ПРИБОР ДЛЯ КОНТРОЛЯ ПРОФИЛЯ РУЧЬЯ СМЕННОГО КАЛИБРА ТРУБОПРОКАТНОГО СТАНА
Заявлено 14 декабря 1959 г. за № 647274/25 в Комитет по делам изобретений и открытий при Совете Министров СССР
Опубликовано в «Бюллетене изобретений № 16 за 1960 г.
Известные приборы со стрелочным индикатором для контроля профиля ручья, например, сменного калибра трубопрокатного стана путем ощупывания криволинейной поверхности не могут измерять профилъ ручья в любом сечении по окружности.
Описываемый прибор отличается тем, что он выполнен в виде получающей возвратно-поступательное и вращательное движение вокруг оси каретки, несущей на себе угловой рычаг со щупом, взаимодействующим со стрелочным индикатором, установленным на каретке. Такое выполнение прибора позволяет измерять профиль ручья в любом сечении по окружности.
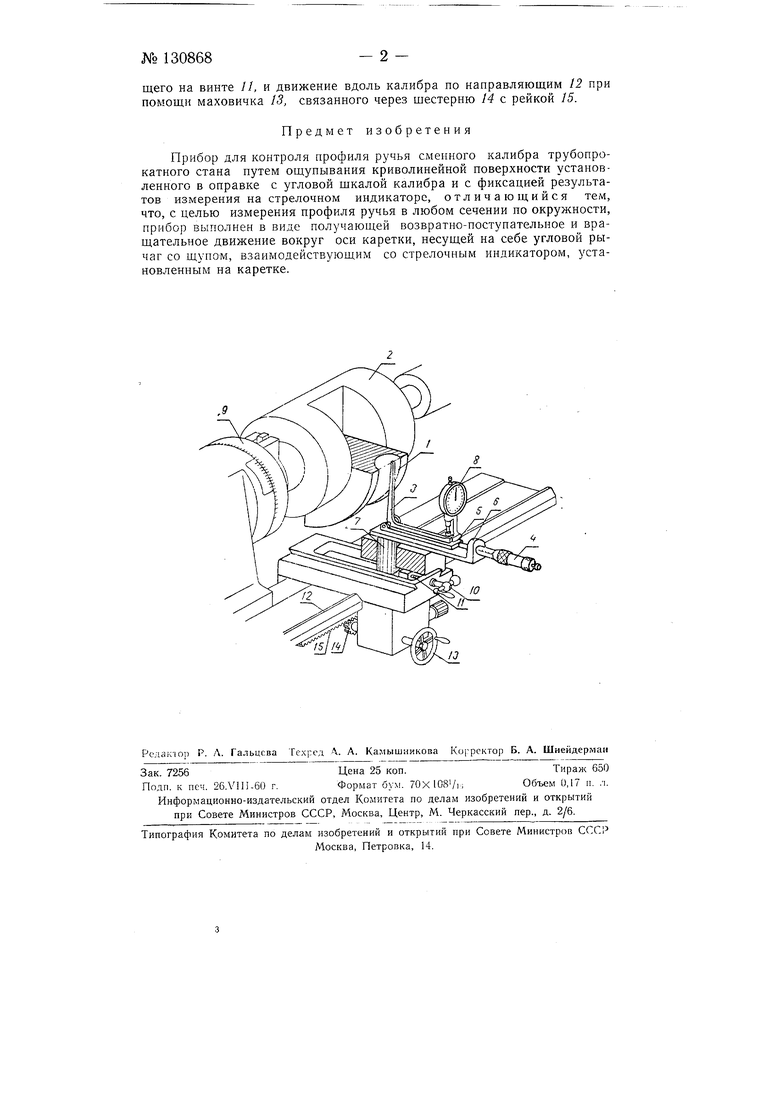
На чертеже схематически показан описываемый прибор в аксонометрии.
Контролируемый калибр / устанавливают в оправке 2. Установку углового рычага 5 со щупом на требуемый радиус производят при помощи микроскопического винта 4, перемещающего ползун 5 с укрепленным на нем угловым рычагом, размещенный на каретке 6.
Ощупывание поверхности ручья калибра угловым рычагом осуществляется путем вращения каретки 6, закрепленной на оси 7. Ось вращения каретки совмещается при измерении с центром окружности сечения ручья калибра. Измерительный рычаг при поворотах каретки описывает дугу окружности, а стрелочный индикатор 8, установлепный на каретке, фиксирует отклонения поверхности ручья в контролируемом сечении от требуемой окружности.
Для точной фиксации положения контролируемого сечения оправка с калибром соединена с угловой щкалой 9, определяющей угловые координаты этого сечения.
Для осуществления измерения калибров различных диаметров каретка получает радиальное движение при помощи маховичка 10, сидящего на винте //, и движение вдоль калибра по направляющим 12 при помощи маховичка 13, связанного через шестерню 14 с рейкой 15.
Предмет изобретения
Прибор для контроля профиля ручья сменного калибра трубопрокатного стана путем ощупывания криволинейной поверхности установленного в оправке с угловой шкалой калибра и с фиксацией результатов измерения на стрелочном индикаторе, отличающийся тем, что, с целью измерения профиля ручья в любом сечении по окружности, прибор выполнен в виде получающей возвратно-поступательное и врашательное движение вокруг оси каретки, несущей на себе угловой рычаг со щупом, взаимодействующим со стрелочным индикатором, установленным на каретке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для контроля профиля зубьев червячной шлицевой фрезы | 1960 |
|
SU141637A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КОНЦЕНТРИЧНОСТИ ПОКРЫТИЯ ЭЛЕКТРОДОВ ДЛЯ ДУГОВОЙ СВАРКИ | 2000 |
|
RU2201857C2 |
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2436640C1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2414975C1 |
| Устройство для контроля профиля зуба | 1988 |
|
SU1627812A1 |
| Способ контроля положения оси прокатки непрерывного стана | 2015 |
|
RU2607887C1 |
| Способ замера деталей | 1958 |
|
SU124141A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2397033C1 |
| Индикаторный прибор для контроля зуборезных червячных фрез | 1946 |
|
SU83884A1 |
