vj
эо
00
ел 2, Прокатный стан для осуществления способа по п. 1, состоящий из механизмов задачи рулонов на стан, рабочей клети, намоточно-размоточных устройств, размещенных по обе стороны клети, устройства для задачи в клеть прокатываемой полосы, механизмов съема и надевания рулонов, размещенных соответственно в хвостовой и головной частях стана и связанных 7 3 между собой передаточным механизмом, выполненным из отдельных звеньев для шагового поступательного перемещения рулонов, отличающийся тем, что, с целью переориентации рулонов в процессе их передачи с хвостовой части стана в головную, часть звеньев передаточного механизма установлена на поворотных столах,суммарный угол поворота которых равен 180° .

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН | 2012 |
|
RU2571987C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| Прокатный стан | 1974 |
|
SU528963A1 |
| УСТАНОВКА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСОВОГО МАТЕРИАЛА | 1994 |
|
RU2143955C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Механизм перемещения клиньев барабана намоточно-размоточного устройства для металлической полосы | 1981 |
|
SU1015958A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Намоточно-размоточное устройство для металлической полосы | 1977 |
|
SU858231A1 |



1. Способ холодной прокатки полос в рулонах на одноклетьевом стане, преимущественно из , включающий реверсивную прокатку рулонов, их накапливание и последукяцую передачу с хвостовой части стана в головную, отличающийся тем, что, с целью повьпаения точности прокатываемой полосы без снижения производительности процесса прокатки за счет стабилизации режимов обжатий в рабочей клети, после окончания реверсивной прокатки последнего рулона партии рулоны партии последовательно прокатывают в той же рабочей клети в нереверсивном режиме, по меньшей мере в один проход, при постоянном растворе валков, при этом в процессе передачи рулонов с хвостовой .части стана в головную рулоны переориенти8 руют.
1
Изобретение относится к прокатному производству и может быть использовано при холодной прокатке металлических полос в рулонах.
Известен способ холодной прокатки полос в рулонах на одноклетевом стане, включакнций реверсивнур прокатку рулонов от исходной толщины до конечной, их накапливание и последующую передачу с хвостовой части стана в головную.
Известен стан для осуществления способа, содержащий механизмы задачи рулонов на стан, рабочую клеть, намоточно-размоточное устройство, размещенные по обе стороны клети, устройства для задачи прокатываемой полосы, механизмы съема и надевания рулонов размещены в хвостовой и головной частях стана и связаны между собой передаточным механизмом, выполненным из отдельных звеньев для шагового поступатед ного перемещения рулонов.
В предлагаемом способе с целью повьцпения качества прокатываемой полосы без снижения производительности процесса прокатки за счет стабилизации режимов обжатий в рабочей клети полоса прокатывается в реверсивном и нереверсивном режимах так, что после окончания реверсивной прокатки последнего рулона партии, рулоны партии последовательно прокатывают в той же рабочей клети в нереверсивном режиме по меньшей мере в один проход при постоянном растворе валков, при этом в процессе передачи рулонов с хвостовой части стана в головную рулоны переориентируют.
Стан для осуществления способа отличается тем, что часть звеньев передаточного механизма установлена на поворотных столах, суммарный угол поворота которых равен.180°.
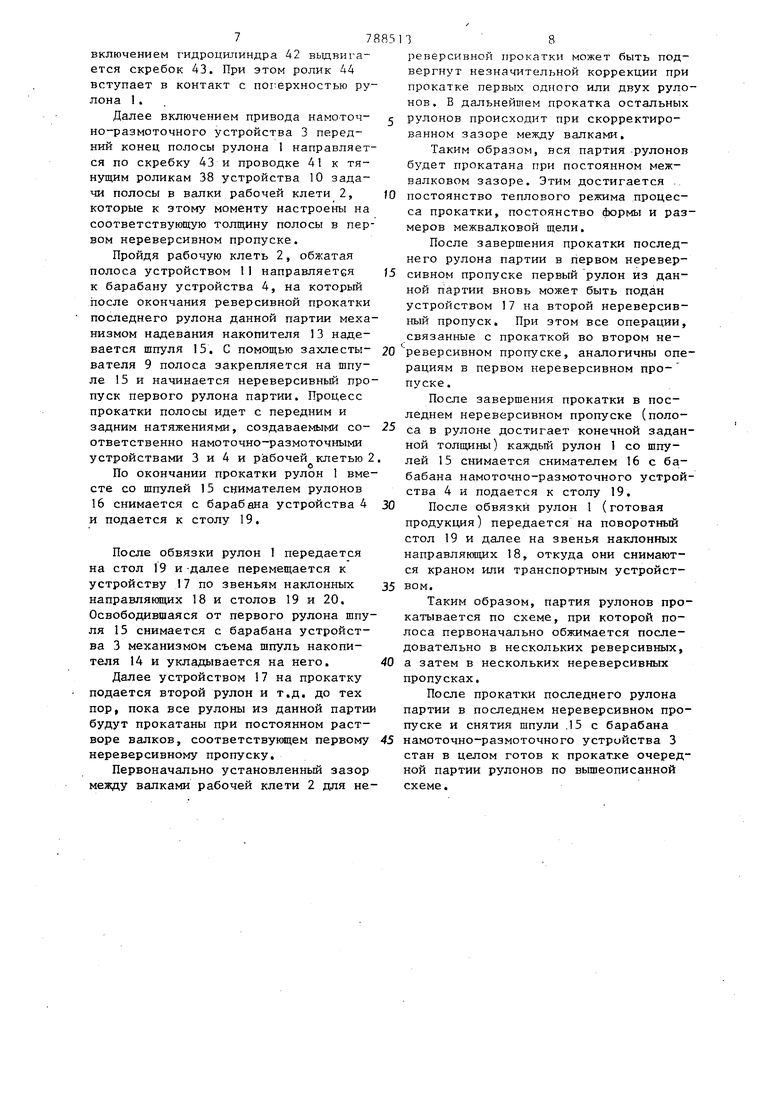
На фиг. 1 дана схема взаимного
расположения механизмов стана для осуществления предлагаемого способа прокатки; на фяг, 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-Б на
фиг. 1; на фиг. 5 - разрез Г-Г на фиг. ;; - на фиг. 6 - разрез Д-Д на 4в1г. 5.
Прокатный стан для осуществления способа прокатки рулонов 1 включает
реверсивную рабочую клеть 2, намоточно-размоточные устройства 3 и 4, барабан которых снабжен механизмами зажима толстых полос, накопитель рулонов перед станом 5, разматыватель 6,
отгибатель с правильной машиной 7. Для закрепления тонких полос на барабанах намоточно-размоточных устройств 3 и 4 в линии стана установлены захлестыватели 8 и 9.
Для механизированной задачи полосы в рабочую клеть 2 и в намоточноразмоточные устройства 3, 4, а также для отгибки переднего конца полосы (когда рулон 1 надевается вместе со
шпулей на барабан устройства З) и направления его на прокатку служат
устройства 10 и 11.
Для подачи технологической смазки
на полосу и валки служат устройства 12 (коллекторы с соплами для разбрызгивания смазки). Рядом со станом установлены накопители 13 и 14 шпуль 15, применяемые при прокатке тонких полос.
Накопитель 13 снабжен устройством для надевания шпуль на барабан намо37
точно-размоточного устройства 4, а накопитель 14 снабжен аналогичным устройством для съема шпуль с барабана намоточно-размоточного устройства 3. Для съема рулонов 1 с барабана намоточно-размоточиого устройства 4 служит сниматель рулонов 16, Для надевания рулонов 1, смотанных на шпулю 15, на барабан устройства 3 стан снабжен устройством 17 для надевания рулонов.
Передаточный механизм стана состоит из отдельных звеньев стационарных накЛонных направлянлцих 18 и звеньев наклонных направляющих, установленных на поворотных столах 19 и 20, служащих для накапливания на них рулонов , смотанных на шпули 15, и последовательной передачи их от снимателя рулонов 16 к устройству 17.
Стационарные звенья наклонных направляющих 18 состоят из балок 21, установленных на фундаменте. В расточках балок 21 смонтированы У-образные рычаги (клапаны) 22, связанные между собой шарнирно тягами 23 (если клапанов 22 в звене больше одного) и приводящиеся в движение от гидроцилиндра 24.
Звенья наклонных направляющих на поворотных столах 19 и 20 состоят из балок 25, смонтированных на поворотной от гидроцилиндра 26 платформе 27 В расточках балок 25 также установлены У-образные рычаги 28, приводящи еся в движение от гидроцилиндра 29. Суммарный угол поворота всех столов равен 180 .
Устройство для надевания рулонов 17 состоит из тележки 30, перемещающейся на катках 31 по направляющим 32 от гидроцилиндра 33. На тележке 30 с возможностью подъема (опускания от гидроцилиндра 34 смонтирована платформа 35 с роликами 36 и установ лены наклонные направляющие 37 для приема рулона 1, смотанного на шпуле 15, от поворотного стола 19.,
Устройство 10 для задачи полосы, включающее тянущие ролики 38 и прижимной ролик 39, снабжено механизмом отгибки переднего конца полосы и направления его на прокатку, состоящим из качакяцейся от гидроцилиндра 40 проводки 41, выдвигающаяся часть которых от гидроцилиндра 42 снабжена скребком 43 и роликом 44.
Предлагаемый способ прокатки осуществляют следующим образом.
134
Рулоны 1 исходной полосы с накопителя 5 перед станом поступают на разматыватель 6, где происходит отгибка и правка переднего конца полосы с помощью отгибателя с правильной машиной 7. Далее полоса подается в рабочую клеть 2, при этом используется устройство 10 для задачи полосы. Прокатываемая полоса, пройдя через клеть 2 с помощью устройства 11 для задачи полосы, задается в зев барабана намоточно-размоточного устройства 4, где она и закрепляется с помощью механизма зажима полосы.
После закрепления полосы на барабане намоточно-размоточного устройства 4 происходит прокатка всей полосы с передним и задним технологическими натяжениями соответственно между клетью 2 и разматывателем 6 и между клетью 2 и намоточно-размоточным устройством 4.
После окончания первого пропуска свободный конец прокатанной полосы с помощью устройства 11 для задачи полосы задается в клеть 2 (клеть реверсируется с предварительной перестройкой нажимных винтов) и далее с помощью аналогичного устройства 10 - в зев барабана намоточно-разноточного устройства 3, где конец полосы зак- : репляется с помощью механизма зажима полосы.
После закрепления полосы на барабане намоточно-размоточного устройства 3 происходит прокатка всей полосы также с передним и задним технологическими натяжениями, создавае1 1ми рабочей клетью 2 и намоточно-размоточными устройствами 3 и 4.
Бьшеописанный реверсивный процесс прокатки включает количество пропусков, обеспечивающее получение высококачественной полосы заданной конечной толщины при минимально необходимом числе нереверсивных пропусков.
Во время реверсивной прокатки, начиная с определенной толщины, закрепление полосы на барабанах .намоточноР аз МО точных устройств 3 и 4 пронэво.дится с помощью захлестывателей 8 и 9 Допустимая, с точки зрения захлестывания, толщина полосы определяется прох1ностной характеристикой захлестывающих ремней.
Последний пропуск реверсивного процесса прокатки осуществляется с намоткой полосы на шпулю 15. Для этого перед пропуском на барабан уст57ройства 4 с накопителя 13 шпуля 15 подается на ось барабана устройства 4, а затем надевается на него. После установки шпули 15 на барабан наметочно-размоточного устройства 4 поло са, прошедшая через валки рабочей клети 2 и устройства 11 для задачи полосы, закрепляется на ней с помощью захлестывателя 9. По окончании прокатки в последнем реверсивном пропуске рулон, смотанный на шпулю 15, снимателем 16 снимается с барабана намоточно-размоточ ного устройства 4, обвязывается и пе редается на поворотный стол 19. В дальнейшем все операции реверсивной прокатки повторяются при обра ботке каждого рулона данной партии, заканчиваясь съемом очередного рулона 1 снимателем 16 с барабана устрой ства 4 и передачей его на стол 19. При этом предшествунлций рулон с предварительным поворотом платформы 27 (рулона 1) на 90° передается на смеж ное звено наклонных направляющих 18. Поворот платформы 27 стола 19 осуществляется гидроцилиндром 26, а передача рулона 1 осуществляется включением гидроцилиндра 29, перемещающего рычаги 28. Перемещение рулонов 1, смонтиройанных иа шпулю 15, по звеньям наклонных направляющих 18 осуществляется последовательным включением гидро цилиндров 24, перемещающих У-образные рычаги 22, связанные между собой тягами 23 (если рычагов 22в звене больше одного). При зтом включение гидроцилиндров 24 звеньев наклонных, направляющих 18 и гидроцилиндров 26, 29 звеньев наклонных направляняцих пЬворотных столов 19, 20 в строго оп ределенной последовательности обеспе чивает шаговое перемещение рулонов 1 на шпулях 15 от снимателя 16 к устройству для надевания рулонов 17. Для правильного положения переднего конца полосы в рулоне, поступающего на последующую нереверсивную прокатку, столы 19 поворачивают рулон на 90 по часовой стрелке (показано на 4мг. 1 стрелками), а столы 20 - на 90 против часовой стрелки. Суммарны угол поворота столов равен: 3 х 90 - 90 180. Загрузка первого рулона 1 партии на устройство 17 осуществляется вклю чением гидроцилиндра 29, перемещающе 3 6 го У-образные рычаги 28 с предварительным поворотом наклонных балок 25 на платформе 27 от гидроцилиндра 26 на 90°. После окончания реверсивной прокатки последнего рулона первый рулон данной партии, который находится к этому моменту на устройстве 17, подается на первьш пропуск нереверсивной прокатки. Предварительно с него снимается обвязка. Для этой цели рулон 1 на шпуле 15 включением гидроцилиндра 34 снимается в наклонных направляющих 37 роликами 36 подъемной плат формы 35 и выставляется по оси намоточно-размоточного устройства 3. Затем включением гидроцилиндра 33 тележка 30, перемещающаяся на катках 31 по направляющим 32 совместно с рулоном 1, расположенным на роликах 36, перемещается к оси стана, производя надевание рулона 1 на барабан устройства 3. После совмещения .середины рулона 1 (по ширине) с осью стана включением гидроцилиндра 34 платформа 35 с роликами 36 отводится от рулона, а рулон 1 закрепляется на барабане намо;Точно-размоточного устройства. Параллельно с этим устройство I7 отводится от стана в свое исходное положение у поворотного стола 19, где на него загружается очередной рулон 1, смотанный на шпулю 15. Поворотная платформа 27 стола 19 устанавливается в исходное положение, соответствующее приему следующего рулона партии. Как указывалось вьш1е, строго в определенной последовательности включаются гидроцилиндры 24 и 39, осуществляющие поворот У-образных рычагов 22 и 28, и гидроцилиндры 26, осуществляющие поворот платформы 27, тем самым обеспечивая перемещение на шаг рулонов 1, расположенных на звеньях наклонных направляющих и столов 19 и 20. В дальнейшем, осуществляя поворот барабана намоточно-размйточного устройства 3 с закрепленной на нем шпулей 15 и рулоном 1, последний устанавливается в положение, удобное для отгибки его конца. Предварительно на рулон 1 накладывается прижимной ролик 39 устройства 10. Включением гидроцилиндра 40 проводка 41 поднимается в положение для отгибки переднего конца полосы, а
77
включением гидроцилиндра 42 выдвигается скребок 43. При этом ролик 44 вступает в контакт с noi-ерхностью рулона 1 .
Далее включением привода намоточно-размоточного устройства 3 передний конец полосы рулона 1 направляется по скребку 43 и проводке 41 к тянущим роликам 38 устройства 10 задачи полосы в валки рабочей клети 2, которые к этому моменту настроены на соответствующую толщину полосы в первом нереверсивном пропуске.
Пройдя рабочую клеть 2, обжатая полоса устройством 11 направляется к барабану устройства 4, на который после окончания реверсивной прокатки последнего рулона данной партии механизмом надевания накопителя 13 надевается шпуля 15. С помощью захлестывателя 9 полоса закрепляется на шпуле 15 и начинается нереверсивньй пропуск первого рулона партии. Процесс прокатки полосы идет с передним и задним натяжениями, создаваемыми соответственно намоточно-размоточными устройствами 3 и 4 и рабочей клетью 2
По окончании прокатки рулон 1 вместе со шпулей 15 снимателем рулонов 16 снимается с барабана устройства 4 и подается к столу 19.
После обвязки рулон 1 передается на стол 19 и-далее перемещается к устройству 17 по звеньям наклонных направлягацих 18 и столов 19 и 20. Освободивиаяся от первого рулона шпуля 15 снимается с барабана устройства 3 механизмом съема шпуль накопителя 14 и укладывается на него.
Далее устройством 17 на прокатку подается второй рулон и т.д. до тех пор, пока все рулоны из данной партии будут прокатаны при постоянном растворе валков, соответствующем первому нереверсивному пропуску.
Первоначально установленный зазор между валками рабочей клети 2 для не38
реверсивной прокатки может быть подвергнут незначительной коррекции при прокатке первых одного или двух рулонов, В дапьнейп1ем прокатка остальных рулонов происходит при скорректированном зазоре между валками.
Таким образом, вся партия .рулонов будет прокатана при постоянном межвалковом зазоре. Этим достигается постоянство теплового режима процесса прокатки, постоянство формы и размеров межвалковой щели.
После завершения прокатки последнего рулона партии в первом нереверсивном пропуске первый рулон из данной партии вновь может быть подан устройством 17 на второй нереверсивный пропуск. При этом все операции, связанные с прокаткой во втором не реверсивном пропуске, аналогичны операциям в первом нереверсивном пропуске.
После завершения прокатки в последнем нереверсивном пропуске (полоса в рулоне достигает конечной заданной толщины) каждый рулон 1 со шпулей 15 снимается снимателем 16 с бабабана намоточно-размоточного устройства 4 и подается к столу 19.
После обвязки рулон 1 (готовая продукция) передается на поворотный стол 19 и далее на звенья наклонных направляющих 18, откуда они снимаются краном или транспортным устройством.
Таким образом, партия рулонов прокатывается по схеме, при которой полоса первоначально обжимается последовательно в нескольких реверсивных, а затем в нескольких нереверсивных пропусках.
После прокатки последнего рулона партии в последнем нереверсивном пропуске и снятия шпули .15 с барабана намоточно-размоточного устройства 3 стан в целом готов к прокатлсе очередной партии рулонов по вьш1еописанной схеме.
23 V2
2
//////////////////////// Фиг.З
| Журнал Шкода ревью, ЧССР, 1971, № 3, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
