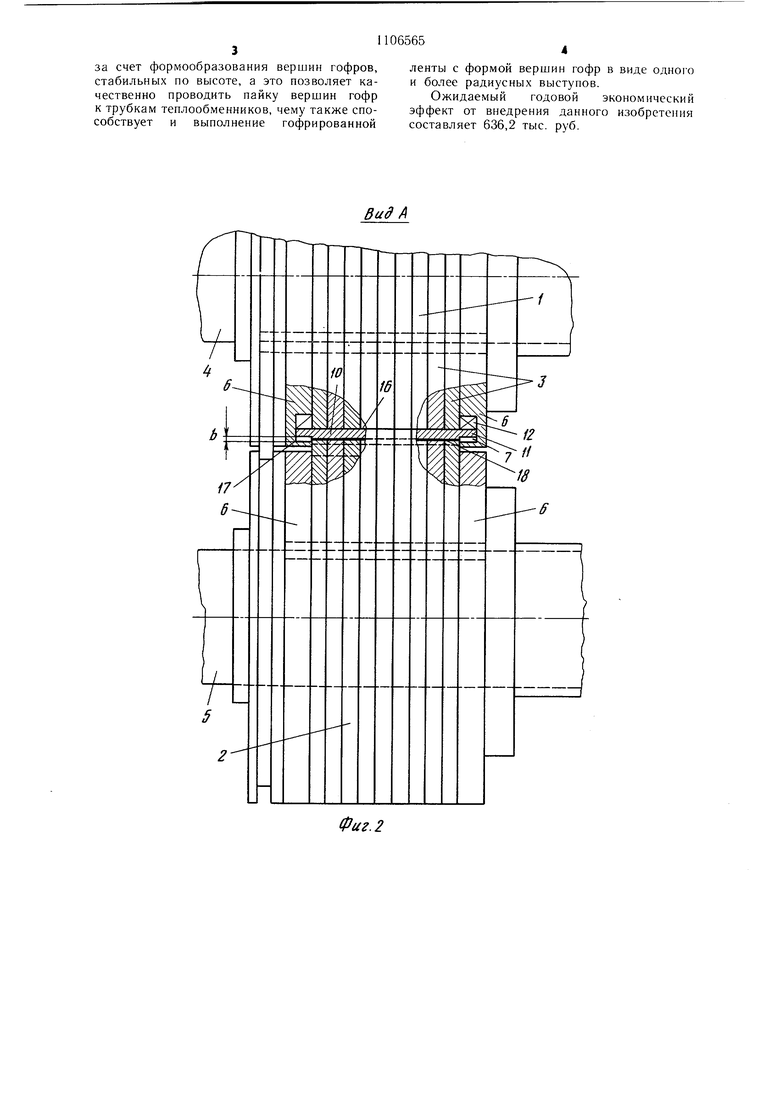
Устройство относится к обработке мегаллов давлением в частности к оборудованию для штамповки повторяющихся гофр жалюзийного типа из полосового металла с любыми пластическими свойствами. Известно устройство для изготовления гофрированной ленты, содержащее находящиеся в зацеплении верхний и нижний блоки зубчатых формующих и режущих роликов закрепленные на валах 1. Однако в этом устройстве невозможно сгофрировать и отщтамновать ленту с жалюзи из пластичных и тонких металлов. В силу малой упругости ленты из пластичных и тонких металлов они в процессе штамповки и гофрирования имеют склонность прилипать к инструменту. Гофра, выходя из впадины между зубьями формовочно-режущих роликов и углублений режущих и формовочных элементов зубьев, деформируется, искажая жалюзи и саму форму гофр. Кроме того, она может не выйти совсем из углублений элементов зубьев и тогда наматывается на ролик. Лента идет в брак. Оборудование останавливается для освобождения роликов от намотавшейся ленты. Известно устройство для гофрирования лент, содержащее находящиеся в зацеплении верхний и нижний блоки формующих зубчатых роликов, закрепленные на валах, и выталкиватели, в виде эластичных элементов, установленные в канавках между основаниями соседних зубьев роликов 2. Однако гофры на известном устройстве получают плоскими и нестабильными по высоте. Кроме того, на известном устройстве невозможно нолучить гофрированную ленту с глубокими жалюзи и больщим углом отгиба из их тонких и пластичных металлов, так как выталкиватель из-за ограниченной упругости и малой силы выталкивания эластичного элемента не может вытолкнуть гофр на бо.тьшую высоту. Целью изобретения является повыщение качества гофрированных лент путем улучщения геометрии вершин гофров. Цель достигается тем, что в устройстве для изготовления гофрированных лент для теплообменников, содержащем верхний и нижний блоки формующих зубчатых роликов, закрепленных на валах, и узел выталкивания с выталкивателями, установленными в канавках между основаниями зубьев роликов, узел выталкивания выполнен в виде закрепленных на упомянутых валах по обеим сторонам каждого блока дисков с радиальными прямоугольными глухими пазами, размещенными по периферии дисков и открытыми в сторону блока роликов, и установленных в них пружин, а каждый выталкиватель выполнен в виде жесткой планки с профилированной в соответствии 65J с вершиной гофров рабочей поверхностью и с опорными концами, размещенными в пазах дисков и взаимодействующими с пружинами. На фиг. 1 показано предлагаемое устройство; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел I на фиг. 1, вариант выполнения рабочей поверхности выталкивателя; на фиг. 4 - разрез Б-Б на фиг. 1. Устройство для изготовления гофрированных лент для теплообменников содержит находящиеся в зацеплении верхний 1 и нижний 2 блоки режущих и формующих зубчатых роликов 3, закрепленные соответственно на валах 4 и 5, на которых также закреплены диски 6, расположенные по обеим сторонам блоков 1 и 2, имеющие по периферии со стороны последних радиально направ.ченные прямоугольные глухие пазы 7, а между основаниями соседних зубьев 8 роликов 3 в канавках 9 установлены выталкиватели, выполненные в форме жестких планок 10, концы 11 которых установлены в пазах 7 дисков 6 на размещенных в них пружинах 12. Рабочая поверхность 13 планки 10 имеет выступы 14 и впадины 15. Планка 10 установлена в канавке 9 с воз.можностью возвратно-поступательного перемещения в вертикальном направлении на величину в, которая зависит от глубины жалюзи и угла отгиба жалюзи. Ход планки 10 (величина в) ограничен с одной стороны дном 16 канавки 9, а с другой - стенкой 17 паза 7. Устройство работает следующим образом. Металлическая лента 18 подается между вращающимися блоками 1 и 2 режущих и формующих зубчатых роликов 3. Лента 18 обжимается по рабочей формующей поверхности 13 планки 10 блока 1 зубчатых роликов и по поверхности вершины зуба 8 блока 1 зубчатых роликов, при этом планка 10 сжимает пружину 12 и перемещается на величину в, опираясь в конце хода на дно 16 канавки 9. Во время этого хода идет формовка верщины гофра с одновременным образованием жалюзей 19. Вершина гофра калибруется при жестком упоре в дно 16 планки 10. При сходе верщины зуба 8 блока 2 зубчатых роликов с планки 10 при ненрерывном вращении блоков роликов пружина 12, освобождаясь, выталкивают жесткую планку 10 на величину в, а вместе с ней гофр из впадины между зубьями. Изобретение позволяет получать гофрирование ленты с глубокими жалюзи и любым углом отгиба из (свыше 5°) из тонких и пластичных материалов. Кроме того, изобретение позволяет улучшить качество гофрированной ленты
за счет формообразования вершин гофров, стабильных по высоте, а это позволяет качественно проводить пайку вершин гофр к трубкам теплообменников, чему также способствует и выполнение гофрированной
ленты с формой вершин гофр в виде одного и более радиусных выступов.
Ожидаемый годовой экономический эффект от внедрения данного изобретения составляет 636,2 тыс. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гофрирования лент теплообменников | 1985 |
|
SU1304959A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ЛЕНТЫ | 1995 |
|
RU2080948C1 |
| Устройство для изготовления гофрированных пластин теплообменников | 1981 |
|
SU959871A1 |
| Устройство для изготовления гофрированных лент для теплообменников | 1985 |
|
SU1269882A1 |
| Устройство для изготовления гофрированной ленты | 1977 |
|
SU789186A1 |
| Устройство для окончательного формообразования гофрированной ленты | 1982 |
|
SU1082519A1 |
| Устройство для изготовления гофрированной ленты | 1982 |
|
SU1058674A2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩИХ ПЛАСТИН АЛЮМИНИЕВОГО РАДИАТОРА | 1999 |
|
RU2164187C2 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Устройство для изготовления сотовых блоков | 1975 |
|
SU616013A1 |

УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ЛЕНТ ДЛЯ ТЕПЛООБМЕННИКОВ, содержащее верхний и нижний блоки формующих зубчатых роликов, закрепленных на валах, и узел выталкивания с выталкивателями, установленными в канавках между основаниями зубьев роликов, отличающееся тем, что, с целью повышения качества гофрированных лент путем улучшения геометрии вершин гофров, узел выталкивания выполнен в виде закрепленных на упомянутых валах по обеим сторонам каждого блока дисков с радиальными прямоугольными глухими пазами, размещенными по периферии дисков и открытыми в сторону блока роликов, и установленных в них пружин, а каждый выталкиватель выполнен в виде жесткой планки с профилированной в соответствии с вершиной гофров рабочей поверхностью и с опорными концами, размещенными в пазах дисков и взаимодействующими с пру(Л жинами. О5 сд О5 ел
18
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для изготовления гофрированной ленты | 1977 |
|
SU789186A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3712101, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
