изобретение относится к обработке металлов давлением, в частности к оборудованию для получения повторяю- щихся гофр жалюзийного типа из полосового материала.
Цель изобретения - расширение технологических возможностей устройства.
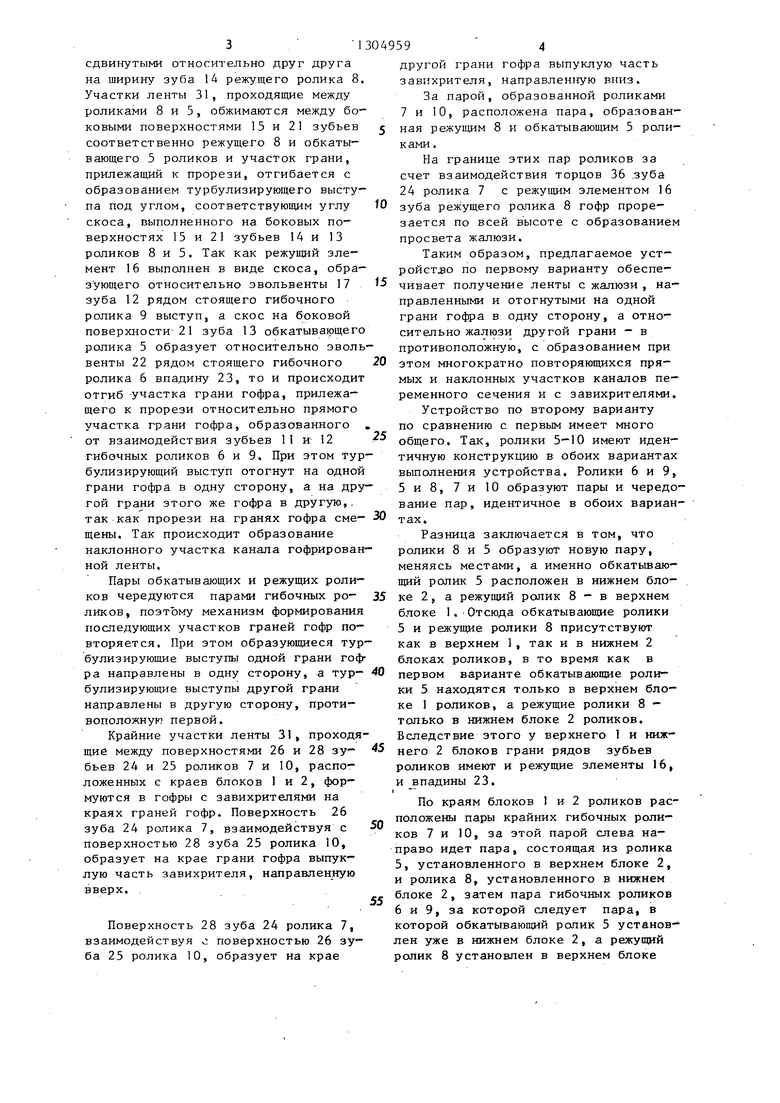
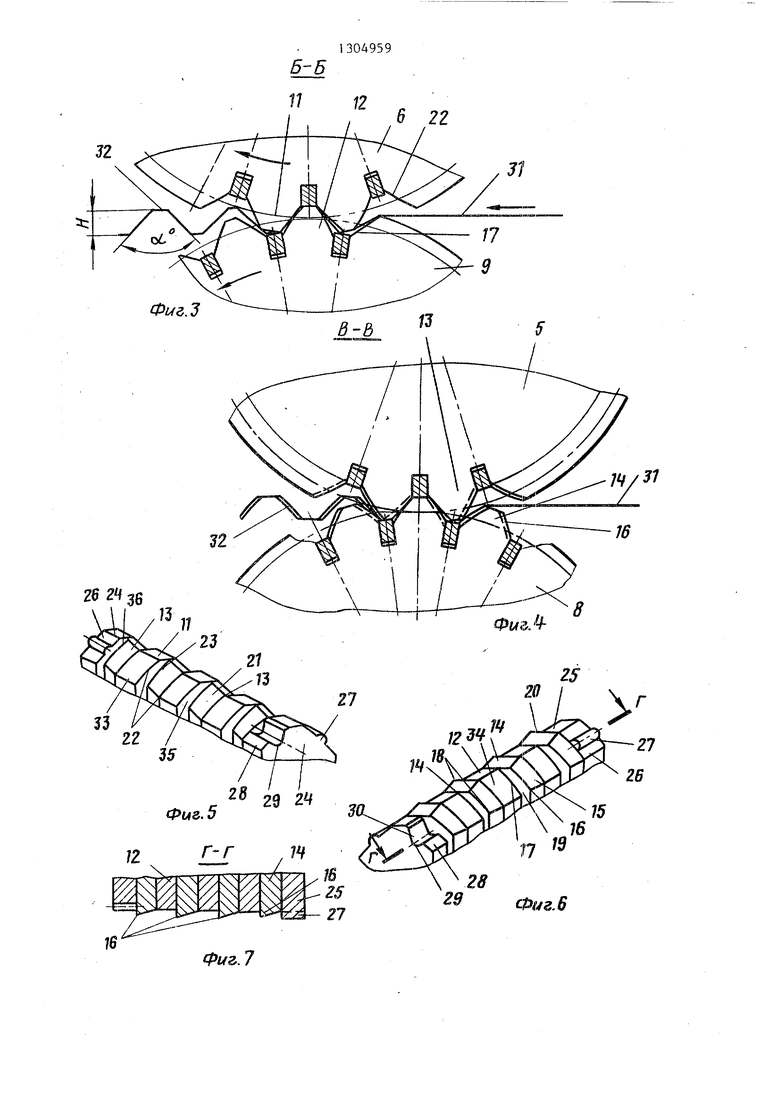
На фиг. показаны вращающиеся бло ки в сборе по первому варианту, об щий вид; на фиг,2 - сечение А-А на фнг,1; на фиг.З - сечение . на фиг.; на фиг.4 - сечение В-В на фиг,1 ; на фиг.5 - зубья роликов верх-
ГО
блока 2 грани рядов зубьев имеют выступы режущих элементов 16,
На каждой боковой поверхности 21 зуба 13 обкатывающего ролика 5 име- ется скос, образующий относительно эвольвенты 22 гиб.очного ролика 6 впадину 23, соответствующую выступу режущего ролика 8„ Поэтому у верхнего блока 1 грани рядов зубьев имеют впадины 23,
Крайние гибочные ролики 7 и 10 находятся между собой в задеплении соответствующими зубьями 24 и 25,
На боковой поверхности 26 зубьев
него блока по первому вариан -у, аксо- 24 и 25 на линии делительной окруж- ЗУ-
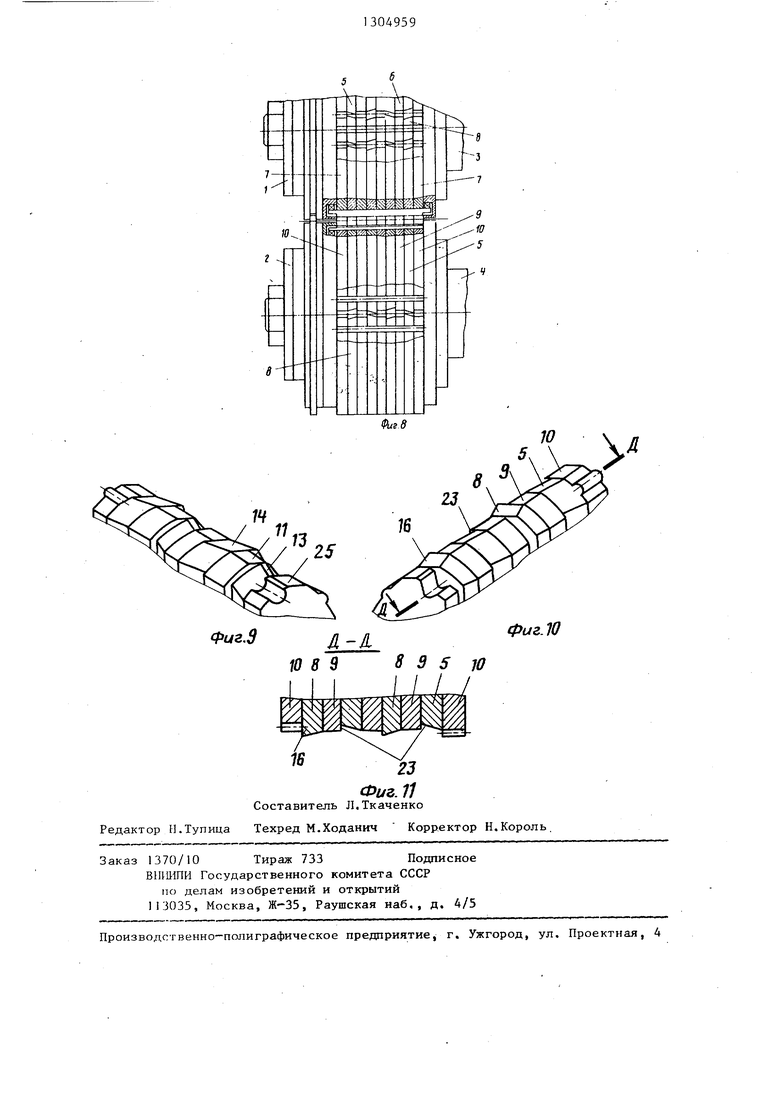
нометрия; на фи г,6 - зубья роликов нижнего блока, аксонометрия; на фиг,7 сечение Г-Г на фиг,6; на фиг,8 - вращающиеся блоки в сборе по второму варианту, общий вид; на фиг,9 бья роликов верхнего блока по второму варианту, аксонометрия; на фиг.10- зубья роликов нижнего блока, аксонометрия; на фиг.Ы - разрез Д-Д на фиг,10,
и .,....
Устройство для гофрирования лент Тёплоотбменников по первому варианту содержит находящиеся в зацеплении верхний 1 и нижний 2 блоки зубчатых роликов, закрепленные на соответствующих валах 3 и 4,
Верхний .блок 1 состоит из обкатывающих 5, гибочных 6 и крайних гибочных 7 зубчатых роликов.
Нижний блок 2 состоит из режущих 8, гибочных 9 и крайних гибочных 10 зубчатых роликов. Гибочные зубчатые ролики 6 и 9 идентичные и находятся между собой в задеплении соответствующими зубьями Пи 12, образуя пары, Обкатываю1цие ролики 5 блока 1 находятся в зацеплении с режущими роликами 8 блока 2, образуя соответствующие пары. При этом каждая пара гибочных роликов 6 и 9 чередуется с парой образованной режуищми 8 и обкатываю- 5 роликами. Обкатывающие ролики
5имеют зубья 13, а режущие ролики
6имеют зубья 14.
На каждой боковой поверхности 15 зуба 14 ролика 8 имеется режущий элемент 16, выполненный в виде скоса, образующего относительно эвольвенты 17 гибочного ролика 9 выступ. Режу- uffie элементы 16 располодсены по всей высоте зуба 14 и их верщины 18 лежат на противоположных торцах 9и 20 зуба 14 ролика 8, Поэтому у нижнего
блока 2 грани рядов зубьев имеют выступы режущих элементов 16,
На каждой боковой поверхности 21 зуба 13 обкатывающего ролика 5 име- ется скос, образующий относительно эвольвенты 22 гиб.очного ролика 6 впадину 23, соответствующую выступу режущего ролика 8„ Поэтому у верхнего блока 1 грани рядов зубьев имеют впадины 23,
Крайние гибочные ролики 7 и 10 находятся между собой в задеплении соответствующими зубьями 24 и 25,
На боковой поверхности 26 зубьев
24 и 25 на линии делительной окруж0
5
0
ности имеется выступ 27 с цилиндрической поверхностью, выполненный по всей ширине зуба, на другой боковой поверхности 28 зубьев 24 и 25 на линии делительной окружности имеется впадина 29 по всей ширине зуба, переходящая в наклонн:/ю плоскость 30 в направлении к вершине зуба. Переход в наклонную плоскость 30 в направлении к вершине зуба предназначен для выхода выступа 27 из впадины 29 при взаимодействии зубьев 24 и 25 соот- ветствуюших роликов 7 и 10.
Устройство по первому варианту работает следующим образом.
Металлическая лента 31 подается между вршцаюощмися роликами блоков 1 и 2, .Лента 31 захватывается зубьями роликов блоков 1 и 2 и формуется, 5 образуя гофры 32 под заданным углом и заданной высоты Н, Металлическая лента 31 обжимается в зубчатых роликах блоков 1 и 2 по боковым поверхностям зубьев с образованием гофров, при этом ребра получаемых гофр имеют форму, соответствующую профилю зубьев роликов.
Так, участки ленты 31, проходящие между боковыми поверхностями 33 и 34 зубьев 11 и 12 гибочных роликов 6 и 9, приобретают форму гофр с прямыми участками граней гофр.
На границе между парой роликов 6 и 9 и парой, образованной режушлм 8 и обкатывающим 5 роликами, лента 31 за счет взаимодействия торца 35 зубьев 11 гибочного ролика 6 и режущего элемента 16 зуба 14 ролика 8, прорезается по всей высоте образованного гофра. Так как вершины 18 режущих элементов 16 лежат на торцах 19 и 20 зуба 14 ролика 8, то прорези на гранях одного гофра получаются
0
5
0
5
сдвинутыми относительно друг друга на ширину зуба 14 режущего ролика 8. Участки ленты 31, нроходящие между роликами 8 и 5, обжимаются между боковыми новерхностями 15 и 21 зубьев соответственно режущего 8 и обкатывающего 5 роликов и участок грани, прилежащий к прорези, отгибается с образованием турбулизирующего выступа под углом, соответствующим углу скоса, выполненного на боковых поверхностях 15 и 21 зубьев 14 и 13 роликов 8 и 5. Так как режущий элемент 16 выполнен в виде скоса, образующего относительно эвольвенты 17 зуба 12 рядом стоящего гибочного ролика 9 выступ, а скос на боковой поверхности 21 зуба 13 обкатывающего ролика 5 образует относительно эвольвенты 22 рядом стоящего гибочного ролика 6 впадину 23, то и происходит отгиб -участка грани гофра, прилежащего к прорези относительно прямого участка грани гофра, образованного от взаимодействия зубьев 11 и 12 гибочных роликов 6 и 9. При этом тур булизирующий выступ отогнут на одной грани гофра в одну сторону, а на другой грани этого же гофра в другую,, так как прорези на гранях гофра сме- щены. Так происходит образование наклонного участка канала гофрированной ленты.
Пары обкатывающих и режущих роликов чередуются парами гибочных ро- ликов, поэтому механизм формирования последующих участков граней гофр повторяется. При этом образующиеся тур- булизирующие выступы одной грани гофг ра направлены в одну сторону, а тур- булизирующие выступы другой грани направлены в другую сторону, противоположную первой.
Крайние участки ленты 31, проходящие между поверхностями 26 и 28 зу- бьев 24 и 25 роликов 7 и 10, расположенных с краев блоков 1 и 2, формуются в гофры с завихрителями на краях граней гофр. Поверхность 26 зуба 24 ролика 7, взаимодействуя с поверхностью 28 зуба 25 ролика 10, образует на крае грани гофра выпуклую часть завихрителя, направленную вверх.
Поверхность 28 зуба 24 ролика 7, взаимодействуя с поверхностью 26 зуба 25 ролика 10, образует на крае
10
f5
25
2030
049594
другой грани гофра выпуклую часть завихрителя, направленную вниз.
За парой, образованной роликами 7 и 10, расположена пара, образованная режущим 8 и обкатывающим 5 роликами .
На границе этих пар роликов за счет взаимодействия торцов 36 .зуба 24 ролика 7 с режущим элементом 16 зуба режущего ролика 8 гофр прорезается по всей высоте с образованием просвета жалюзи.
Таким образом, предлагаемое уст- ройстзо по первому варианту обеспечивает получение ленты с жалюзи , направленными и отогнутыми на одной грани гофра в одну сторону, а относительно жалюзи другой грани - в противоположную, с образованием при этом многократно повторяющихся прямых и наклонных участков каналов переменного сечения и с завихрителями.
Устройство по второму варианту по сравнению с первым имеет много общего. Так, ролики 5-10 имеют идентичную конструкцию в обоих вариантах выполнения устройства. Ролики 6 и 9, 5 и 8, 7 и 10 образуют пары и чередование пар, идентичное в обоих вариан20303540
45 О
5
т ах.
Разница ролики 8 и
заключается в том, что 5 образуют новую пару, меняясь местами, а именно обкатывающий ролик 5 расположен в нижнем блоке 2 , а режущий ролик 8 - в верхнем блоке 1. Отсюда обкатывающие ролики 5 и режущие ролики 8 присутствуют как в верхнем 1, так и в нижнем 2 блоках роликов, в то время как в первом варианте обкатывающие ролики 5 находятся только в верхнем блоке 1 роликов, а режущие ролики 8 - только в нижнем блоке 2 роликов. Вследствие этого у верхнего 1 и нижнего 2 блоков грани рядов зубьев роликов имеют и режущие элементы 16, и впадины 23,
По краям блоков 1 и 2 роликов расположены пары крайних гибочных роликов 7 и 10, за этой парой слева направо идет пара, состоящая из ролика 5, установленного в верхнем блоке 2, и ролика 8, установленного в нижнем блоке 2, затем пара гибочных роликов 6 и 9, за которой следует пара, в которой обкатывающий ролик 5 установ- лен уже в нижнем блоке 2, а режущий ролик В установлен в верхнем блоке
1, затем чередование повторяется с пары, состоящей из ролика 5 в верхнем блоке.1 и ролика 8 в нижнем бло- ке 2.
Уст ройство по второму варианту работает следующим образом.
Формирование участков ленты, проходящих между роликами, происходит аналогично первому варианту. Участок ленты 31 между парой, состоящей из ролика 5 в нижнем блоке и режущего ролика 8 в верхнем блоке I, формуется в жалюзи с отгибом в противоположную сторону относительно жалюзи участка ленты, сформированного между парой, состоящей из ролика 5
Фор
мула изобретения
fO
J5
20
25
в вер х- нем блоке и ролика 8 в нижнем блоке
Таким образом, устройство по второму варианту обеспечивает получение ленты с жалюзи, направленными на одной грани гофра в одну сторону, а относительно жалюзи другой грани гофра - в противоположную, при этом жалюзи каждой грани отогнуты в разные стороны и образуются многократно повторяющиеся прямые и наклонные каналы переменного сечения.
Предагаемые устройства, благодаря наличию обкатывающих роликов, форме ик эьтолне1шя, новой форме выполнения режущих и крайних гибочных роликов, а также чередованию пар гибоч- . ных роликов с парами режущих-обкаты- ваютях роликов обеспечивают получение тегшообменной ленты с жалюзи таких направленности и отгиба, которые приводят к образованию многократно повторяющихся прямых и наклонных участков каналов переменного сечения между гранями гофр. Кроме того, лен- ты имеют завихритепи, т,е, получаются хсенты с высокими теплообменными свойствами.
Предлагаемые устройства позволяют
30
35
1.Устройство для гофрирования лент теплообменников, содержащее верх ний блок, включающий гибочные зубчатые ролики, и нижний блок, составленный из гибочных и режупщх зубчатых роликов,, образующих пары с гибоч ными роликами верхнего блока, причем у режущих роликов на каждой поверхности размещен режущий элемент, выступающий за пределы звольвенты гибочных роликов, отличающее с я тем, что, с целью .расширения технологических возможностей, оно снабжено зубчатьши обкатывающими роликами, образующими пары с режущими роликами, причем на каждой боковой поверхности зуба обкатывающего ролика выполнен скос, образующий относительно эвольвенты гибочных роликов впадину, соответствующую форме ре- жзпцего элемента, каждая пара обкатывающих и режущих роликов чередуется
с парой гибочных роликов, при этом режущие элементы расположены по всей высоте зуба, а вершины режущих элементов расположены на противоположных торцах зуба,
2.Устройство по п,1, о т л и - чающе е ся тем, что обкатываю щие ролики установлены в верхнем бло ке.
3.Устройство по п. 1, .о т л и - чающееся тем, что обкатывающие ролики установлены в верхнем и нижнем блоках.
4.Устройство по ПП.1 и 2, о т - личающееся тем, что на боковьк поверхностях зубьев крайних пар гибочных роликов выполнены ve одной стороны выступ по всей ширине зуба с цилиндрической поверхностью.
получить значительный технико-эконо- а с другой - соответствующая высту- мический эффект непосредственно впу впадина, переходящая в наклонную
сфере производства автомобильных теп ,плоскость в направлении к вершине лообменников..
-
1304959
Фор
мула изобретения
5
0
5
О
0
5
1.Устройство для гофрирования лент теплообменников, содержащее верхний блок, включающий гибочные зубчатые ролики, и нижний блок, составленный из гибочных и режупщх зубчатых роликов,, образующих пары с гибочными роликами верхнего блока, причем у режущих роликов на каждой поверхности размещен режущий элемент, выступающий за пределы звольвенты гибочных роликов, отличающее- с я тем, что, с целью .расширения технологических возможностей, оно снабжено зубчатьши обкатывающими роликами, образующими пары с режущими роликами, причем на каждой боковой поверхности зуба обкатывающего ролика выполнен скос, образующий относительно эвольвенты гибочных роликов впадину, соответствующую форме ре- жзпцего элемента, каждая пара обкатывающих и режущих роликов чередуется
с парой гибочных роликов, при этом режущие элементы расположены по всей высоте зуба, а вершины режущих элементов расположены на противоположных торцах зуба,
2.Устройство по п,1, о т л и - чающе е ся тем, что обкатывающие ролики установлены в верхнем блоке.
3.Устройство по п. 1, .о т л и - чающееся тем, что обкатывающие ролики установлены в верхнем и нижнем блоках.
4.Устройство по ПП.1 и 2, о т - личающееся тем, что на боковьк поверхностях зубьев крайних пар гибочных роликов выполнены ve одной стороны выступ по всей ширине зуба с цилиндрической поверхностью.
Фие.1
26
29 JO
Щ Фиг. 2
72
Фиг. 7
6 22
31
13
28 Ф(4г.6
щ
23
Фиг,3
и-Л
фагЛО
Фиг. 11
Составитель Л.Ткаченко Редактор Н.Тупица Техред М.Ходанич Корректор Н.Король,
Заказ 1370/10Тираж 733Подписное
ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб, , д. А/5
Производственно-полиграфическое предприятие г, Ужгород, ул. Проектная, 4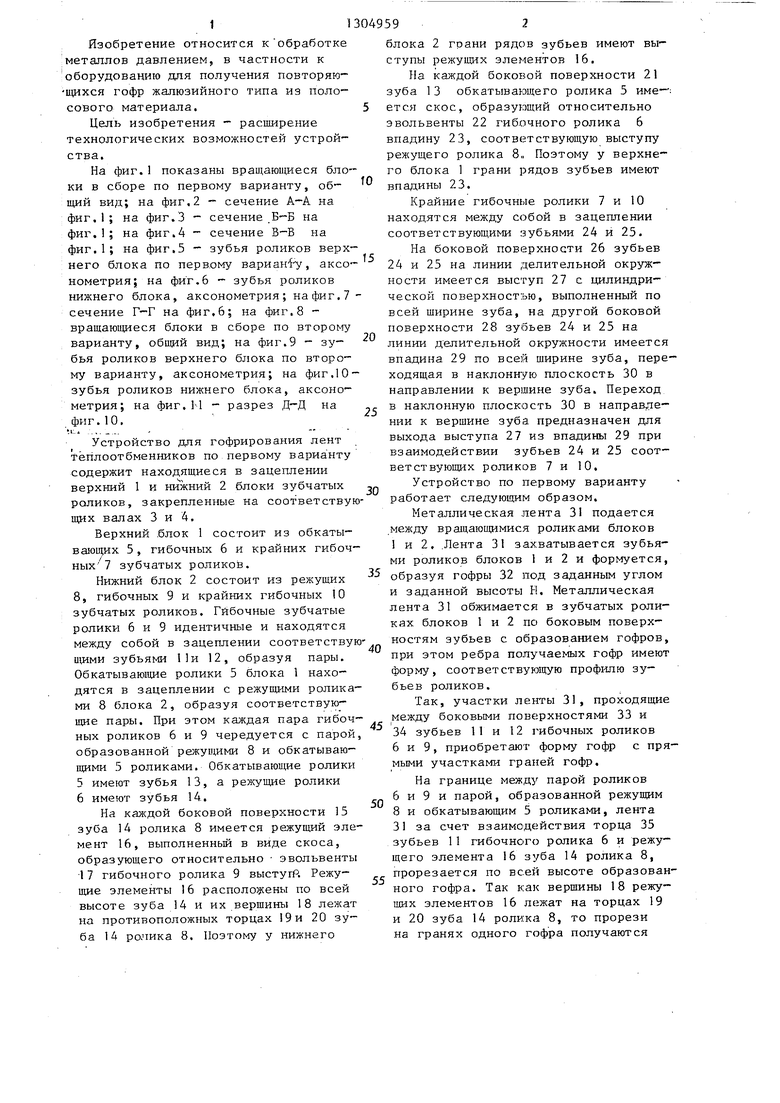
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированных лент для теплообменников | 1983 |
|
SU1106565A1 |
| Устройство для изготовления гофрированной ленты | 1977 |
|
SU789186A1 |
| Устройство для окончательного формообразования гофрированной ленты | 1982 |
|
SU1082519A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ | 1997 |
|
RU2117543C1 |
| Устройство для гофрирования ленты | 1991 |
|
SU1794536A1 |
| Устройство для изготовления гофрированных пластин теплообменников | 1981 |
|
SU959871A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля из пОлОСОВОгО МАТЕРиАлА | 1977 |
|
SU806204A1 |
| Анкерная система трубопровода | 1985 |
|
SU1285250A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| Устройство для гофрирования ленты | 1990 |
|
SU1808442A1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для получения гофрированных лент жалюзийного типа из полосы, и обеспечивает расширение технологических возможностей при производстве автомобильных теплообменников. Устройство содержит верхний и нижний блоки (Б), составленные из зубчатых гибочных и режущих роликов (Р), образующих пары, а также обкатывающих Р в парах с режущими Р, Обкатывающие Р могут устанавливаться только на верхнем Б или на обоих Б одновременно. Этим обеспечивается возможность получения гофров с различной формой каналов в виде чередующихся прямых и наклонных участков. Лента захватывается зубьями Р вращающихся Б и формуется, образуя гофры . под заданным углом, заданной высоты с каналами переменного сечения и наклона. 3 з.п. ф-лы, 11 ил. (Л со о 4: (О сл ;о
| Патент Великобритании № 1485369, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
