1
Изобретение относится к способу изготовления суперобложек из полимер ной пленкиf нреимущественно для тетрадей.
Целью изобретений является упро- 5 щение технологии изготовления суперобложек путем исключения операции под- ворота отбортовок.
3068
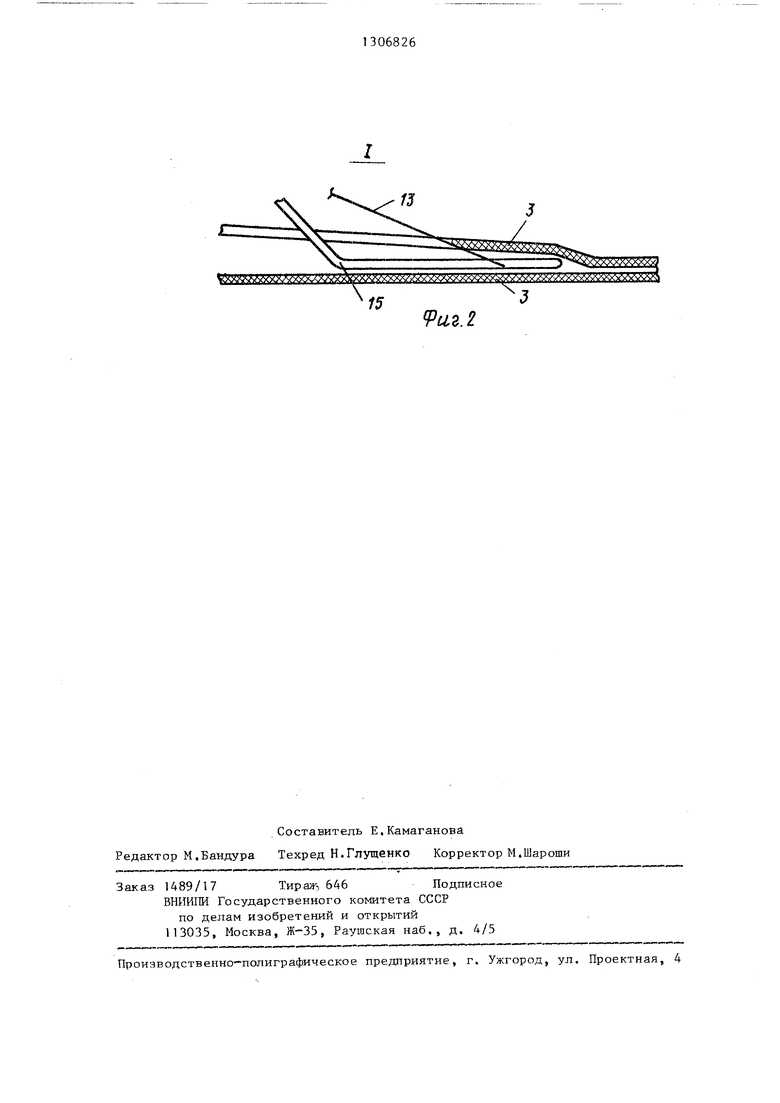
На фиг. изображено устройство для изготовления суперобложек по предлагаемому способу; на фиг,2 - узел I на фиг.I.
Способ изготовления суперобложек из полимерной пленки путем удаления средней части одного из слоев двухслойной пленки, в данном случае верхнего слоя, осуществляется с помощью устройства, которое имеет протяжные обрезиненные валики 1 и 2 для протя- гивания рукавной пленки 3 по стрелке А. Перед протяжными валикамтл 1 и 2
закреплен кронштейн
на котором
смонтировань два ножа 5 и 6j предна значенные для обрезания непрямолиней ных кромок 7 и 8 рукава. Ножи 5 и 6 установлены на расстоянии а один от другого, равном ширине будущей суперобложки в развернутом виде. На кронштейне 4, за ножами 5 и 6, новлень припообразно изогнутые нагре вательные элементы 9 и 10, служащие для термосклеивания слоев по кромкам вырезанной полосы. Между ножами 5 и 6 установлен узел для образования отбортовок 11 и 12, выполненньй в виде двух клиновидных ножей 13 И 14,, закрепленных на кронштейне 14 на рав ных расстояниях от ножей 5 и 6, Эти расстояния равны глубине будущих карманов в готовом изделии, т.е. равны ширине отбортовок 11 и 12. Нолей представляют собой наклонно под углом 0-20 - натянутые на держателях 15 проводники, подключенные к источнику тока. (Могут быть и обычные лезвия с наклонно расположенной режущей кромкой). Держатели 15 выполнены из изогнутой проволоки, закругленный конец которой заправлен между слоями набегающей пленки (фиг.2).
Позади валиков 1 и 2 расположен еще один нож в виде натянутого поперек движения пленки проводника 16, который закреплен в вертикально подвижной раме 17. Этот нож служит для отделения готовой суперобложки от полосы пленки.
5
68262
Руканная (двухслойная) пленка 3 протягивается валиками 1 и 2 по стрелка А на шаг, на 2-4 мм превы- таюпшй высоту тетради от ее нижнего обреза до верхнего. В процессе протяжки пленки 3 ножи 5 и 6 вырезают из рукава двухслойную полосу шириной, на 2-4 мм превышающей ширину развернутой тетради. Обрезка краев необходима для того, чтобы обеспечить прямолинейность полосы (кромки рукава не всегда прямолинейны) и заданный размер ширины будущей суперобложки. (Если рукав достаточно широкий, суперобложки могут вырезаться из него в два параллельных потока).
Установленные за полшми 5 и 6 на-
fO
15
гревательные элементы 9 и 10, нагревая кромки полосы а, термосклеи- вают (сваривают) оба слоя вдоль линии реза Одновременно с этим два клиновидных ножа 13 и 14 вырезают срединную часть в из верхнего слоя двухслойной полосы а. При этом закругленные концы держателей 15 (фиг,2) отслаивают и приподнимают верхний слой пленки перед нагретым током проводником ножей 13 и 4. Наклонная режущая ножей 13 и 14 еще больше увеличивает зазор между слоями пленки, так что нижний слой не нагревается от горячего проводника (по крайней мере до точки плавления) .
Краевые части верхнего слоя плен
ки оставшиеся после вырезки средней части в, и есть отбортовки 11 и 12, Вырезанная часть в пленки сматывается в рулон Из Нее можно изготовлять суперобложки, например, для паспортов и ТЛ1,
После подачи пленки на шаг, равный высоте суперобложки, валики 1 и 2 останавливаются. Рама 17 опускает-.
ся, и нагретый током провбдник 16
поперечного ножа отсекает супероблож- ку от полосы а и одновременно в процессе отсекания термосклеивает заднюю кромку отбортовок 11 и 12 отделяемой суперобложки, а также переднюю кромку следующей за ней суперобложки. Так образуются карманы суперобложки и отделяется готовое изделие. Весь процесс происходит в
автоматическом режиме.
Далее рама 17 с проводником 16 поднимается, а валики 1, 2 протягивают пленку па следуюший шаг, в про-
цессе которого все описанное повторяется,
В данном примере описано устройство, на котором для осуществления способа удаляется средняя часть верх него слоя двухслойной пленки. Однако не исключается возможность аналогичного устройства, на котором может удаляться средняя часть нижнего слоя двухслойной пленки.
Таким образом, согласно способу изготовления суперобложек, вместо подворота краевых частей однослойной пленки удаляют среднюю часть одного слоя двухслойной пленки. При этом исключается операция подгибки краев пленки, а также упрощается устройство, реализующее предлагаемый способ (исключается громоздкий механизм для отгибки кромок),
Кроме того, улучшается товарный вид изделий (более правильная геометрическая форма и стабильные габаритные размеры).
Отсутствие операции подгибки закраин (отбортовок) позволяет повысить скорость протяжки, вследствие чего повышается производительность,
Форм ула изобретения
Способ изготовления суперобложек из полимерной пленки преимущественно для тетрадей, включающий образование карманов и отделение готовых изделий с одновременным склеиванием их кромок , отличающийся тем, что, с целью упрощения технологии, для изготовления суперобложек используют двухслойную пленку, карманы образуют путем удаления средней части одного из слоев двухслойной пленки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей | 1989 |
|
SU1710166A1 |
| Устройство для изготовления изделий из термопластичной пленки | 1984 |
|
SU1265089A1 |
| СПОСОБ ПРОИЗВОДСТВА C-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1997 |
|
RU2118213C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Способ изготовления гнутых несимметричных профилей полузакрытого типа | 1981 |
|
SU997902A1 |
| ПЛЕНКИ С УСИЛЕННЫМИ КРАЯМИ И КРОМКАМИ | 2008 |
|
RU2477224C2 |
| Агрегат для защиты внутренней поверхности трубопроводов | 1990 |
|
SU1808724A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2007 |
|
RU2343032C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТЕКЛА С ОТРАЖАЮЩИМ ИНФРАКРАСНОЕ ИЗЛУЧЕНИЕ ПОКРЫТИЕМ НА ПЛЕНОЧНОЙ ПОДЛОЖКЕ | 2016 |
|
RU2692339C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО РЕЗИСТИВНОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380861C1 |
Изобретение относится к способу изготовления суперобложек из полимерной пленки, преимущественно для тетрадей, и направлено на упрощение технологии изготовления. Сущность способа заключается в том, что отбор- товки для карманов суперобложки образуют путем вырезания срединной части из одного слоя двухслойной полосы пленки. Оставшиеся краевые части, будучи термосклеены с трех сторон с вторым слоем, образуют суперобложку с карманами, в которые вставляются листы обложки тетради. 2 ил. оз 05 00 ьо о
f««,/
9аг.2
Составитель Е.Камаганова Редактор М.Бандура Техред Н.Глушенко Корректор М.Шароши
Заказ 1489/17Тира Гт 646Подписное
ВНИИПИ Государственного комитета СССР
но делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-нолиграфическое нредприятие, г. Ужгород, ул. Проектная, 4
| Устройство для продольного сгибания ленточного материала | 1975 |
|
SU581854A3 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
