113
Изобретение относится к технологическому оборудованию для формования обмотки статора электрической машины и может быть использовано в электротехнической промышленности.
Цель изобретения - улучшение качества формования лобовых частей обмотки по внутреннему диаметру путем ликвидации защемления проводников.
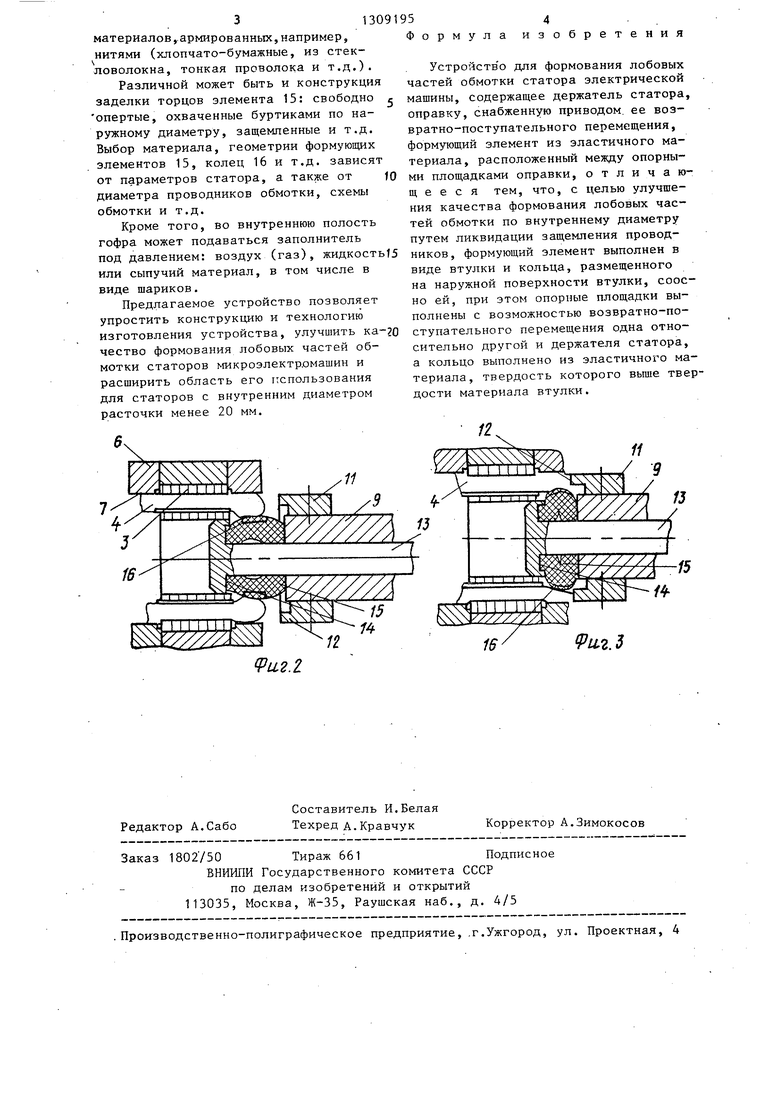
На фиг.1 показано устройство нос- ле ввода формующих элементов в ста- тор, общий вид; на фиг.2 - то же,промежуточная стадия формования; на фиг.З - то же, конечная стадия формования,
Устройство (фиг.1) содержит основание 1, держатель 2 статора 3 с обмоткой 4, закрепленной в пазах пазовыми клиньями 5, На держателе 2 pac положены оправки 6 со стороны обоих торцов статора 3 с поверхностями 7, формующими наружный диаметр лобовых частей обмотки 4.
Соосно со статором 3 со стороны обоих его торцов в направляющих 8 расположены оправки в виде полых штоков 9, каждый из которых снабжен нажимной опорной площадкой 10, соединенной с приводом возвратно-поступа- тельного движения. На штоке 9 установлена обойма 11 с торцовой формующей поверхностью 12 для формирования торцов лобовых частей обмотки 4, шток 13, имеющий опорную площадку -14 с возможностью возвратно-поступательного перемещения от привода. На што- ке 13 между опорной площадкой 14 и площадкой 10 установлен формующий элемент 15. Формующий элемент 15 вы- полнен в виде эластичной втулки с высотой, необходимой и достаточной для образования одного гофра от продольного сжатия, и с запрессованным по наружному диаметру эластичным коль цом 16, материал которого имеет твердость выше, чем твердость втулки, и с высотой, соответствующей высоте лобовых частей обмотки. Кольцо по высоте может быть равной или переменной толщины, т.е. с переменной жесткостью по высоте.
Устройство работает следующим образом.
В исходном положении статор 3 установлен в держателе 2, а штоки 9 и 1 с формующими элементами 15 отведены от торцов статора 3 с обеспечением
952
равноудаленности формующих элементов 15 и формующих поверхностей 12.
Перемещение штоков 9 и 13 осуществляется с помощью программного управляющего устройства. При вводе формующих элементов 15 в статор 3 и отводе их от статора штоки 9 и 13 (по одному торцу статора) перемещаются одновременно в одном направлении, в режиме формования обмотки штоки 9 и 13 перемещаются встречно в противоположном направлении с изменяемой относительной скоростью.
При рабочем ходе (фиг.2) штоки 9 и 13 перемещаются к торцу статора 3 и частично вводят формующий элемент 15 в расточку статора.таким образом,чтобы кольцо 16 расположилось против лобовой части обмотки 4,Штоки 9 и 13 останавливают. После чего производят рабочий режим формования. Для этого сначала дают перемещение штоку 13 в Jнaпpaвлeнии от статора при остановленном штоке 9 или перемещающемся штоке 9 встречно со значительно меньшей скоростью. При этом опорная площадка 14, перемещаясь к неподвижной . опорной площадке 10 (или относительно неподвижной), сжимает формующий элемент 15. При этом от продольного сжатия начинает образовываться гофр, и на лобовую часть обмотки 4 действуют усилия как радиальные, отжимающие ее к наружному диаметру статора, так и усилия вдоль оси статора, поднимающие лобовые части от торца статора. Кольцо 16 занимает положение против лобовых частей обмотки. Затем дают встречное перемещение штоку 9 (или увеличивают скорость его перемещения до скорости штока 13). Происходит симметричное сжатие формующего элемента 15 с обоих торцов, гофр как бы расплющивается, т.е. на лобовые части обмотки действуют только радиальные усилия (фиг.З), разжимающие обмотку. Необходимый контур внутренней поверхности обжатой лобовой части обмотки можно получить подбором материала формуюа;его элемента 15 и кольца 16, их геометрией, положением кольца 16 относительно торцов элемента 15, а также выбором режима встречных перемещений площадок 10 и 4.
Исполнение формующих элементов 15 может быть многообразным: как из однородного материала, например из на- куумной резины, так и из эластичных
3130
материалов,.армированных,например, нитями (хлопчато-бумажные, из стекловолокна, тонкая проволока и т.д.).
Различной может быть и конструкция заделки торцов элемента 15: свободно опертые, охваченные буртиками по наружному диаметру, защемпенные и т.д. Выбор материала, геометрии формующих элементов 15, колец 16 и т.д. зависят от параметров статора, а также от диаметра проводников обмотки, схемы обмотки и т.д.
Кроме того, во внутреннюю полость гофра может подаваться заполнитель под давлением: воздух (газ), жидкость или сыпучий материал, в том числе в виде шариков.
Предлагаемое устройство позволяет упростить конструкцию и технологию изготовления устройства, улучшить качество формования лобовых частей обмотки статоров микроэлектр.омашин и расширить область его использования для статоров с внутренним диаметром расточки менее 20 мм.
95 Формула
изобретения
Устройств о для формования лобовых частей обмотки статора электрической машины, содержащее держатель статора, оправку, снабженную приводом, ее возвратно-поступательного перемещения, формующий элемент из эластичного материала, расположенный между опорными площадками оправки, отличающееся тем, что, с целью улучшения качества формования лобовых частей обмотки по внутреннему диаметру путем ликвидации защемления проводников , формующий элемент выполнен в виде втулки и кольца, размещенного на наружной поверхности втулки, соос- но ей, при этом опорные площадки выполнены с возможностью возвратно-поступательного перемещения одна относительно другой и держателя статора, а кольцо выполнено из эластичного материала, твердость которого тведости материала втулки.
12
/
Ь/5
/4 ZZZZ//Z2
9и,г.
и,2.г
Редактор А.Сабо
Составитель И.Белая Техред А.Кравчук
Заказ 1802750 Тираж 661Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, .г.Ужгород, ул. Проектная, 4
Корректор А.Зимокосов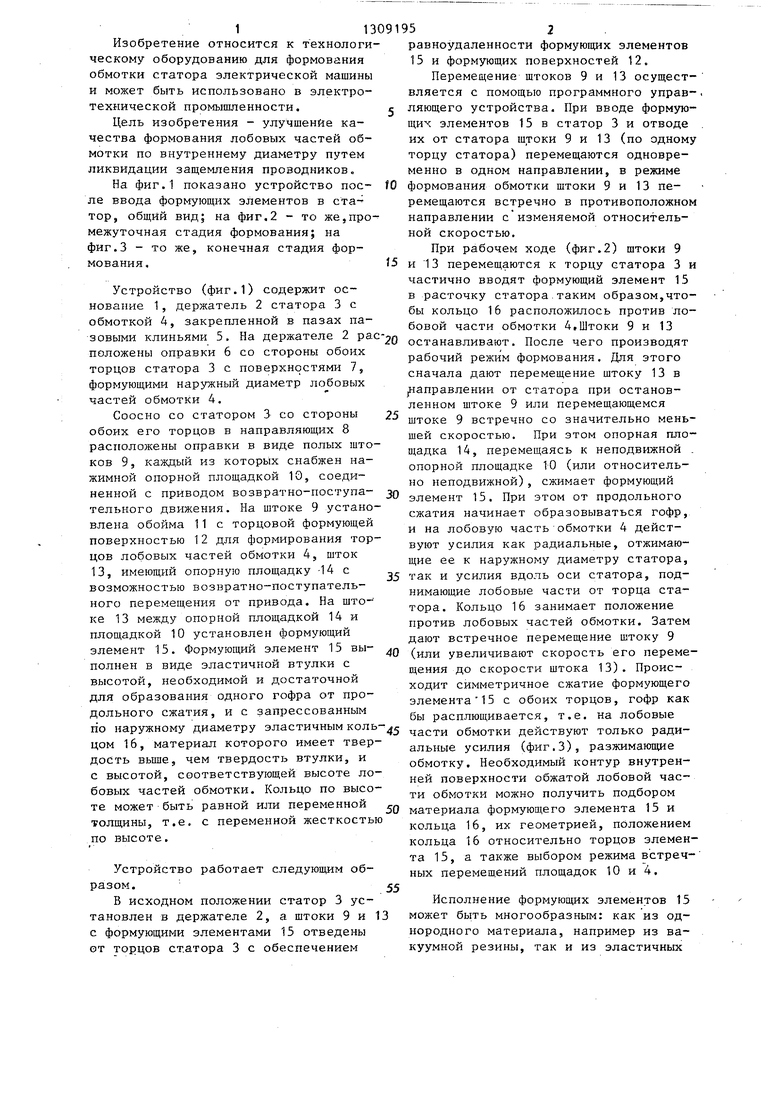
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования лобовых частей обмотки статоров электрической машины | 1985 |
|
SU1259422A1 |
| Устройство для разжима и осадки обмотки в пазах статора электрической машины | 1983 |
|
SU1200361A1 |
| Устройство для укладки катушек обмотки в пазы статора электрической машины | 1986 |
|
SU1403259A1 |
| Устройство для изготовления и укладки катушек всыпной обмотки в пазы статора электрической машины | 1984 |
|
SU1302388A1 |
| Устройство для укладки катушек обмотки в пазы статора электрической машины | 1984 |
|
SU1307510A1 |
| Устройство для укладки катушек всыпной обмотки в пазы статора электрической машины | 1984 |
|
SU1233245A1 |
| Устройство для укладки обмотки в пазы статора электрической машины | 1986 |
|
SU1385195A2 |
| Устройство для отгиба лобовых частей обмотки статора | 1981 |
|
SU1061221A1 |
| Устройство для укладки всыпной обмотки в пазы статора электрической машины | 1972 |
|
SU655035A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ЛОБОВОЙ ЧАСТИ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКИХ МАШИН | 1970 |
|
SU288709A1 |
Изобретение относится к технологическому оборудованию для формования обмоток статоров электрических машин и может быть использовано в э| ектротехнической промышленности. Цсглью изобретения является улучшение качества формования лобовых частей обмотки по внутреннему диаметру за , 12 //jA г 1 1111 I /// счет ликвидации защемления проводников. На оправке, выполненной в виде штока 9,имеются опорные площадки 10 и 14. Площадка 14 расположена на штоке 13, установленном на штоке 9 соос- но ему. Опорные площадки 10 и 14 выполнены с возможностью возвратно-поступательного перемещения относительно друг друга и держателя статора. На штоке 13 между опорными площадками установлен формующий элемент, выполненный в виде втулки 15 из эластичного материала и кольца 16, размещенного на втулке, при этом эластичный материал кольца имеет твердость выше твердости материала втулки. От про-, дольного сжатия втулки 15 опорными площадками 10 и 14 образуется гофр и на лобовую внут;ч ннюю часть обмотки 4 действуют как радиальные усилия от кольца 16, так и усилия вдоль оси статора 3, поднимающие лобовые части от торца статора. 3 ил. (Л оэ о со со ел . иг.1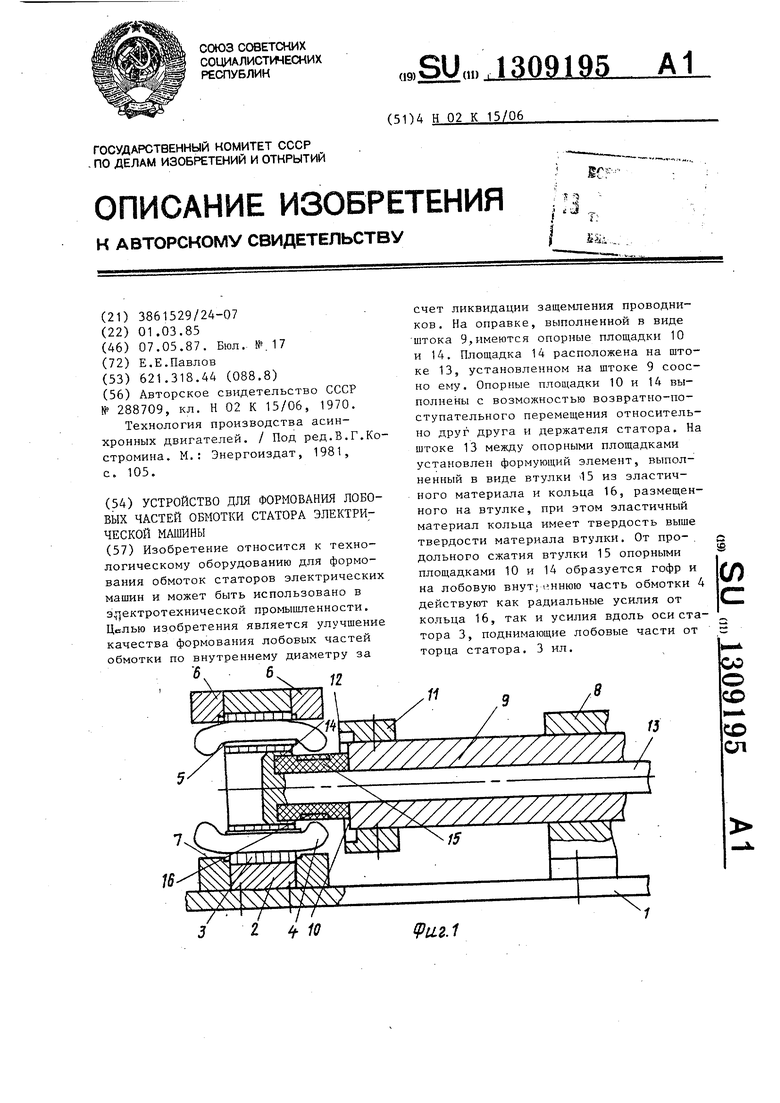
| УСТРОЙСТВО для ФОРМОВАНИЯ ЛОБОВОЙ ЧАСТИ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКИХ МАШИН | 0 |
|
SU288709A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Технология производства асинхронных двигателей | |||
| / Под ред.В.Г.Ко- стромина, М.: Энергоиздат, 1981, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
