Изобретение относится к промышленному транснорту, а именно к устройству для смазки элементов тягового органа конвейера.
Целью изобретения является уменьшение расхода смазки путем увеличения точности наладки дозирования смазки.
На фиг. 1 показано устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - принципиальная пневмосхема.
сжатый воздух из блока 17 через дополнительный пневмораспределитель 12 в смеситель 15. Образовавшаяся масляно-водушная смесь по трубке 16 поступает в сопла 7, расположенные против трущихся элементов катков конвейера 3. Выделение масляно- воздушной смеси на трущиеся элементы катков продолжается до тех пор, пока рамка 6 не соскользнет с катков и под действием силы тяжести и пружины 13 вернется в исУстройство, предназначенное для смазки ю ходное положение к упорам 14. Цикл смазки
элементов тягового органа конвейера, например катков, включает в себя корпус 1, закрепленный на направляющих 2 конвейера 3. В отверстиях корпуса 1 расположен вал 4, на котором установлены кулачки 5 с возможна следующей паре катков аналогичен описанному. Реле 11 времени настраивается своим пневмодросселем 21 на время срабатывания, большее одного цикла, и не успевает сработать. Если контейнер 3 останоностью регулировки положения. С валом 4 5 вится в тот момент, когда рамка 6 отклонена, связана поворотная рамка 6, несущая подающие сопла 7. На корпусе 1 установлены плунжерный насос 8, контактирующий с одним из кулачков 5 через одноплечий рычаг 9, пневмораспределитель 10, контактирующий п с другим кулачком 5, реле 11 времени и дополнительный пневмораспределитель 12, а также пружина 13, закрепленная на поворотной рамке 6, и упоры 14. Нагнетательная магистраль насоса 8 и отводящая магистраль дополнительного пневмораспределите- 25 ля 12 подключены к тройниковому смесителю 15, соединенному с соплами 7 гибкой трубкой 16. В направляющих 2 выполнен вырез для прохождения рамки 6 с соплами 7. Сжатый воздух подается из источника через
сжатый воздух будет выходить только до тех пор, пока не поднимается давление в ресивере 20, реле 11 времени и пока его золотник 19 не переключится, подав давление в магистраль управления дополнительного пневмораспределителя 12, от чего последний переключится, перекрывая поток сжатого воздуха.
Формула изобретения
1. Устройство для смазки элементов тягового органа конвейера, включающее плунжерный насос, сообщенный с источником смазки, и пневгиораспределитель, сообщенблок 17 подготовки воздуха, после которого 30 ный с источником сжатого воздуха, управ- на магистрали последовательно включены ляемые кулачками, смонтированными на ва- распределители 10 и 12, а реле 11 времени лу, поворотно установленном в корпусе, и подключено параллельно. Всасывающая ма- подающие сопла, сообщенные через смесигистраль насоса 8 соединена с источником 18 смазки. Реле 11 времени включает в себя золотник 19, ресивер 20 и пневмодроссель 21.
В исходном положении поворотная рамка 6 прижата пружиной 13 к упорам 14.
Устройство работает следующим образом.
Катки конвейера 3 наезжают на поворотную рамку 6, отклоняют ее, растягивая о пружину 13, и вал 4 с кулачками 5 поворачивается. При этом один из кулачков 5, нажимая на рычаг 9, утапливает плунжер насоса 8, который выталкивает в смеситель 15 определенную дозу масла, пропорционально ходу плунжера. Доза масла определяется 45 ходом плунжера, зависящим от расстояния между валом 4 и плунжерным насосом, полученным конструктивно при закреплении плунжерного насоса. Величина дозы конструктивно связана и с продолжительностью импульса, начало и конец которого определяются положением кулачка 5. Для изменения положения кулачка 5 его расфиксируют, поворачивают относительно вала 4 в требуемое положение и фиксируют.
Одновременно другой кулачок 5, переключая пневмораспределитель 10, подает
50
55
тель с плунжерным насосом и пневморас- пределителем, отличающееся тем, что, с целью уменьшения расхода смазки путем увеличения точности наладки дозирования смазки, оно снабжено подпружиненной поворотной рамкой, жестко прикрепленной верхней своей частью к валу с возможностью взаимодействия нижней своей частью с тяговым органом конвейера, а кулачки выполнены с возможностью поворота относительно вала и последующего фиксирования на нем, при этом сопла закреплены в нижней части рамки.
2. Устройство по п. 1, отличающееся тем, что оно имеет дополнительный пневмораспределитель и реле времени, выполненное в виде последовательно соединенных дросселя, ресивера и золотника, причем дополнительный пневмораспределитель установлен между смесителем и пневмораспределителем, реле времени подключено своим дросселем между основным и дополнительным пневмо- распределителями, а золотник сообщен с источником сжатого воздуха и дополнительным пневмораспределителем.
сжатый воздух из блока 17 через дополнительный пневмораспределитель 12 в смеситель 15. Образовавшаяся масляно-водушная смесь по трубке 16 поступает в сопла 7, расположенные против трущихся элементов катков конвейера 3. Выделение масляно- воздушной смеси на трущиеся элементы катков продолжается до тех пор, пока рамка 6 не соскользнет с катков и под действием силы тяжести и пружины 13 вернется в исна следующей паре катков аналогичен описанному. Реле 11 времени настраивается своим пневмодросселем 21 на время срабатывания, большее одного цикла, и не успевает сработать. Если контейнер 3 остановится в тот момент, когда рамка 6 отклонена,
вится в тот момент, когда рамка 6 отклонена,
сжатый воздух будет выходить только до тех пор, пока не поднимается давление в ресивере 20, реле 11 времени и пока его золотник 19 не переключится, подав давление в магистраль управления дополнительного пневмораспределителя 12, от чего последний переключится, перекрывая поток сжатого воздуха.
момент, когда рамка 6
Формула изобретения
5
0
5
тель с плунжерным насосом и пневморас- пределителем, отличающееся тем, что, с целью уменьшения расхода смазки путем увеличения точности наладки дозирования смазки, оно снабжено подпружиненной поворотной рамкой, жестко прикрепленной верхней своей частью к валу с возможностью взаимодействия нижней своей частью с тяговым органом конвейера, а кулачки выполнены с возможностью поворота относительно вала и последующего фиксирования на нем, при этом сопла закреплены в нижней части рамки.
2. Устройство по п. 1, отличающееся тем, что оно имеет дополнительный пневмораспределитель и реле времени, выполненное в виде последовательно соединенных дросселя, ресивера и золотника, причем дополнительный пневмораспределитель установлен между смесителем и пневмораспределителем, реле времени подключено своим дросселем между основным и дополнительным пневмо- распределителями, а золотник сообщен с источником сжатого воздуха и дополнительным пневмораспределителем.
73
Фи.1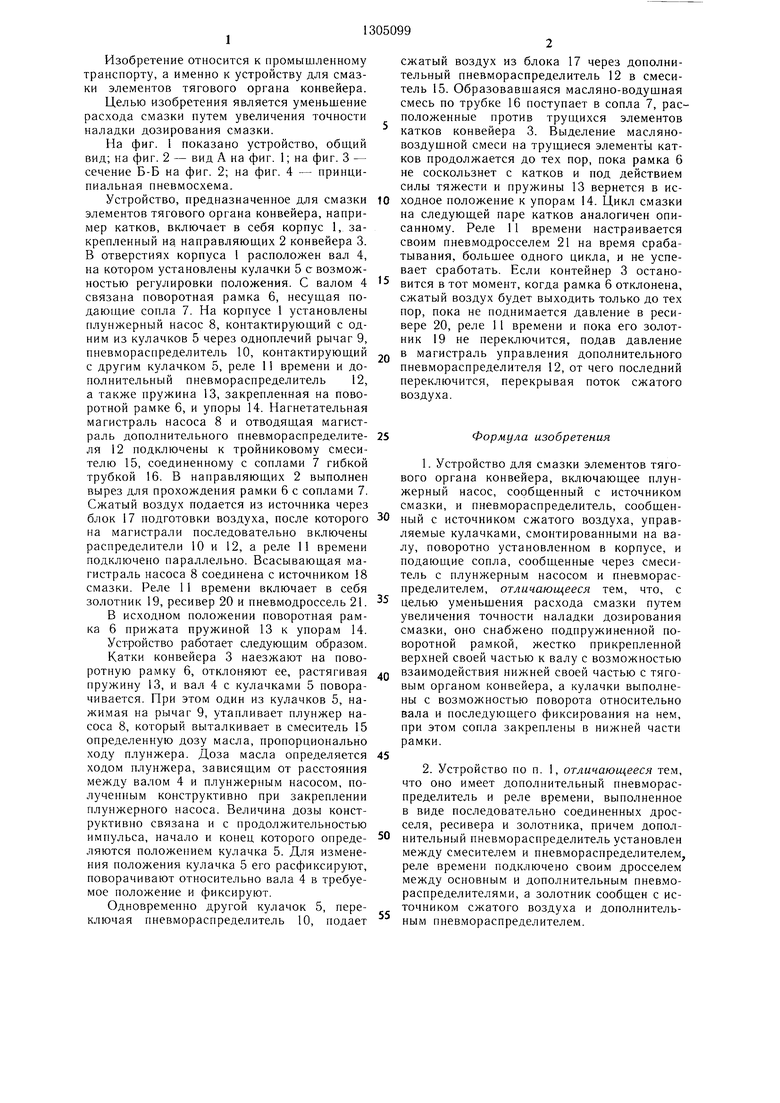
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СМАЗКИ ШАРНИРОВ ЦЕПИ ПОДВЕСНОГО КОНВЕЙЕРА | 2002 |
|
RU2232122C2 |
| Система управления двигателем внутреннего сгорания | 1988 |
|
SU1687861A1 |
| Генератор энергии | 2021 |
|
RU2758164C1 |
| Система смазки напольного конвейера | 1990 |
|
SU1797590A3 |
| Устройство для закладки смазки | 1987 |
|
SU1506215A1 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
| ГАЗОТУРБИННАЯ УСТАНОВКА СО СГОРАНИЕМ ТОПЛИВА В ПОСТОЯННОМ ОБЪЕМЕ | 1998 |
|
RU2147341C1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| СПОСОБ ПРЕССОВАНИЯ И СИСТЕМА УПРАВЛЕНИЯ СИЛОВЫМ ПРИВОДОМ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2005 |
|
RU2346816C2 |
| ЦЕНТРАЛИЗОВАННАЯ РЕГУЛИРУЕМАЯ ИМПУЛЬСНАЯ СИСТЕМА СМАЗКИ "МАСЛО-ВОЗДУХ" | 2001 |
|
RU2202728C2 |


Изобретение касается промышленного транснорта и позволяет уменьшить расход смазки путем увеличения точности наладки дозирования смазки. Устройство содержит плунжерный насос (ПН) 8, сообщенный с источником смазки, и пневмораспределители (ПР) 10 и 12, один из которых сообшен с источником сжатого воздуха. В корпусе 1 поворотно установлен вал 4 с кулачками 5. Они могут поворачиваться относительно вала 4 и фиксироваться на нем. Подпружиненная поворотная рамка (Р) 6 верхней частью жестко прикреплена к валу 4. Нижняя часть Р 6 может взаимодействовать с тяговым органом конвейера 3. В нижней части Р 6 закреплены сопла 7. Они сообш,аются через смеситель с ПН 8 и ПР 12. Между смесителем и ПР 10 установлен ПР 12. Реле 11 времени выполнено в виде последовательно соединенных дросселя, ресивера и золотника. Реле 11 подключено своим дросселем между ПР 10 и 12. Золотник сообшен с источником сжатого воздуха и ПР 12. При работе конвейера 3 катки отклоняют Р 6. Кулачки 5 взаимодействуют с ПН 8 и ПР 10. В результате в смеситель поступают определенная доза масла и сжатый воздух. Образовавшаяся масляно-воздушная смесь поступает в сопла 7 и оттуда на трущиеся элементы катков. 1 3. п. ф-лы, 4 ил. i (Л со о CLn О : СО
Фиг.З
ю
ФиъМ
| Устройство для смазки цепи подвесного конвейера | 1977 |
|
SU639779A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| АВТОРУЧКА | 1996 |
|
RU2104163C1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
