Недостатками известных дуо-реверсивных станов для прокатки слитков в одной плоскости являются завышенная мощность двигателей станов по сравнению с необходимОй для процесса прокатки, сложное и громоздкое электрооборудование, большие динамические и ударные нагрузки при реверсах рабочих валков, приводяш,ие к снижению срока службы рабочей линии стана.
Эти недостатки являются .следствием необходимости смены направления вращения валков после каждого пропуска.
Предлагаемый способ реверсивной прокатки слитков в одной плоскости устраняет недостатки дуо-реверсивных станов вследствие того, что прокатка осуществляется попеременно в двух парах нереверсивных валков, вращающихся с постоянной скоростью навстречу друг другу.
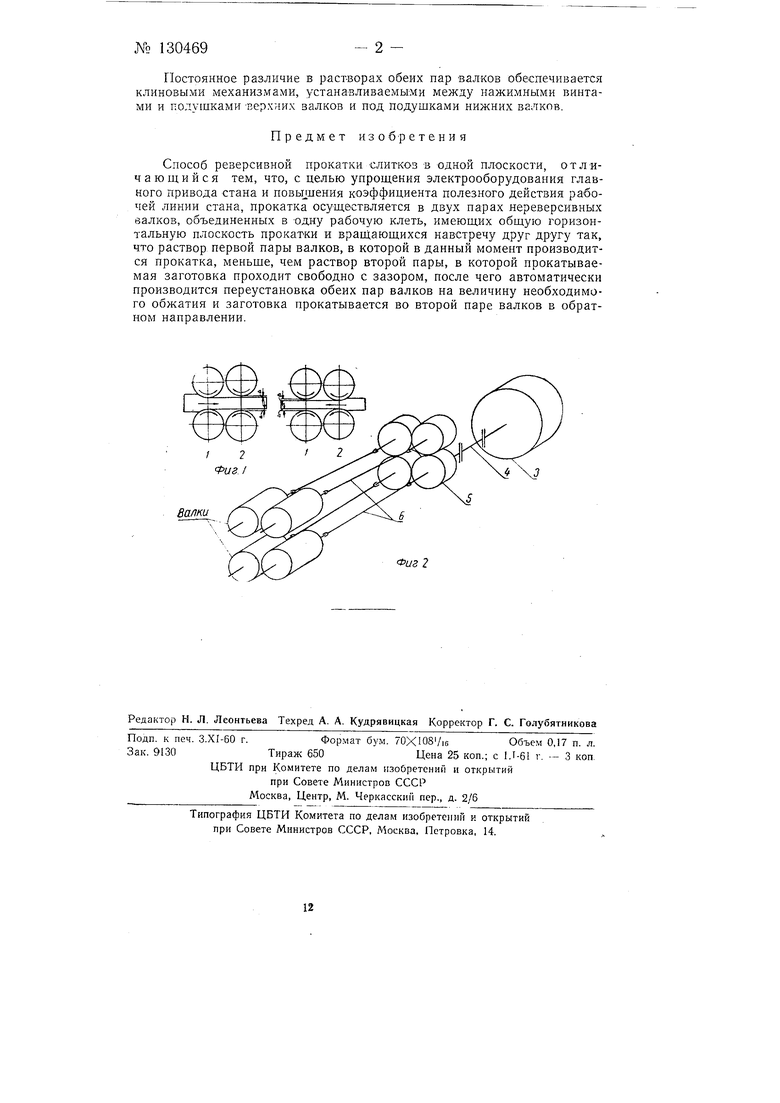
На фиг. 1 показана предлагаемая схема прокатки; на фиг. 2 - кинематическая схема стана.
Раствор первой, пары валков 1, в которой в данный момент производится прокатка, меньше, чем раствор второй пары 2, в которой прокатываемая заготовка проходит свободно с зазором.
Поаче пропуска заготовки в первой паре валков автоматически производится переустановка обеих пар валков, при этом раствор второй пары устанавливается на величину необходимого обжатия и будет меньше раствора первой пары.
Заготовка, Подаваемая рольгангом во вторую пару валков, прокатывается в обратном направлении, проходя свободно с зазором между валками первой пары. Затем процесс повторяется.
Привод валков осуществляется от одного нереверсивного двигателя 3 через коренную муфту 4, четырехвалковую щестеренную клеть 5 с постоянным зацеплением шестеренных валков и шпиндельное устройство 6, состоящее из четырех универсальных шпинделей.
Постоянное различие в растворах обеих пар валков обеспечивается клиновыми механизмами, устанавливаемыми между нажимными винтами и полушками -верхгшх валков и под подушками нижних валков.
Предмет изобретения
Способ реверсивной прокатки слитков в одной плоскости, отличающийся тем, что, с целью упрощения электрооборудования главного привода стана и повы яения коэффициента полезного действия рабочей линии стана, прокатка осуществляется в двух парах нереверсивных валков, объединенных в одну рабочую клеть, имеющих общую горизонтальную плоскость прокатки и вращающихся навстречу друг другу так, что раствор первой пары валков, в которой в данный момент производится прокатка, меньше, чем раствор второй нары, в которой прокатываемая заготовка проходит свободно с зазором, после чего автоматически производится переустановка обеих пар валков на величину необходимого обжатия и заготовка прокатывается во второй паре валков в обратном направлении.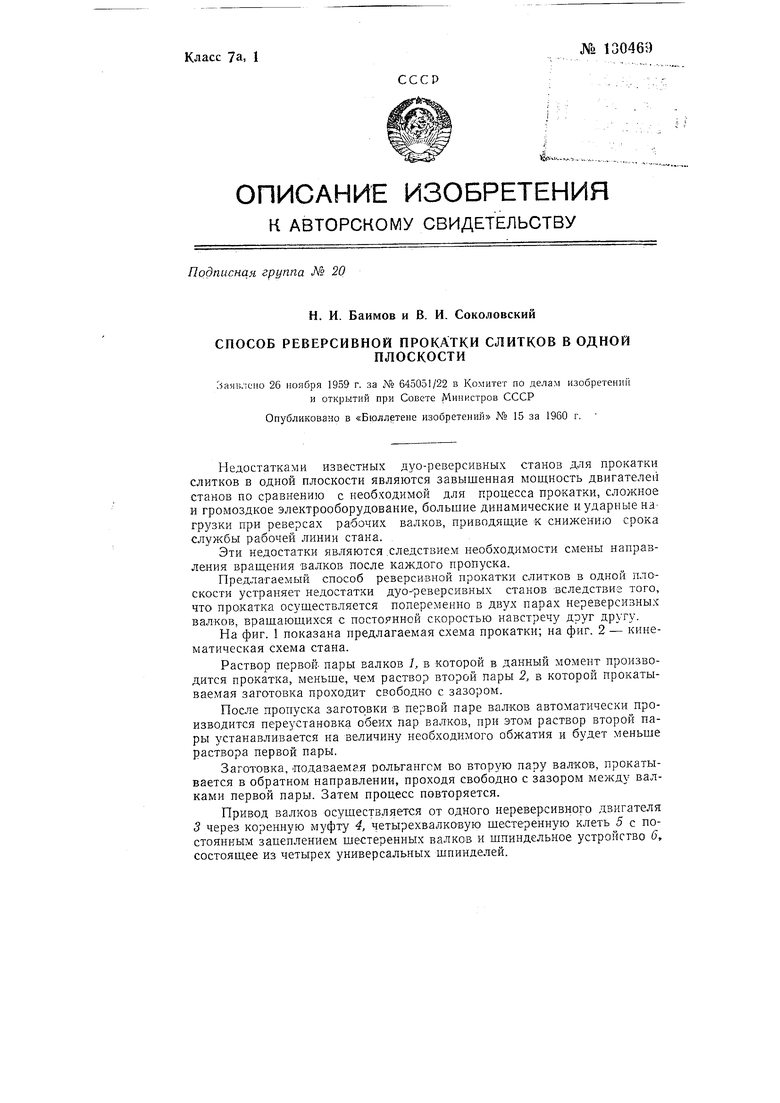
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ТОЛСТОЛИСТОВОЙ СТАЛИ | 2010 |
|
RU2441721C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| Стан для непрерывно-реверсивной прокатки | 1975 |
|
SU541511A2 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2014 |
|
RU2574632C1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| Способ холодной прокатки полос в рулонах и прокатный стан для его осуществления | 1977 |
|
SU788513A1 |
| Прокатный стан | 1976 |
|
SU619225A1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНОЙ ЗАГОТОВКИ В ДУО-РЕВЕРСИВНОЙ КЛЕТИ ЗАГОТОВОЧНОГО СТАНА | 2006 |
|
RU2314883C1 |
| Стан холодной прокатки труб | 1960 |
|
SU146271A1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
Фиг 2
