130
дром 4 и контролируют с помощью датчиков 12,13 и 15 диаметр отверстия и образующую наружной поверхности. В верхнем положении включают вращение стола, контролируют высоту диска и непараплельность его торцов, а также форму отверстия и наружной поверхности. Затем опускают стол в нижнее положение, продолжая контроль отверстия и наружной
1
Изобретение относится к технике измерения линейных размеров в машиностроении, а именно к автоматизированным средствам измерения диаметров и высот деталей типа дисков,
Целью изобретения является повышение универсальности устройства за счет упрощения переналадки с одного типоразмера дисков на другой.
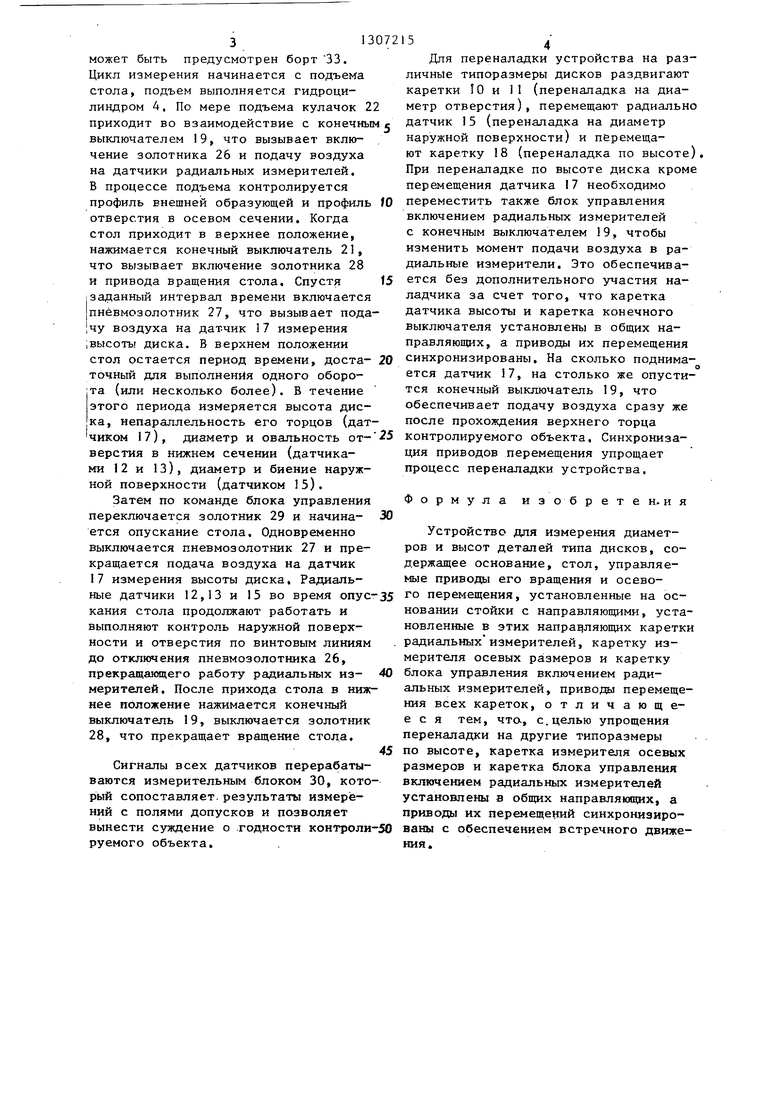
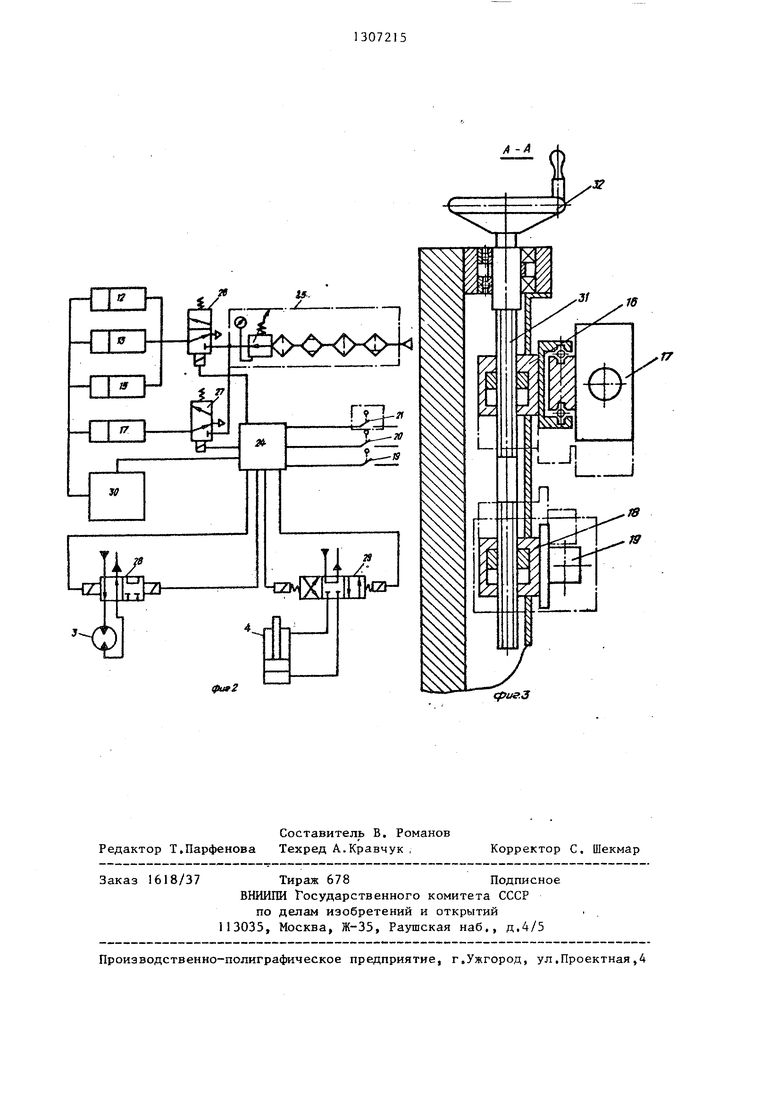
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 - структурная электропневмогидравли- ческая схема устройства; на фиг.З - узел переналадки устройства на различные высоты дисков.
Устройство содержит основание 1, на котором смонтирован стол 2 с приводом 3 его вращения и механизмом осевого перемещения, выполненным в виде гидроцилин ;ра 4. Направляющие осевого перемещения стола выполнены в виде двух цилиндрических скалок 5 и 6, На основании смонтирован также портал, состоящий из двух стоек 7 и 8 с направляюп1ими и поперечной траверсы 9, На стойках и траверсе размещены радиальные и осевые измерители, выполненные в виде кареток с датчиками. Каретки -10 и 11 несут датчики 12 и 13 диаметра отверстия, каретка 14 - датчик 15 диаметра наружной цилиндрической поверхности, каретка I6 - датчик 17 измерения высоты диска, на стойке размещен также блок управления включением радиальных измерителей, выполненный в виде каретки I8 с конечным выключателем 19. Все каретки снабжены приводами перемещений (не показаны).
Кроме того, на одной из стоек закреплены два конечных выключателя
поверхности. Для работы с дисками из пористых материалов (шлифовальных кругов) целесообразно использовать пневматические датчики. Переналадка устройства на различные высоты дисков выполняется встречным синхронньм перемещением датчика I7 высоты и конечного выключателя 19, управляющего подачей воздуха в датчики диаметра отверстия и наружной поверхности ил
20 и 21, отмечающих крайние положения механизма подъема стола. С конечными выключателями взаимодействуют кулачки 22 и 23.
При измерении дисков, выполненных из пористых материалов, например щлифовальных кругов, датчики целесообразно вьшолнять пневматическими. Управление работой этих датчиков должно осуществляться подачей и от-, ключением воздушного потока. Для управления работой устройства служит блок 24 управления (фиг.2), входные линии зтого блока соединены с конечными выключателями 19 - 21. Питание датчиков осуществляется блоком 25 - подготовки воздух а через два пневмо- золотника 26 и 27. Первый из золотников питает датчики измерения диаметров, а второй - датчик высоты диска. Управление золотниками осуществляется блоком управления. Вращение стола и его подъем управляются золотниками
28 и 29, также соединенными с блоком управления. Сигналы датчиков поступают в измерительный блок 30.
Каретки датчика I7 высоты и конечного выключателя 19 установлены в
общих направлякнцих, а привода их перемещений синхронизированы с обеспечением встречного движения. Это обеспечивается за счет исполнения приводов. Для вращения винта 31 служит маховичок 32,
Устройство работает следующим образом.
Контролируемую деталь (шлифовальный круг) загружают на стол 2 устройства, который находится в нижнем положении и не вращается. Для центрирования шлифовального круга на столе
313
может быть предусмотрен борт 33. Цикл измерения начинается с подъема стола, подъем выполняется гидроцилиндром 4. По мере подъема кулачок 22 приходит во взаимодействие с конечным выключателем 19, что вызывает вклю- чение золотника 26 и подачу воздуха на датчики радиальных измерителей, В процессе подъема контролируется профиль внешней образующей и профиль отверстия в осевом сечении. Когда стол приходит в верхнее положение, нажимается конечный выключатель 21, что вызывает включение золотника 28 и привода вращения стола. Спустя заданный интервал времени включается пнёвмозолотник 27, что вызывает подачу воздуха на датчик 17 измерения (ВЫСОТЫ диска. В верхнем положении стол остается период времени, доста- точный для выполнения одного оборота (или несколько более). В течение этого периода измеряется высота диска, непараллельность его торцов (датчиком 17), диаметр и овальность отверстия в нижнем сечении (датчиками 12 и 13), диаметр и биение наружной поверхности (датчиком 15).
Затем по команде блока управления переключается золотник 29 и начина- ется опускание стола. Одновременно выключается пнёвмозолотник 27 и прекращается подача воздуха на датчик 17 измерения высоты диска. Радиальные датчики 12,13 и 15 во время опускания стола продолжают работать и выполняют контроль наружной поверхности и отверстия по винтовым линиям до отключения пневмозолотника 26, прекращающего работу радиальных из- мерителей. После прихода стола в нижнее положение нажимается конечный выключатель 19, выключается золотник 28, что прекращает вращение стола,
Сигналы всех датчиков перерабатываются измерительным блоком 30, который сопоставляет.результаты измерений с полями допусков и позволяет вынести суждение о годности контролируемого объекта.
54
Для переналадки устройства на различные типоразмеры дисков раздвигают каретки 10 и 11 (переналадка на диаметр отверстия), перемещают радиальн датчик 15 (переналадка на диаметр наружной поверхности) и перемещают каретку 18 (переналадка по высоте При переналадке по высоте диска кром перемещения датчика 17 необходимо переместить также блок управления включением радиальных измерителей с конечным выключателем 19, чтобы изменить момент подачи воздуха в радиальные измерители. Это обеспечивается без дополнительного участия наладчика за счет того, что каретка датчика высоты и каретка конечного выключателя установлены в общих направляющих, а приводы их перемещения синхронизированы. На сколько поднимается датчик 7, на столько же опустится конечный выключатель 19, что обеспечивает подачу воздуха сразу же после прохождения верхнего торца контролируемого объекта. Синхронизация приводов перемещения упрощает процесс переналадки устройства.
Формула изобретен, ия
Устройство для измерения диаметров и высот деталей типа дисков, содержащее основание, стол, управляемые привода его вращения и осевого перемещения, установленные на основании стойки с направляющими, установленные в этих направляющих каретки радиальных измерителей, каретку измерителя осевых размеров и каретку блока управления включением радиальных измерителей, приводы перемещения всех кареток, отличающееся тем, чта, с.целью упрощения переналадки на другие типоразмеры по высоте, каретка измерителя осевых размеров и каретка блока управления включением радиальных измерителей установлены а общих направляющих, а приводы их перемещений синхронизированы с обеспечением встречного движения.
15,
.. -п
Uf2
/4 -А
д
cpuff.3
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОБИВНОЙ ПРЕСС | 1998 |
|
RU2137596C1 |
| Установка для вытягивания стеклянных трубок | 1991 |
|
SU1811506A3 |
| ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ РОТОРА, СОДЕРЖАЩИЙ ВРАЩАЮЩУЮСЯ ГОЛОВКУ С ДВУМЯ ШЛИФОВАЛЬНЫМИ КРУГАМИ | 2003 |
|
RU2301736C2 |
| Полуавтомат для контроля линейных размеров детали | 1990 |
|
SU1740973A1 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ ПОДРЕЗКИ КРУГЛЫХЗАГОТОВОК | 1969 |
|
SU251402A1 |
| Машина для гидравлического формования сильфонов | 1977 |
|
SU704698A1 |
| Способ измерения профилей катанияКОлЕСНыХ пАР пРи РЕпРОфилиРОВАНии иуСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1976 |
|
SU847945A3 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ТРУБ | 1969 |
|
SU242108A1 |
| Автомат для шлифования винтовых канавок | 1985 |
|
SU1713778A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2003 |
|
RU2233740C1 |
Изобретение относится к технике измерения линейных размеров на автоматизированных средствах измерения. Целью изобретения является повьшение универсальности устройства за счет упрощения переналадки, Устройство содержит стол 2 с приводами 3 вращения и осевого перемещения, на который устанавливают контролируемый диск. Затем стол поднимают в верхнее положение гидроцилин(Л оэ о tsD СП
Составитель В. Романов Редактор Т.Парфенова Техред А.Кравчук , Корректор С. Шекмар
1618/37
Тираж 678Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| С. С. Н. А. Ивриа>& . (Италия) | 0 |
|
SU291514A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
