1
Изобретение относится .к судостроению и судоремонту и может быть использовано во всех областях народного хозяйства, связанных с гибкой листового, сортового и профильного про- ката.
Цель изобретения - расширение технологических возможностей путем выполнения операции подгибки кромок.
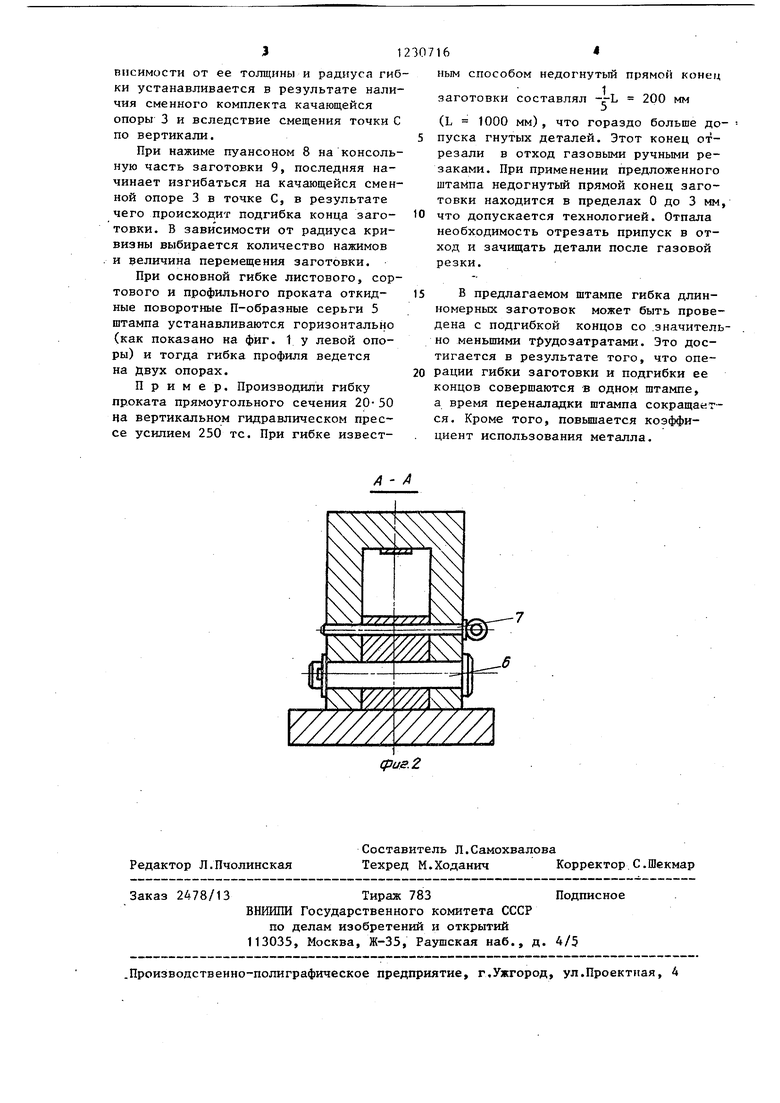
На фиг, 1 показан штамп, общий ВИД; на фиг. 2 - разрез А-А на фиг. 1
Штамп для гибки длинномерных заготовок состоит из основания 1, корпусов 2 опор, качающихся сменных опор 3 осей 4 качающихся опор, откидных по- воротных Е-образных серег 5, силовых осей 6 поворотных серег, фиксаторов 7 и гибочного пуансона 8. Изгибаемый профиль обозначен позицией 9 при несимметричной консольной схеме изгиба заготовки и позицией 10 при симметричной трехопорной схеме изгиба. Кроме того, на чертеже обозначены расстояние между опорами L, расстояние между опорами и откидными поворотны- ми П-образными серьгами 1 (между точками С и В, в которых изгибаемая заготовка опирается на качающуюся опору 3 и серьгу 5); X - гибочный припуск при трехопорной схеме изгиба, Xji - гибочный припуск при консольной схеме изгиба.
Основание 1 штампа закреплено на основании пресса неподвижно, например посредством болтового соединения Корпуса 2 опор смонтированы на основании 1 посредством болтового соединения на расстоянии L друг от друга, определяемом длиной заготовки. Качающиеся сменные опоры 3 на осях 4 при- креплены к корпусу 2 опор с возможностью их поворота относительно осей 4 по плоскости контакта друг с другом. Откидные поворотные П-образные серьги 5 смонтированы на силовых осях 6, вьтолненных в виде цилиндра с буртиком, закреплены щплинтом и проходят через прямоугольные выступы корпусов 2 опор, т.е. установлены с возможностью ограниченного поворота на 90 относительно силовых осей 6: в вертикальном положении поворот П-об- разных серег 5 ограничивают корпуса 2 опор, а в горизонтальном - ос- кование штампа 1. При основной гибка заготовки П-образные серьги 5 устанавливают горизонтально у левой опоры, а при подгибке концов заготовки
162
одна из серег 5 устанавливается вертикально у правой опоры и фиксируется в данном положении фиксатором 7, выполненным в виде цилиндрического штыря с кольцом для снятия на одном конце.
Технология гибки длинномерных заготовок предусматривает первоначальную подгибку концов заготовки, а затем уже основную гибку всей заготовки в целом.
При операции подгибки концов заготовки поворотная откидная П-образ- ная серьга 5 устанавливается в вертикальном положении у правой опоры. В данном положении серьга 5 фиксируется фиксатором 7. Подгибаемый конец изгибаемой заготовки 9 заводится в верхнюю часть П-образной откидной поворотной серьги 5 таким образом, что верхней плоскостью заготовка упирается в нижнюю часть П-образной серьги 5 в точке В, а нижней плоскостью опирается на качающуюся сменную опору 3 в точке С. Основная часть заготовки, таким образом, находится на консоле и к данной консольной части прикладывается изгибающее усилие от. пуансона 6. В точках В и С возникают реакции на качающейся опоре 3 и поворотной серьге 5. Заготовка начинает нагибаться на качающейся опоре 3, так как центр зоны пластической деформации Находится в точке С, а зона пластической деформации распространяется влево от точки С к центру штампа и вправо от точки С к концу
заготовки и равна -г{ + 1). В свяо i
зи с тем, что расстояние от точки С до точки В, т.е. плечо 1, меньше в
2-8 раз, чем -,j-, то степень изогнутости конца заготовки в штампе предлагаемой конструкции, также увеличивается в 2-8 раз и путем подбора пле (соотношения плеч) в зависимости от радиуса изгиба К, достигает номинал
Участок заготовки, расположенный правее В, т.е. неизогнутая часть, колеблется от О до 3 мм и на кривизну готовой детали не влияет, так как находится в пределах допуска на гнутые детали.
В штампе такой конструкции могут изгибаться и подгибаться концы заготовок различной толщины. Заготовка под заданным углом ( - 10-20) в зависимости от ее толщины и радиуса гибки устанавливается в результате наличия сменного комплекта качающейся опоры 3 и вследствие смещения точки С по вертикали.
При нажиме пуансоном 8 на консольную часть заготовки 9, последняя начинает изгибаться на качающейся сменной опоре 3 в точке С, в результате чего происход ит подгибка конца заготовки. В зависимости от радиуса кривизны выбирается количество нажимов и величина перемещения заготовки.
При основной гибке листового, сортового и профильного проката откидные поворотные П-образные серьги 5 штампа устанавливаются горизонтально (как показано на фиг. 1 у левой опоры) и тогда гибка профиля ведется на Двух опорах.
Пример. Производили гибку проката прямоугольного сечения 20- 50 на вертикальном гидравлическом прессе усилием 250 тс. При гибке извест
ным способом недогнутый прямой конец заготовки составлял --L 200 мм
(L 1000 мм), что гораздо больше допуска гнутых деталей. Этот конец отрезали в отход газовыми ручными резаками. При применении предложенного штампа недогнутый прямой конец заготовки находится в пределах О до 3 мм, что допускается технологией. Отпала необходимость отрезать припуск в отход и зачищать детали после газовой резки.
В предлагаемом штампе гибка длинномерных заготовок может быть проведена с подгибкой концов со .значительно меньшими трудозатратами. Это достигается в результате того, что операции гибки заготовки и подгибки ее концов совершаются в одном штампе, а время переналадки штампа сокращается. Кроме того, повьшается коэффициент использования металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки деталей из листовых заготовок | 1985 |
|
SU1291235A1 |
| Способ подгибки концов заготовок | 1990 |
|
SU1794530A1 |
| Способ подгибки кромок длинномерных заготовок | 1990 |
|
SU1801661A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ И ТРУБЧАТЫХ ДЕТАЛЕЙ С ВЫСТУПАМИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2397832C2 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ или ЛЕНТЫ | 1966 |
|
SU184236A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 1990 |
|
RU2019337C1 |
| СПОСОБ ГИБКИ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365450C1 |
| Штамп для гибки деталей | 1990 |
|
SU1750790A1 |
| Штамп автомат для двухпереходной гибки штучных заготовок | 1982 |
|
SU1038006A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПАНГОУТА | 2011 |
|
RU2492015C1 |

Редактор Л.Пчолинская
Заказ 2478/13Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
cpi/s.2
Составитель Л.Самохвалова
Техред М.Ходакич Корректор С.Шекмар
| УСТРОЙСТВО для ОБРАБОТКИ ТРУБ | 0 |
|
SU408692A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
