Блок щестерен в свою очередь приводит в движение каретку 8, так как связан с зубчатой рейкой 9. Когда траверса находится в крайнем верхнем положении, каретка расположена над гнездом матрицы 10, а выталкиватель 11 - в крайнем нижнем положении. При движении траверсы вниз, а следовательно, и рейки вращается блок щестерен, который передвигает каретку под бункер для заполнения массой; реверс не вращается, так как собачка 12 проскальзываег по храповому колесу 13. По достижении траверсой крайнего нижнего положения происходит прессование плитки и переключение фрикционного пресса на обратный ход за счет кулачков на траверсе.
При движении траверсы вверх реверс приводит в движение механизм кулачка,, который поднимает выталкиватель, чем и достигается выталкивание плитки. В это время каретка сталкивает плитку с выталкивателя. Выталкиватель под действием профиля кулачка опускается затем на некоторую величину, чтобы можно было засыпать цветной слой
iMaccb, a в дальнейшем опускается в крайнее нижнее положение, предоставляя возможность для засыпки серого слоя. В то время, когда произведена засыпка массы в гнездо матрицы, траверса достигает верхнего положения и переключает ход пресса.
Предмет изобретения
Пресс для прессования многослойной плитки с устройством для послойной загрузки матрицы формуемой СМЕСЬЮ, а также и выталкивания готового изделия, отличающийся тем, что, с целью обеспечения дозирования при загрузке каждой из формуемых смесей, устройство для: послойной загрузки матрицы в нем выполнено в виде кулачкового механизма, приводимого в действие зубчато-реечной .1ял.и, рс,:.::а г.сторой саязгта с траверсой пр;сса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к металлообрабатывающим прессам для полусухого прессования на них огнеупорных и тому подобных керамических изделий | 1949 |
|
SU89588A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2030290C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЕНЫХ ПИРОТЕХНИЧЕСКИХ ЗАРЯДОВ | 2013 |
|
RU2526327C1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021896C1 |
| МАШИНА ДЛЯ ПРЕССОВАНИЯ | 1992 |
|
RU2038969C1 |
| СПОСОБ ПОЛУСУХОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2378110C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2034706C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Устройство для прессования строительных изделий из бетонных смесей | 1988 |
|
SU1646869A1 |
| ^^СШОЮОНАЯ j'''' ^i''>&,v-n*C^-''?^t?u^|керамики | 1973 |
|
SU378321A1 |
