1
(21)4424264/25-27
(22) 16.05.88
(46)30.0690. Бюл. №24
(72) И.П.Богданов, В.И.Попов, О.С.Куклин и
В.И.Васильева
(53)621.981.1(088.8)
(56)Мошнин Е.Н. Гибка, обтяжка и правка на прессе. М,: Машгиз. 1959, с. 209, фиг. 138. (54) ШТАМП ДЛЯ ГИБКИ ПРОФИЛЬНЫХ ЗАГОТОВОК
(57)Изобретение относится к обработке металлов давлением и может быть использова- но в отраслях народного хозяйства, связанных с гибкой профильного проката. Цель изобретения - обеспечение качественной и производительной гибки проката с главной осью инерции сечения, наклоненной к плоскости гибки Гибка в штампе осуществляется комбинированным воздействием двух усилий вертикального от пуансона 1 и горизонтального от пуансона 10, чем обеспечивается возможность получения заданной кривизны изгибаемого профиля 14 на обрабатываемом участке без искажения его формы поперечного сечения и без выхода профиля 13 из заданной плоскости гиба Влияние пружинящих свойств изгибаемого металла компенсируется регулировкой высоты положения клина 8 относительно пуансона 1 4 ил

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки профилей типа тавровых балок | 1986 |
|
SU1368065A1 |
| Штамп для гибки длинномерных заготовок | 1984 |
|
SU1230716A1 |
| Штамп для гибки несимметричных профилей | 1987 |
|
SU1456264A2 |
| Штамп для гибки профилей | 1977 |
|
SU740342A1 |
| Универсальный гибочный штамп | 1982 |
|
SU1072951A1 |
| Способ холодной правки длинномерных заготовок из профильного проката | 1984 |
|
SU1304957A1 |
| Линия для подгибки кромок листов с двух сторон | 1989 |
|
SU1748902A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| Штамп для гибки симметричного профильного проката | 1987 |
|
SU1503930A1 |
| Способ правки длинномерных заготовок с плоскими поверхностями | 1990 |
|
SU1779430A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в отраслях народного хозяйства, связанных с гибкой профильного проката. Цель изобретения - обеспечение качественной и производительной гибки проката с главной осью инерции сечения, наклоненной к плоскости гибки. Гибка в штампе осуществляется комбинированным воздействием двух усилий: вертикального от пуансона 1 и горизонтального от пуансона 10, чем обеспечивается возможность получения заданной кривизны изгибаемого профиля 14 на обрабатываемом участке без искажения его формы поперечного сечения и без выхода профиля 13 из заданной плоскости гиба. Влияние пружинящих свойств изгибаемого металла компенсируется регулировкой высоты положения клина 8 относительно пуансона 1. 4 ил.
Изобретение относится к обработке металлов давлением и может быть использовано в других областях народного хозяйства, связанных с гибкой профильного проката.
Целью изобретения является обеспечение качественной и производительной гибки проката с главной осью сечения, наклоненной к плоскости гибки.
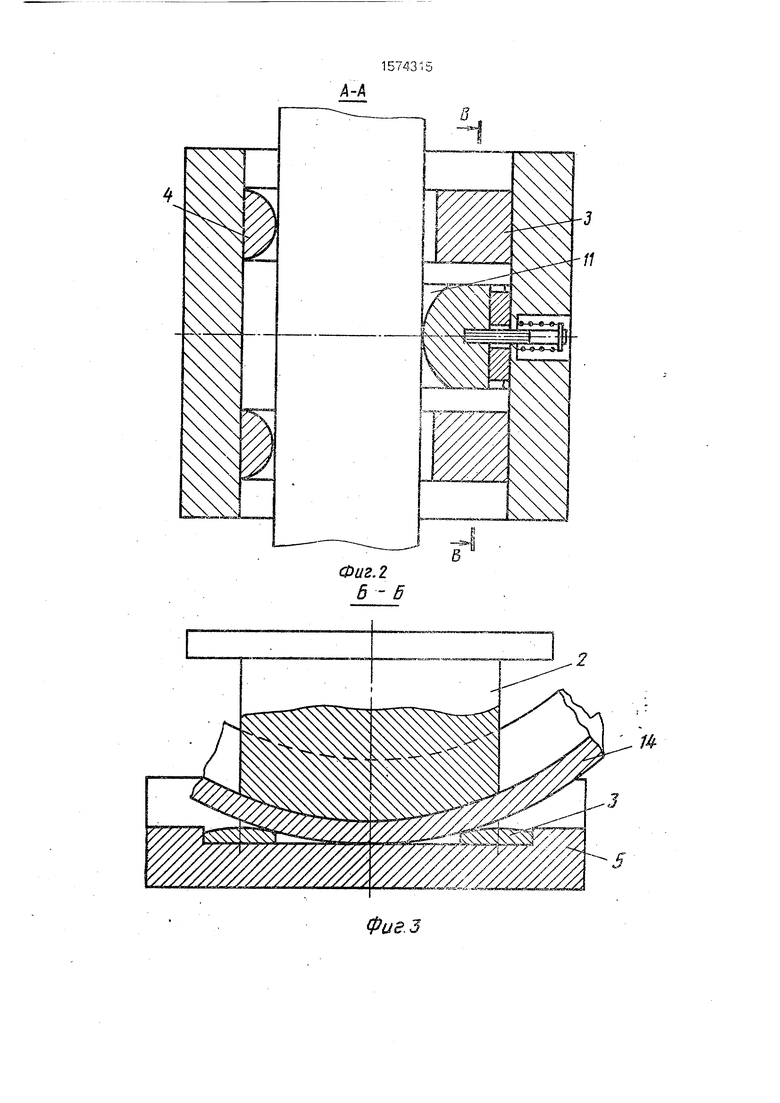
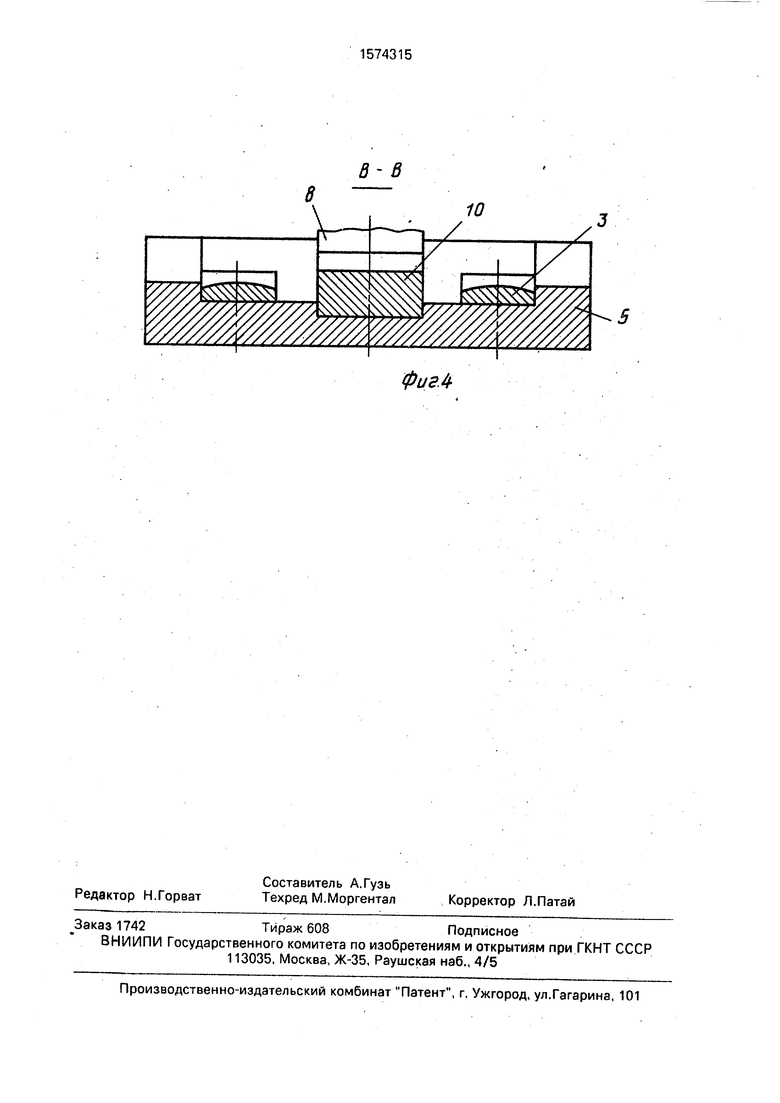
На фиг. 1 изображен штамп, поперечный разрез; на фиг 2 - сечение А-А на фиг, 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 2.
Штамп для гибки профильных заготовок содержит закрепленный на подвижной плите 1 гибочный пуансон 2, матрицу в виде двух опорных брусьев 3 с упорными вертикальными поверхностями 4, смонтированных в прямоугольной выемке основания 5. В правой части пуансона 2 посредством болта 6 и шайбы 7 смонтирован клин 8 с возможностью регулировки его положения по высоте и с фиксацией данного положения посредством жесткого сменного упора 9. Клин 8 пуансона 1 правой вертикальной стенкой 1 взаимодействует с вертикальной правой плоскостью основания 5, а левой наклонной плоскостью клин 8 взаимодействует с наклонной плоскостью правильного пуансона 10, размещенного на основании 5 между брусьями 3 в горизонтальном направляющем пазу 11. Посредством специального болта 12 и пружины 13, смонтированной в выемке основания 5, пуансон 10 имеет тенденцию к занятию крайнего правого положения Угол наклона клина а к равен углу наклона главной оси инерции поперечного сечения с. п изгибаемого профиля 14.
Штамп работает следующим образом.
В исходном для гибки положении пуансон 1 с клином 8, отрегулированным и зафиксированным посредством болта 6, шайбы 7 и упора 9 в заданном для данного профиля положении, поднят вместе с плунсл
2
W
жером пресса вверх. Пуансон 10 под воздействием пружины 13 через специальный болт 12 отведен в крайне правое положение до соприкосновения с внутренней вертикальной поверхностью выемки основания 5, Изгибаемый профиль 14 укладывается на брусья 2 так, чтобы его левая стенка соприкасалась с вертикальными поверхностями 4. После этого подается команда силовому плунжеру пресса, к которому на плите 1 прикреплен пуансон 2, двигаться вниз. Пуансон 2, дойдя при этом до поверхности изгибаемого профиля 14, начинает изгибать его на брусьях 2 относительно горизонтальной плоскости. В то же время клин 8, своей наклонной поверхностью взаимодействуя с наклонной плоскостью пуансона 10, начинает перемещать его влево в сторону профиля 14 до встречи с ним. При дальнейшем движении пуансона 1 вниз пуансон 10 начи- нает силовое воздействие на профиль 14, деформируя его относительно вертикальных поверхностей 4. Комбинированное силовое воздействие на изгибаемый профиль 14 двух усилий: вертикального от пуансона 1 и горизонтального от пуансона 10 позволяет получить заданную кривизну изгибаемого профиля 14 на данном участке без искажения его формы поперечного сечения и без выхода профиля 14 из заданной пло- скости гиба. Пропорциональное отношение вертикального и горизонтального усилий может быть рассчитано заранее. В процессе гибки более тонкая корректировка может быть достигнута за счет сменного упора 9.
Рабочий угол клина 8 и пуансона 10 определен разным углу наклона главной оси
инерции поперечного сечения профиля. Влияние пружинящих свойств изгибаемого металла компенсируется регулировкой высоты положения клина 8 относительно пуансона 1, После получения заданной кривизны изгибаемого профиля 14 на данном участке пуансон 1 клином 8 поднимается, профиль перемещают на заданный шаг, и процесс гибки повторяется до окончательного изгиба всей детали.
В предложенном штампе профильный прокат с главной осью инерции его поперечного сечения, наклоненной к плоскости гиба, может быть изогнут качественно, без дополнительных затрат на его гибку поочередно в разных плоскостях.
Формула изобретения Штамп для гибки профильных заготовок, содержащий закрепленный на подвижной плите гибочный пуансон и матрицу L виде двух опорных брусьев, размещенных на основании симметрично по обе сторону гибочного пуансона, отличающийся тем, что, с целью обеспечения качества изделий и повышения производительности при гибке проката с главной осью инерции сечения, наклонной к плоскости гибки, он снабжен клином, установленным на торце пуансона в плоскости симметрии, м правильным пуансоном, взаимодействующим с клином, каждый опорный брус выполнен с упорной вертикальной поверхностью, размещенной со стороны, противоположной правильному пуансону, а на основании выполнен горизонтальный направляющий паз для правильного пуансона.
ФигЛ
Ј
n Ol
в- в
фиг4
