Изобретение относится к обработке металлов давлением, а именно к управлению по программе технологическим процессом гибки длинных заготовок из профильного, сортового и трубного проката на прессах и роликовых машинах. Известен способ гибки длинных за готовок на станке с программньм управлением, включающий контроль кривизны формы изделия и расчет перемещения гибочного органа ij . Известен также профилегибочный пресс, в котором гибку производят по программе с контролем координат конечных точек детали и расчетом перемещения гибочного органа - гидравлического пуансона 2 . Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ ги ки длинных заготовок, согласно которому гибку осуществляют по программе, содержащей контроль кривизны формы изделия, и расчет переме1пения гибочного органа производят с учетом упругого пружинения, определяемого по эмпирическим или аналитическим зависимостям. Неточность гибки на длинном участке кoмпe cируют на следующем, вводя поправку на переме1чение гибочного органа з Однако известные способы характеризуются недостаточной точностью гибки и снижением производительнос оборудования из-за неоднократного деформирования одного и того же участка заготовки для получения не обходимой формы. Это обусловлено неадекватностью математической модели процесса гибки, реализованной в процессе подготовки управляквдих программ для работы гибочного устр ства. Управлякщая программа гибки реа лизует методику автоматизации упра ления гибочным процессом, основанную на том, что геометрические пар метры поперечного сечения заготовк принимаются неизменными. Форму поперечного сечения, напр мер, таврового профиля или симметр ного полособульба, применяемого дл изготовления гнутызс деталей, опред ют, в основном, высота и толщина стенки и пояска. Указанный прокат может иметь при изготовлении сущес венные отклонения по высоте и толщ не стенки, входящие в допуск на их изготовление, однако существенно влияющие на процесс гибки. Кроме того, в процессе гибки вы сота стенки профильной заготовки, наиболее существенно влияющая на т ность получения требуемой формы де тали, также может изменяться на су щественную величину. Таким образом, несоответствие высоты профиля стандартным требованиям и изменение ее в процессе гибки влекут за собой значительные погрешности формы изделия в первом цикле гибки. Цель изобретения - повышение производительности процесса за счет получения требуемой кривизны формы за один цикл гибки. Поставленная цель достигается тем, что согласно способу управления гиб кой длинных заготовок, при котором контролируют кривизну формы де(юрмированной заготовки и производят расчет коррекции величины перемещения гибочного органа устройства с учетом упругих деформаций, дополнительно на входе и выходе гибочного устройства измеряют размеры поперечного сечения заготовки и производят коррекцию перемещения гибочного органа с учетом отклонения этих размеров от номинального значения. Для получения требуемой кривизны изделия при определении перемещения гибочного органа необходимо учитывать величину упругого пружинения материала заготовки, определяемую по известным методикам. Су.щественными параметрами при ее расчете являются геометрические характеристики поперечного сечения заготовки. .Отклонение размеров заготовки от номинальных и их изменение в процессе гибки вызывает изменение геометрических характеристик что,в свою очередь,определяет погрешность расчета величины упругого пружинения и в итоге величины перемещения гибочного органа устройства. Таким образом, ввецение дополнительной обратной связи по величине поперечного сечения заготовки повышает точность выходных геометрических параметров изделия и увеличивает вероятность получения требуемой кривизны формы за один цикл гибки. На чертеже показана функциональная схема системы управления процессом гибки. Гибку осуществляют по программе, вводимой устройством 1 ввода в микропроцессор 2, который управляет гибочным устройством 3 с учетом заданной программы и информации, поступающей из устройства 4 контроля, содержаидей данные о кривизне формы изделия. Размеры поперечного сечения заготовки и изделия измеряют датчиком 5 на входе и датчиком 6 на выходе гибочного устройства. Данные о размерах передаются устройством контроля в микропроцессор, который учитывает их отклонение от расчетных при управлении перемещением гибочного органа.
В сравнении с баэовьм объектом изобретение об.еспечивает повычение производительности за счет более полного учета физических факторов, влиянядих на технологический процесс, что повыяает вероятность получения требуемой кривизны формы изделия за один цикл гибки.
Кроме того, сокращение циклов гибки одного и того же участка заготовки для достижения необходимой формы, особенно при прерывистой гибке с шаговой подачей ее в гибочное устройство,позволит также повысить качество изделий и их надежность за счет уменьшения зон деформирования и упрочнения материала заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ | 2002 |
|
RU2229355C1 |
| Система адаптивного управления процессом гибки с растяжением профилей для гибочно-растяжного пресса | 2023 |
|
RU2808294C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ | 1995 |
|
RU2070455C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЧНЫХ УСЛОВИЙ И КРИТЕРИЕВ ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2006 |
|
RU2336135C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 1990 |
|
RU2019337C1 |
| ГИБОЧНО-ПРАВИЛЬНЫЙ РОЛИКОВЫЙ ПРЕСС | 2004 |
|
RU2261768C1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| ЛИСТОГИБОЧНЫЙ СТАНОК И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С УВЕЛИЧИВАЮЩИМСЯ РАДИУСОМ КРИВИЗНЫ | 2014 |
|
RU2569864C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОНУСОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2011455C1 |
| Правильный пресс | 1978 |
|
SU770602A1 |
СПОСОБ УПРАВЛЕНИЯ ГИБКОЙ ДЛИННЫХ ЗАГОТОВОК, при котором контролируют кривизну формы деформированной заготовки и производят расчет коррекции величины перемещения гибочного органа устройства с учетом упругих деформаций, отличающийся тем, что, с целью повышения производительности процесса за счет получения требуемой кривизны формы за один цикл гибки, на входе и.выходе гибочного устройства дополнительно измеряют размеры поперечного сечения заготовки и производят коррекцию перемещения гибочного органа с учетом отклонения д € этих размеров от номинального значения . (Л 05 CD СП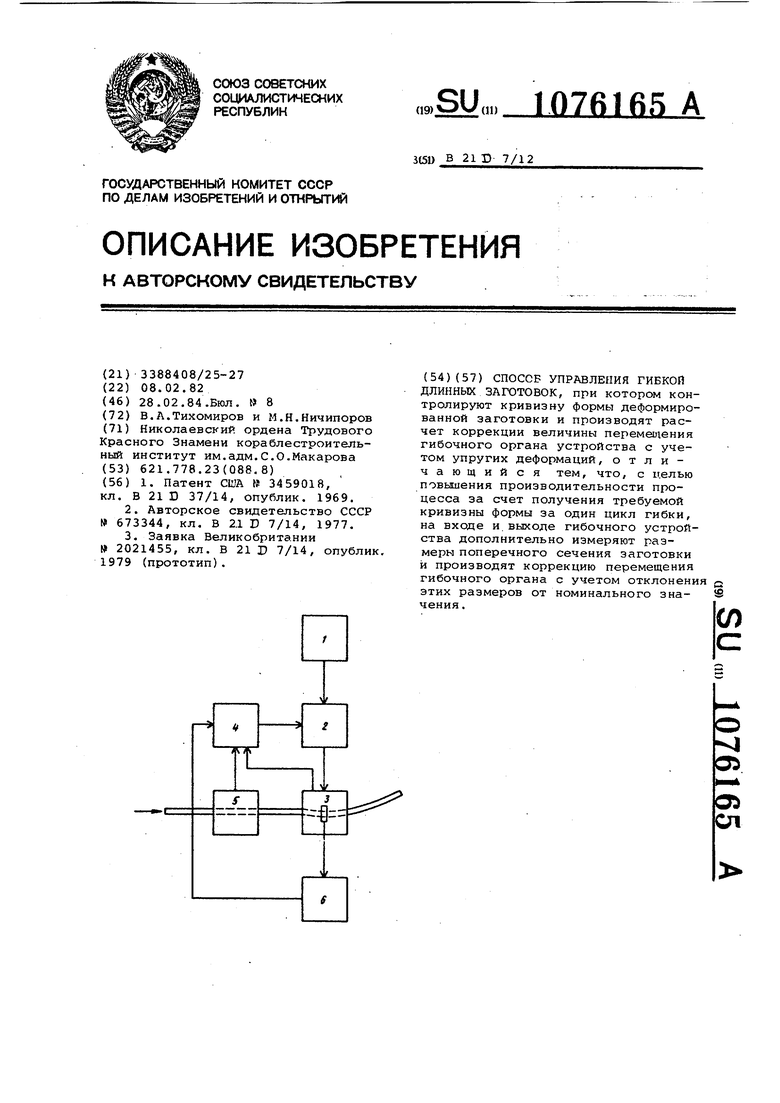
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3459018, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
