Изобретение относится к станкостроению, может быть иппользовано при создании оборудования для обработки поршневых колец и является усовершенствованием известного устройства по авт. св. № 1202821.
Известно устройство для притирки пакета поршневых колец, содержащее выполненную в виде набора равномерно расположенных по окружности упругих в радиальном направлении элементов разной жесткости разжимную оправку, на наружной по- Ю верхности которой установлена эластичная рубашка: а внутри расположен механизм разжима упругих элементов 1.
Однако устройство не обеспечивает высокое качество обработки и возможность притирки бочкообразных колец.
Цель изобретения - повышение качества обработки и расширение технологических возможностей устройства при обработке бочкообразных колец за счет применения
вид окружности, обеспечивая равномерный прижим по периметру кольца, а следовательно равномерный съем припуска при обработке.
На весь набор упругих элементов 3 с установленными на них коромыслами 13 надевают эластичную рубашку 4, а затем вводят тягу 6 с пружиной 10 до тех пор, пока опорные поверхности упругих элементов 3 не ложатся на конус 5.
Перед началом притирки на эластичную рубашку 4 набирают пакет ориентированных по замку поршневых колец 7, затем устанавливают фланец 8 и поджимают его гайкой 9 до такой степени, чтобы обеспечить минимальный зазор, необходимый для радиального смещения поршневых колец 7.
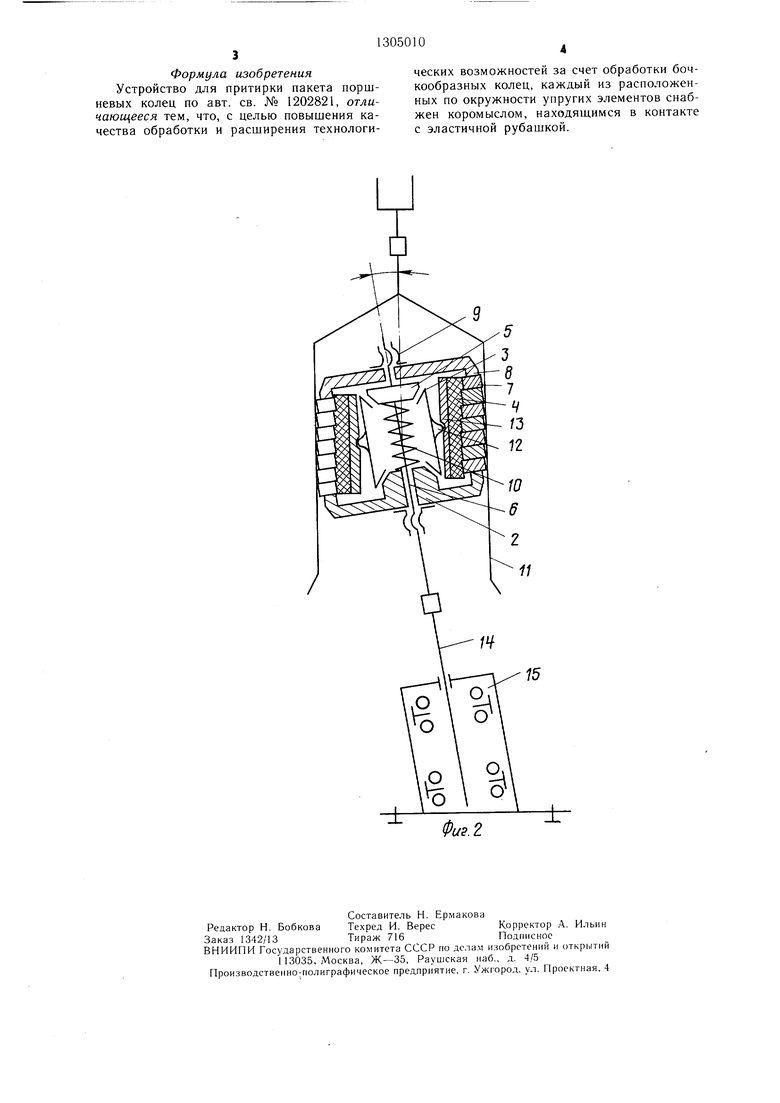
Оправку 2 с пакетом поршневых колец 7 посредством тяги 6 закрепляют (фиг. 2) на валу 14, установленном в опоре 15 под некоторым определенным углом оС к оси гиль15
установленных на упругих элементах коро- 20 зы 11. Включают поступательное перемемысел, находящихся в контакте с эластичной рубашкой.
На фиг. 1 показано устройство, обший вид; на фиг. 2 - кинематическая схема устройства, настроенного на обработку бочкообразных колец.
Устройство содержит установленную на основании 1 разжимную оправку 2, несущую расположенные по периметру упругие элементы 3, размещенные внутри элас25
щение притирочной гильзы 11.
При своем перемещении вниз гильза 11 своим заборным конусом обжимает пакет поршневых колец 7. Перемещением тяги б вниз осуществляют натяг упругих элементов 3, которые через коромысла 13, качающиеся на опорах 12, и эластичную рубашку 4 осуществляют равномерный прижим пакета колец 7 к стенке гильзы 11. Затем включают вращение гильзы 11. Благодаря
тичной рубашки 4 и контактирующие с зо тому, что оправка 2 с поршневыми кольразжимным конусом 5 тяги 6, установленной в оправке 2. Тяга 6 с конусом 5 образуют механизм разжима. Для осевого поджима пакета поршневых колец 7 служит фланец 8, закрепленный гайкой 9. Для возврата конуса 5 в исходное положение 35 между ним и оправкой 2 установлена пружина 10. Кольца 7 находятся при обработке в контакте с притирочной гильзой 11, являющейся инструментом.
Каждый упругий элемент 3, представляющий собой калиброванную плоскую пружину с определенной и заранее заданной жесткостью, несет на себе, например, посредством опоры 12 щарнирно установленное коромысло 13. Тяга 6 соединена с валом 14, установленным в опоре 15.
Устройство работает следующим образом.
В зависимости от заданной эпюры радиальных давлений порщневого кольца 7 из кассы осуществляют набор калиброванцами 7 закреплена на валу 14, установленном в опоре 15, гильза 11 увлекает поршневые кольца 7 вместе с оправкой 2 во вращательное движение вокруг оси вала 14.
Так как ось оправки 2 пересекается с осью вращения гильзы 11 под некоторым заранее заданным углом d и благодаря наличию коромысел 13 каждое поршневое кольцо 7 соверщает относительно гильзы 11 прецессионное движение, происходит т.н. «перекладка колец 7, обеспечивающая образование бочкообразного профиля.
При необходимости обработки цилиндрических поршневых колец с линейной образующей оправка 2 устанавливается на ва- 45 лу 14 соосно с гильзой 11, а сам вал может быть фиксирован от проворота.
Таким образом, наличие щарнирно установленных на упругих элементах 3 коромысел 13 обеспечивает обработку как бочкообразных колец, так и колец с линейной
40
ных на определенное усилие упругих элемен- 50 образующей и таким путем расщиряет тех- тов 3 соответствующей жесткости таким об-нологические возможности устройства, при
разом, что в каждой точке по периметру поршневого кольца . 7 сумма радиального давления и усилия упругого элемента 3, передаваемого на коромысло 13, равна технологически выбранному усилию прижима поршневого кольца 7 к стенке гильзы 11. При этом эпюра суммарного давления имеет
вид окружности, обеспечивая равномерный прижим по периметру кольца, а следовательно равномерный съем припуска при обработке.
На весь набор упругих элементов 3 с установленными на них коромыслами 13 надевают эластичную рубашку 4, а затем вводят тягу 6 с пружиной 10 до тех пор, пока опорные поверхности упругих элементов 3 не ложатся на конус 5.
Перед началом притирки на эластичную рубашку 4 набирают пакет ориентированных по замку поршневых колец 7, затем устанавливают фланец 8 и поджимают его гайкой 9 до такой степени, чтобы обеспечить минимальный зазор, необходимый для радиального смещения поршневых колец 7.
Оправку 2 с пакетом поршневых колец 7 посредством тяги 6 закрепляют (фиг. 2) на валу 14, установленном в опоре 15 под некоторым определенным углом оС к оси гиль
щение притирочной гильзы 11.
При своем перемещении вниз гильза 11 своим заборным конусом обжимает пакет поршневых колец 7. Перемещением тяги б вниз осуществляют натяг упругих элементов 3, которые через коромысла 13, качающиеся на опорах 12, и эластичную рубашку 4 осуществляют равномерный прижим пакета колец 7 к стенке гильзы 11. Затем включают вращение гильзы 11. Благодаря
тому, что оправка 2 с поршневыми коль
цами 7 закреплена на валу 14, установленном в опоре 15, гильза 11 увлекает поршневые кольца 7 вместе с оправкой 2 во вращательное движение вокруг оси вала 14.
Так как ось оправки 2 пересекается с осью вращения гильзы 11 под некоторым заранее заданным углом d и благодаря наличию коромысел 13 каждое поршневое кольцо 7 соверщает относительно гильзы 11 прецессионное движение, происходит т.н. «перекладка колец 7, обеспечивающая образование бочкообразного профиля.
При необходимости обработки цилиндрических поршневых колец с линейной образующей оправка 2 устанавливается на ва- лу 14 соосно с гильзой 11, а сам вал может быть фиксирован от проворота.
Таким образом, наличие щарнирно установленных на упругих элементах 3 коромысел 13 обеспечивает обработку как бочкообразных колец, так и колец с линейной
образующей и таким путем расщиряет тех- нологические возможности устройства, при
этом достигается равномерное распределение давления вдоль коромысел 13 за счет их качания, а также компенсация неточности изготовления опорных поверхностей пружинных элементов 3 и сопрягаемых с ними конусов 5 тяги 6, что повышает качество обработки.
Формула изобретения Устройство для притирки пакета поршневых колец по авт. св. № 1202821, отличающееся тем, что, с целью повышения качества обработки и расширения технологических возможностей за счет обработки бочкообразных колец, каждый из расположенных по окружности упругих элементов снабжен коромыслом, находящимся в контакте с эластичной рубашкой.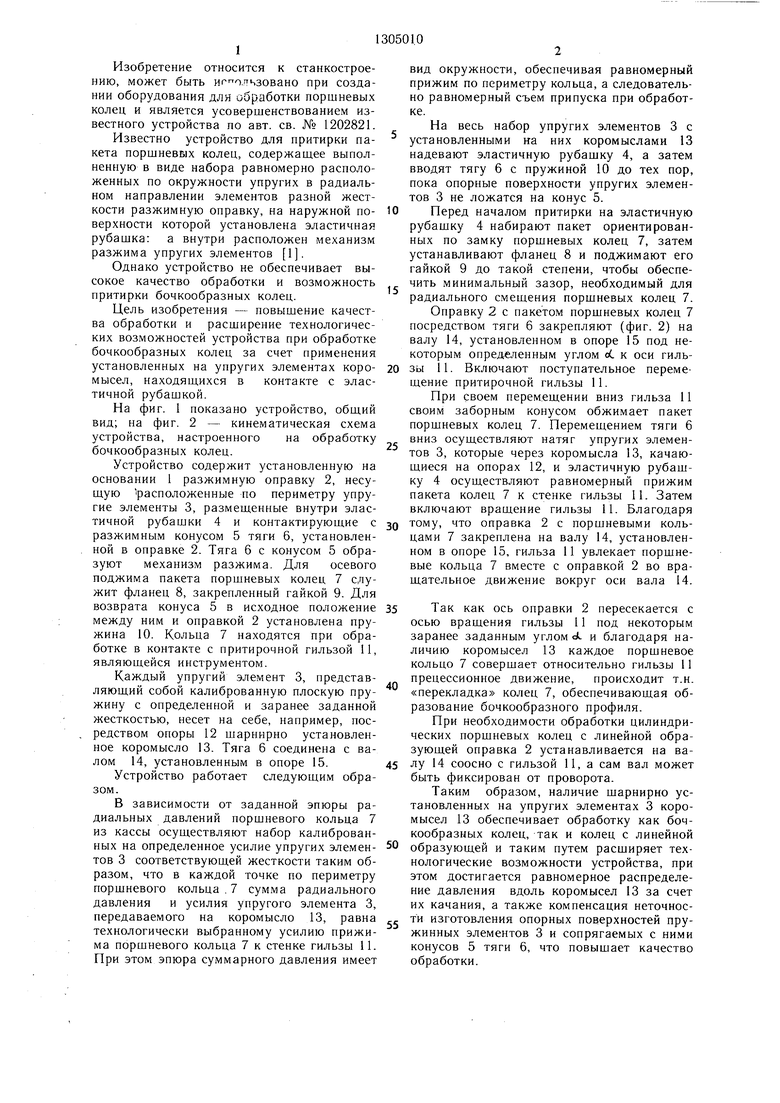
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для притирки бочкообразных поршневых колец | 1985 |
|
SU1291374A1 |
| Устройство для обработки поршневых колец | 1984 |
|
SU1154077A1 |
| СПОСОБ ОБРАБОТКИ БОЧКООБРАЗНОГО ПРОФИЛЯ ПОРШНЕВЫХ КОЛЕЦ | 1997 |
|
RU2134630C1 |
| Устройство для притирки пакета поршневых колец | 1987 |
|
SU1496993A1 |
| УСТРОЙСТВО ДЛЯ ПРИТИРКИ ПАКЕТА ПОРШНЕВЫХ КОЛЕЦ | 1994 |
|
RU2063321C1 |
| Устройство для притирки поршневых колец ДВС | 1989 |
|
SU1715559A1 |
| УСТРОЙСТВО для ПРИТИРКИ | 1972 |
|
SU360201A1 |
| УСТРОЙСТВО ДЛЯ ПРИТИРКИ ПАКЕТА ПОРШНЕВЫХ КОЛЕЦ | 1994 |
|
RU2063322C1 |
| СПОСОБ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ С КОНУСНЫМ РАБОЧИМ ПРОФИЛЕМ | 1997 |
|
RU2159697C2 |
| Устройство для притирки | 1985 |
|
SU1357200A1 |
Изобретение относится к области станкостроения и может быть использовано при создании оборудования для обработки поршневых колец. Цель изобретения - повышение качества обработки и расширение технологических возможностей устройства при обработке бочкообразных колец за счет применения установленных на упругих элементах коромысел, находящихся в контакте с эластичной рубашкой, и может быть использовано при создании оборудования для обработки поршневых колец. Устройство содержит оправку 2 с калиброванными упругими элементами 3, несуш.ими опоры 12, на которых шарнирно установлены коромысла 13, расположенные под эластичной рубашкой 4. Тяга 6 с разжимными конусами 5, контактирующими с опорными поверхностями упругих элементов 3, образует механизм разжима. Для осевого поджима служит фланец 8, который поднимают гайкой 9 до образования минимального осевого зазора, обеспечивающего радиальное смещение колец. При необходимости образования бочкообразного профиля оправку 2 закрепляют на валу, установленном в опоре под заданным углом к оси, закрепленной в щпинделе станка притирочной гильзы 11, которая при вращении увлекает во вращательное движение оправку 2. При этом кольца совершают прецессионное движение, обеспечивающее получение бочкообразного профиля 2 ил. S (Л со о ел к
-±
Фи5.2
| Устройство для притирки пакета поршневых колец | 1984 |
|
SU1202821A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
