Устройство ДЛЯ просечки отверстий в бандажной ленте с применением гидравлического пресса, шток которого сочленен с пуансоном штампа, известны.
При использовании этих устройств бандажная лента размечается по шипам лопаток и затем отверстия под шипы прошиваются на прессах. Как разметка отверстий, так и установка ленты в штампе для прошивки по разметке производятся вручную и для каждого пакета рабочих лопаток отдельно.
Предлагаемое устройство для просечки в бандажной ленте отверстий позволяет осуш,ествлять последовательное механическое копирование шагов между соседними шипами в облопаченных дисках рабочих колес турбин и одновременно гГросечку одинаковых отверстий под эти шипы.
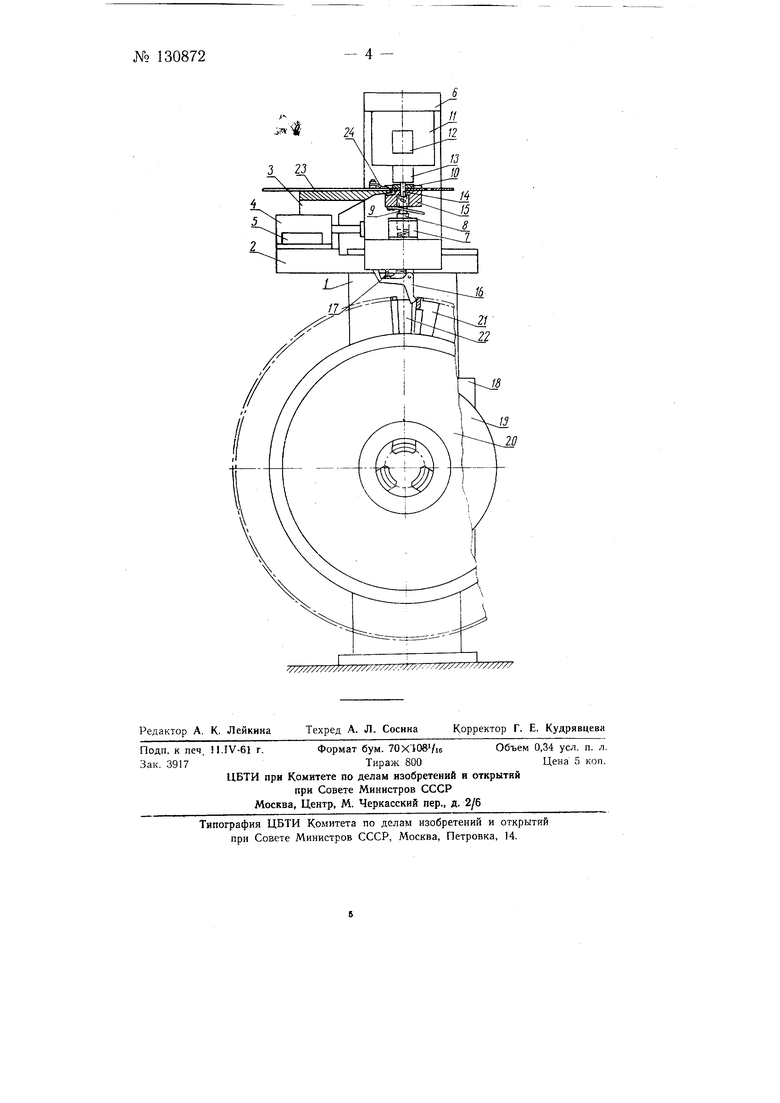
На чертеже изображена схема предлагаемого устройства. Оно состоит из станины / с верхней плитой 2, несуш,ей кронштейн 3, и двух основных узлов: узла копирования шага и просечки отверстий и узла установки и крепления облопаченного диска рабочего колеса турбины.
Узел копирования шага и просечки отверстий смонтирован на верхней плите 2 и состоит из неподвижно закрепленного на плите гидроцилиндра 4 с реверсивным золотником 5, стойки 6, подвижно установленной на направляющих плиты и несущей электромагнит 7 с сердечником 8, который жестко соединен через тягу 9 с фиксатором 10. Кроме того, стойка несет гидропресс, состоящий из гидроцилиндра 11 с реверсивным золотником 12, штоком 13, пуансоном 14 и матрицей 15, а
№ 130872- 2 также подпружиненный рычаг 16 и контакты 17, управляющие электромагнитами реверсивного золотника 12 и электромагнитом 7. Соединения контактов с электромагнитами, питающимися от сети 220 в, на чертеже не показаны.
Оба гидроцилиндра 4 и У/ имеют регуляторы скорости и питаются от общего гидронасоса (на чертеже не показаны).
Узел установки и крепления диска рабочего колеса турбины состоит из обоймы 18 и трехкулачкового самоцентрирующего патрона 19. Патрон павернут на ось, вращающуюся в обойме, причем ось удерживается от проворачивания фрикционным диском. Ось, ее тормозное устройство, а также механизм перемещения и стопор обоймы на чертеже не показаны.
Диск рабочего колеса 20 турбины после облопачиванпя устанавли вается на кулачки самоцентрирующего патрона и крепится в не.м. Для поворота патрона с установленным на нем рабочим колесом необходпмо преодолеть силы трения, создаваемые тормозным диском.
После установки рабочего колеса в зависимости от среднего щага между щипами лопаток с помощью упоров устапавливается ход щтока гидроцилиндра 4, примерно равпый 1,5 величины среднего щага по крайнему верхнему сечению лопаток.
Обойма 18 фиксируется стопором на станине / так, чтобы нижний упор рычага 16 упирался в щип лопатки 2 со стороны спинки и в крайнем правом положении находился выще верхнего сечепия лопатки на )асстоянии, равном толщине бандажной ленты.
При включении гидронасоса, питающего гидроцилиндры 4 11, щток гидроцилиндра 4 переместит жестко связанную с ним подвижную стойку 6 в крайнее правое положение по направляющим плиты 2.
При перемещении щтока гидроцилиндра 4 и стойки 6 вправо рычаг 16, упираясь в щип лопатки 21. будет поворачиваться на оси влево, не смещая диска с лопатками. Когда же рычаг повернется до замыкания контактов 17 и затем с незначительным запаздыванием упрется левым плечом в основание стойки 6, приторможенный диск рабочего колеса начнет поворачиваться вправо, пока стойка 6 не достигнет своего крайнего правого положения. Крайнее правое положение нижнего упора рычага при этом должно соответствовать расстояпию, равному 0,,5 шага между щипами от оси колонки.
При замыкании контактов 17 срабатывает электромагнит реверсивного золотника 12. При этом щток 13 гидроцилиндра // с пуансоном 14 начнут перемещаться вниз, соверщая рабочий ход. В то же вре мя при замыкании контактов 17 замкнется цепь электромагнита 7 и втягивающийся сердечник 8 повлечет за собой тягу 9 и фиксатор 10. Последний жестко закрепит бандажную ленту 23 на матрице 15.
Бандажная лента, лежащая в ручье кронщтейна 5 и в ручье матрицы 15, приваренной к стойке 6, удерживается от произвольного продольного смещения относительно кронщтейна пружиной 24. После того как фиксатор 10 прижмет бандажную ленту к ручью матрицы, она нач: нет перемещаться вправо вместе со стойкой 6. Перемещение ее закончится, когда стойка дойдет до крайнего правого положения и начнет возвращаться назад, так как повернувщийся при этом вправо рычаг 16 разомкнет контакты 17 и фиксатор 10 освободит бандажную ленту.
При перемещении щтока гидроцилиндра 4 и стойки 6 в обратную сторону (влево) правое .плечо рычага 16 повернется вправо, скользя по щипу следующей лопатки 22, и перейдет через этот щип. По достиг женин стойкой 6 левого крайнего положения цикл автоматически повторится, в. той ке последовательности.
И р с д м с т II 3 о б р (; тения
Устройство для просечки в бандажной ленте отверстий с применением гидравлического пресса, шток которого сочленен с пуансоном штампа, отличающееся тем, что, с целью осуществления просечки одинаковых отверстий с переменным шагом под шипы облопаченны.х дисков, рабочих колес турбин, совпадающих с расположением этих шипов на диске, гидравлический пресс выполнен передвижным в горизонтальных направляющих посредством гидравлического цилиндра и снабжен подпружиненным двуплечим рычагом, одно плечо которого взаимодействует с контактами электромагнитов реверсивного золотника пресса и приспособления для зажима обрабатываемой ленты на матрице штампа для их включения при перемещении пресса в направлении рабочего движения ленты, а другое плечо рычага взаимодействует с лопаткой диска для его поворота на оси, вмонтированной в станину устройства.
№ 130872
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для опрессовки концов трубок | 1959 |
|
SU131325A1 |
| ПРЕСС ГИДРОПУЛЬСАЦИОННО-ШАГОВОГО ДЕЙСТВИЯ | 1994 |
|
RU2101121C1 |
| Штамп для прессования изделий из порошковых материалов | 1977 |
|
SU683922A1 |
| Комбинированный штамп для просечки и отбортовки отверстий | 1939 |
|
SU61408A1 |
| УСТРОЙСТВО для ОБВЯЗКИ ШТУЧНЫХ ПРЕДМЕТОВ МЕТАЛЛИЧЕСКОЙ ЛЕНТОЙ | 1972 |
|
SU331000A1 |
| Способ прессования заготовок металлокерамических изделий и устройство для его осуществления | 1961 |
|
SU147894A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ СЕТЧАТОГО | 2003 |
|
RU2240195C1 |
| ПРЕСС ГИДРОИМПУЛЬСНОГО ШАГОВОГО ДЕЙСТВИЯ | 1996 |
|
RU2093296C1 |
| Устройство для изготовления пружин для односторонных грыжевых бандажей | 1975 |
|
SU535994A1 |
| Устройство для подачи ленточного материала в рабочую зону пресса | 1977 |
|
SU759183A1 |