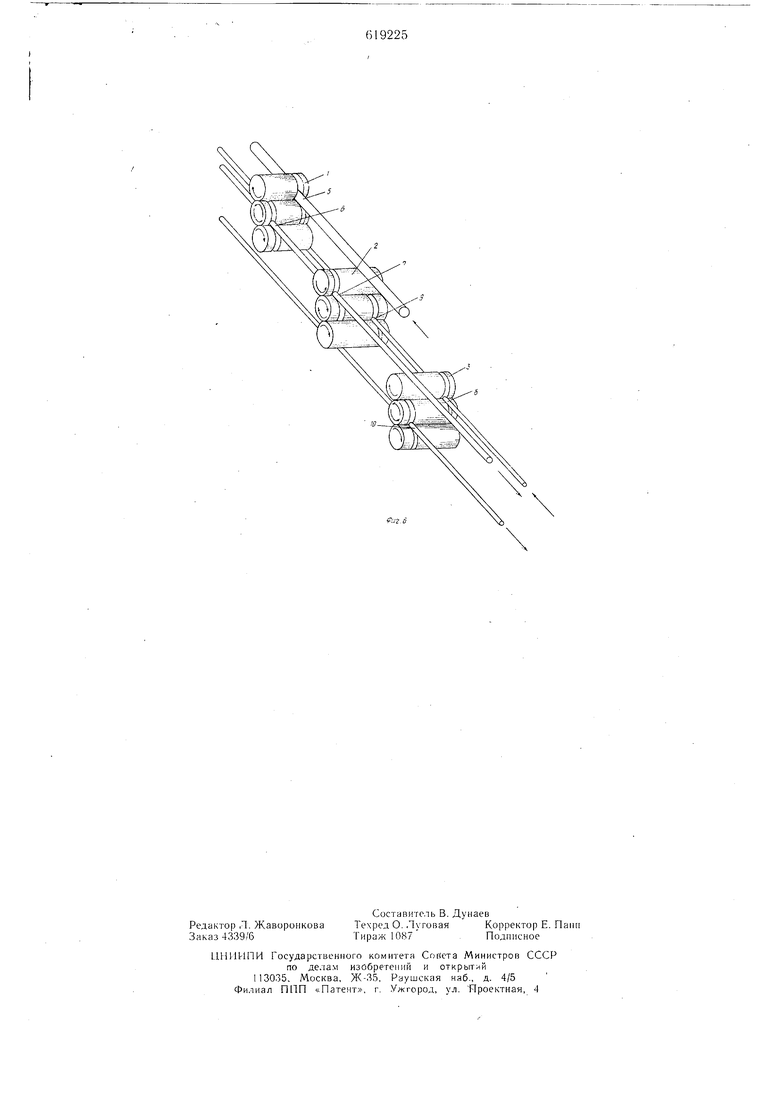
Изобретение относится к области прокатостроения, в частности к реверсивной прокатке в нереверсивных клетях. Известен стан для непрерывно-реверсивной прокатки, в котором нечетные и четные клети объединены в две группы, попеременно устанавливаемые на уровень прокатки. Механизмы подъема - опускания выполнены общими для каждой пары соседних клетей в виде параллслограммных коромысел 1 Недостатками этого стана являются его низкая производительность вследствие обеспечения прокатки одновременно одного раската только в половине установленных клетей, расположение постоянно действующих механизмов под клетями В зоне большого загрязнения окалиной и охлаждающей водой, а также больщие динамические нагрузки, действующие на механизмы подъема клетей и шпиндельные соединения, вызванные непрерывным изменением положений рабочих клетей в процессе прокатки. Известен также многоклетьевой прокатный стан, выполненный из ряда последовательно расположенных клетей «трио ,установленных на одном уровне. В каждом горизонте полоса прокатывается в нескоЛъких клетях одновременно, что обеспечивается согласованным режимом ирокатки, т. е. соблюдением константы непрерывной прокатки 2J. Недостатками стана, выполненного по этой схеме, являются необходимость перестройки скоростей всех клетей «трио с их нарастанием при каждом переводе каждой полосы для прокатки из одного горизонта в другой, невозможность из-за этого одновременной прокатки нескольких полос в обоих горизонтах и, как следствие, низкая производительность стана, а также сложность перестройки электроприводов. Цель изобретения - повышение производительности стана путем одновременной прокатки на разных уровнях и упрощение при этом настройки скоростных режимов клетей независимо от общего числа проходов. В предлагаемом прокатном стане клети установлены каскадом, т. е. со смещением но вертикали каждой последующей клети относительно предыдущей в одном направлении. На фиг. 1 изображен прокатный стан, продольный разрез; на фиг. 2 - то же, вид с торца; на фиг. 3 - то же, вид сверху, на фиг. 4 - схема прокатного стана для спучая, не требующего подстуживания металла в процессе прокатки вариант;
на фиг. 5 - схема прокатного стана для лучая, когда необходима выдержка метала перед концом прокатки, один из варианов; на фиг. 6 - пространственная схема прокатного стана, разъясняющая принцип 5 го работы.
Прокатный стан состоит из ряда последовательно установленных стационарных клеей «трио илн «переменное дуо , 2, 3,. каждая из которых имеет рабочие валки 4. На валках нарезано как минимум по паре калибров 5, б, 7, 8, 9, 10. Станина И конструктивно выполнена таким образом, что обеспечен выпуск проката из всех уровней прокатки группы клетей стана.
Все клети установлены каскадом так, что и в каждой паре соседних клетей нижний уровень одной клети совмещен с верхним уровнем другой клети. Оси пар калибров, находящихся на одном уровне, совпадают. Каждая клеть имеет свой нереверсивный привод 12.
Для обеспечения подачи проката к соответствующим уровням прокатки установлены транспортные рольганги 13,, 14, 15, 16, 17, которые могут быть выполнены либо стационарными, либо, подъемными и сиаб- 25 жеиы кантующими досками. Перед каждым выходным калибром с обеих сторон клетей могут быть установлены кантователи.
В случае необходимости клети стана могут быть выполнены чередующимися: горизонтальными и вертикальными; в линию ста- 30 на могут быть установлены и универсальные клети.
Скорости прокатки по клетям от первой до последней устанавливаются с одним ограничением; скорость каждой предыдущей клети должна отличаться от скорости последующей на величину вытяжки. В связи с тем, что ПОСЛ& каждой пары проходов меняется направление прокатки, скорость первой клети группы будет отличаться от скорости последней клети только на величину, соот- 4в ветствующую вытяжке двух смежных калибров, т, е. независимо от количества клетей . стаиа скорости черновой и чистовой клетей MoryY устанавливаться примерно равными.
Стан работает следующим образом. Двигатели всех четных клетей стана вращаются постоянно в одном направлении, нечетных- в противоположном. Заготовка подается рольгангом 13 в верхний калибр клети 1, после прокатки в котором она смещается в горизонтальной плоскости с оси прокатки jo калибра 5 клети I на ось калибра бив
вертикальной плоскости на нижний уровень клети 1 и соответствующий ему верхний уровень прокатки клети 2, рольгангом 14 подается в верхний калибр 7 клети 2, расположенный на одной оси прокатки с нижним калибром 6 клети 1, и осуществляется непрерывная прокатка в двух смежных калибрах 6 и 7 клетей i и 2; далее раскат аналогичным обра:зом направляется в верхний калибр 8 клети 3 и нижний калибр 9 клети 2, а затем передается в нижний калибр 10 клети 3.
После каждой пары проходов производится реверсирование раската рольгангом и его смещение в последующий уровень прокатки при помощи рольгангов 15, 16 и 17.
Описанный прокатный стан по производи тельности не уступает непрерывному стану благодаря осуществлению одновременной прокатки во всех уровнях стана, благодаря обеспечению непрерывной прокатки только в двухклетьевых непрерывных группах, легко поддающихся настройке. В результатеприменения предлагаемого стана резко сокращается стоимость электрооборудования, упрощается настройка стана и сокращаются простои стана при смене программы прокатки.
Формула изобретения
Прокатный стан длА непрерывно-реверсивной прокатки преимущественно сортовых заготовок, содержащий ряд последовательно установленных клетей «трио с иереверсивным приводом, со взаимным смещением соседних клетей по вертикали и рольганги на каждом уровне прокатки, отличающийся тем, что, с целью повыщения производительности стана путем одновременной прокатки на разных уровнях и упрощения при этом .настройки скоростных режимов клетей независимо от общего числа проходов, клети стана установлены каскадом, т. е. со смещением по вертикали каждой последующей клети относительно предыдущей в одном направлении.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 428785, кл. В 21 В .1/04, 1974. .
2.Авторское свидетельство СССР № 444574, кл. В 21 В 1/18, 1974.
ш 3 -в --S-S-ьО-D- -.-. ;ois (sssi..-. гпюэ o , TpTO г Q g и

| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| Стан для реверсивной прокатки | 1977 |
|
SU740313A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| Стан для непрерывно-реверсивной прокатки | 1975 |
|
SU541511A2 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| Способ прокатки заготовок | 1970 |
|
SU444574A1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2085309C1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197342C2 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |