Изобретение относится к станкостроению, а именно к устройствам дл окончательной отделки наружных поверхностей тел вращения путем относительного возвратно-поступательного перемещения инструмента и загото ки. Известно устройство для обработк .поршневых колец, содержащее основание, на котором размещены вал и сое диненная с ним оправка; с закрепленными на ней шайбами, между которыми установлен пакет поршневых колец, и приводы относительного вращения и возвратно-поступательного перемещения притирочной гильзы и оправки С Недостатком известного устройств является невозможность получения бо кообразных профилей колец широкого диапазона. Цель изобретения - расширение технологических возможностей за сче увеличения диапазона получаемых бочкообразных профилей колец. Поставленная цель достигается тем, что устройство для обработки поршневых колец, содержащее основание, на котором размещены вал и сое (диненная с ним оправка с закрепленными на ней шайбами, между которыми установлен пакет поршневых колец, и приводы относительного вращения и Возвратно-поступательного перемещен притирочной гильзы и оправки, снабжено установленным на основании под углом к оси притирочной гильзы и с возможностью поворота в плоскости расположения осей оправки и притирочной гильзы кронштейном, внутри которого размещен на введенных в устройство опорах качения вал. На фиг. 1 схематически изображен устройство; на фиг. 2 - схема получ ния бочкообразного профиля. . Устройство состоит из шпинделя 1 в котором жестко и соосно с ним закреплена с помощью соединительной муфты 2 притирочная гильза 3. На ос новании 4 устройстварасположен кронштейн 5, в котором установлен наклонно на .опорах 6 качения вал 7 несущий соосно закрепленную на нем оправку 8. При этом оси последней и шпинделя 1 пересекаются под углом d.. На оправке 8 жестко закреплены две шайбы 9, между которыми размеще пакет подлежащих обработке поршне7вых колец 10 с минимальным зазором. исключающим зажим пакета колец 10 по торцам. Притирочная гильза 3 со стороны открытого торца имеет заборный конус; 11. Кронштейн 5 установлен на основании 4 с возможностью установочного (наладочного) поворота вокруг оси 12. Устройство работает следующим образомi Оправку В с пакетом поршневых колец 10, размещенным между шайбами 9, закрепляют на валу 7. Включают поступательное перемещение шпинделя 1 с установленной в нем притирочной гильзой 3. При своем перемещении вниз гильза 3 своим заборным конусом 11 насаживается на пакет поршневых колец 10 и обжимает их по наружному диаметру, создавая за счет сил собственной упругости разрезных поршневьк колец 10 натяг между пакетом и стенками гильзы 3. Затем включают также вращение шпинделя 1с гильзой 3. Благодаря тому, что оправка 8 с поршневыми кольцами 10 закреплена на валу 7, установленном в опорах 6 качения, притирочная гильза 3 увлекает поршневые кольца 10 вместе с опргвкой 8 во вращательное движение. При этом все кольца 10 вращаются с одинаковой скоростью вокруг оси вала 7. Так как ось оправки 8 пересекается с осью вращения гильзы 3 под некоторым углом oi я 1-3, каждое поршневое кольцо 10 совершает относительно гильзы 3 прецессионное движение, происходит перекладка колец 10 (фиг. 2), обеспечивающая образование бочкообразного профиля. Возвратнопоступательное перемещение гильзы 3 обеспечивает интенсификацию процесса обработки. За полоборота гильзы 3 образующая АВ поршневого кольца 10 занимает положение А-В, а ее участок CD - положение CD. При этом образуется бочкообразньй участок .CD. Изменяя угол наклона оС кронштейна 5, можно изменять длину участка С D , и в зависимости от диаметра поршневых колец 10 - кривизну этого участка. Таким образом, изобретение позволяет расширить технологические возможности за счет увеличения диапазона ползгчаемых бочкообразных профилей колец.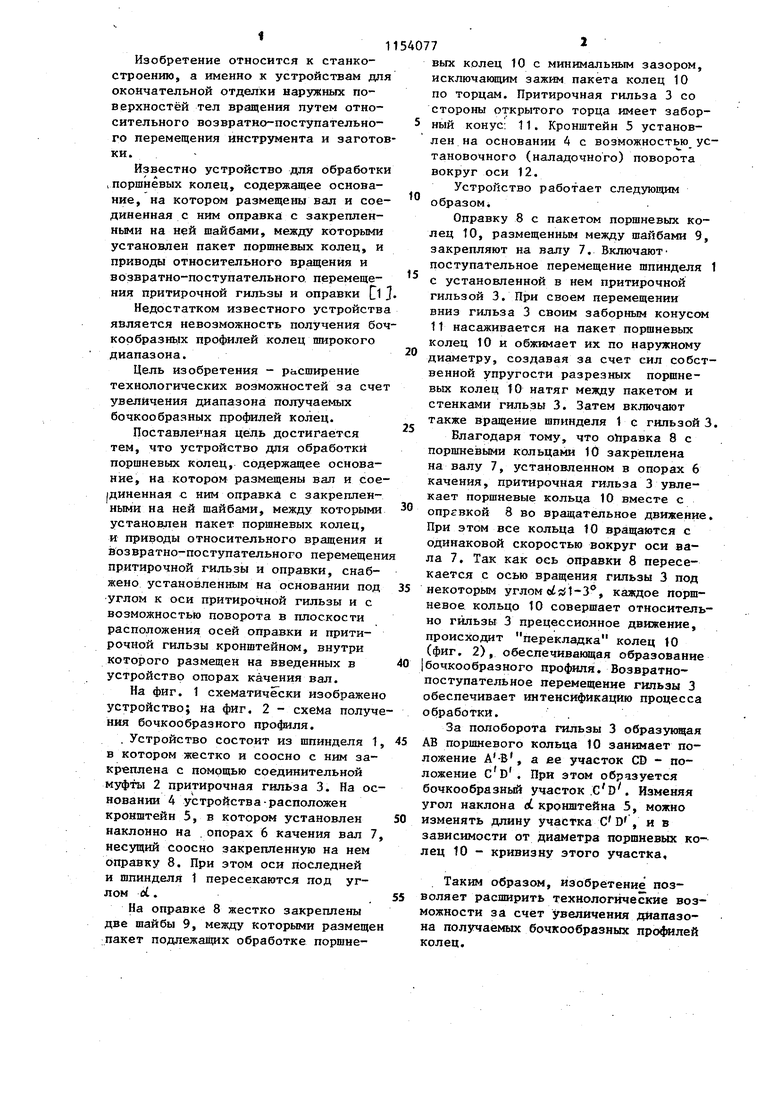
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ БОЧКООБРАЗНОГО ПРОФИЛЯ ПОРШНЕВЫХ КОЛЕЦ | 1997 |
|
RU2134630C1 |
| Устройство для обработки бочкообразного профиля поршневых колец | 1985 |
|
SU1268383A1 |
| Устройство для притирки бочкообразных поршневых колец | 1985 |
|
SU1291374A1 |
| Устройство для притирки пакета поршневых колец | 1985 |
|
SU1305010A2 |
| СПОСОБ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ С КОНУСНЫМ РАБОЧИМ ПРОФИЛЕМ | 1997 |
|
RU2159697C2 |
| УСТРОЙСТВО ДЛЯ ПРИТИРКИ ПАКЕТА ПОРШНЕВЫХ КОЛЕЦ | 1994 |
|
RU2063321C1 |
| Устройство для притирки поршневых колец ДВС | 1989 |
|
SU1715559A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1986 |
|
SU1364447A2 |
| Устройство для притирки пакета поршневых колец | 1987 |
|
SU1496993A1 |
| Способ притирки пакета поршневых колец | 1983 |
|
SU1199592A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ, содержащее основание, на котором размещены вал и соединенная с ним оправка с закрепленными на ней шайбами, между которыми установлен пакет поршневых колец, и приводы относительного вращения и возвратно-поступательного перемещения притирочной гильзы и оправки, отличающееся r&t, что, с целью расш1рвнш1 технологических возможностей за счет увеличения диапазона получаемых бочкообразных профилей колец, оно снабжено установленным на основании под углом к оси притирочной гильзы и с возможностью поворота в плоскости расположения осей оправки и притирочной гильзы кронштейном, внутри которого размещен на введенных в устройство опо(Л рах качения вал. sj
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гидравлическая объемная передача | 1984 |
|
SU1250759A2 |
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
