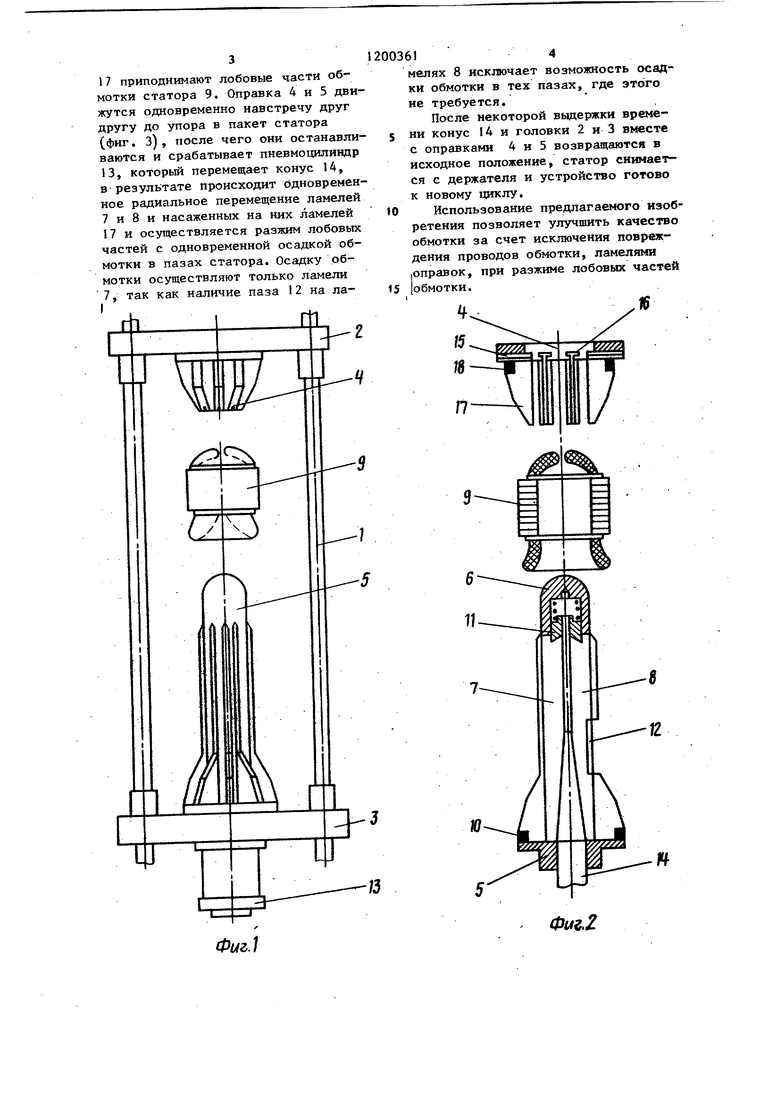
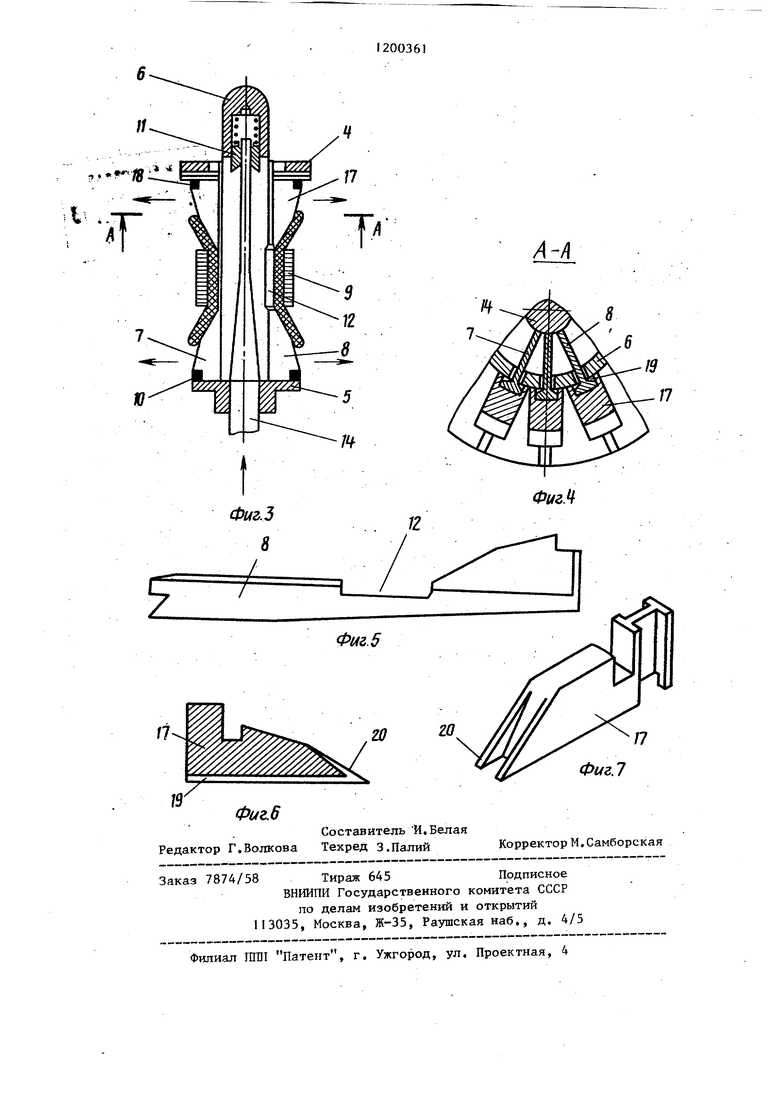
Изобретение относится к технологическому оборудованию для изготовления электрических машин, а именно установки обмотки в статор, и может быть использовано в электромапшностроеиии. Це-лью изобретения является улучшение качества путем исключения повреждения провода при защемлении его ламелями оправок. На фиг. I изображено устройство для разжима и осадки обмотки в пазйх с.татрра, общий вид; на фиг. 2 исходное положение оправок и статора, разрез; на фиг, 3 рабочее положение оправок и статора, разрез, на фиг. 4 - сечение А-А на фиг. 3, на фиг. 5 - ламель нижней оправкиi на фиг. 6 - ламель верхней оправки, разрез; на фиг. 7 - ламель верхней оправки в аксонометрии. Устройство для разжима и осадки обмотки в пазах статора фиг. 1) содержит направляющие 1 с размещенными на них подвижными головками 2 и 3 с возможностью их возвратнопоступательного перемещения при помощи привода Гне показано) . На подвижных головках 2 и 3 соосно закреплены верхняя 4 и нижняя 5 оправки. Нижняя оправка 5 (фиг. 2) вьшол нена в виде полого цилиндра 6 со сф рической заходной частью и прорезями, расположенными по окружности цилиндра. В прорезях размещены Т-об разные ламели 7 и 8, одна из рабочих поверхностей которых выполнена в форме клина, расположенного остри ем в сторону статора 9 и с возможностью радиального перемещения, причем Т-образная часть (выступ) ла мелей 7 и 8 выступает за пределы по лого цилиндра 6. В верхней части ламели снабжены пологим заходньм участком, обеспечивающим их плавный ввод в пазы статора. Ламели 7 и 8 закреплены на нижне оправке 5 с помощью эластичного кол ца 10 и подпружиненной втулки 11. Ламели 8 (фиг. 5) выполнены с пазом 12, равным по длине пакету Статора, и глубиной, равной по величине ради альному ходу ламеля 8, для предотвр щения осадка обмотки в тех пазах статора, где это не требуется. На головке 3 (фиг. 1) закреплен пневмоцилиндр I3 радиального хода 612 ламелей оправки 5, на штоке которого закреплен конус 14 (фиг. 2) для одновременного разжима ламелей 7 и 8, Верхняя оправка 4 (фиг. 2) выполнена в виде планшайбы 15, в Т-образных пазах 16 которой размещены с возможностью радиального перемещения ламели 17, которые охвачены эластичным кольцом 18 и в сборе имеют форму усеченного конуса. Профиль.ламелей 17 верхней оправки 4 повторяет профиль основания ламелей 7 и 8 нижней оправки 5. Каждая из ламелей 17 (фиг. 6) снабжена сквозным продольным пазом 19, соответствующие Т-образной части ламелей 7 и 8, выступающей за пределы полого цилиндра 6 нижней оправки 5, а в своей заходной части ламели I7 снабжены направляющими выступами 20 (фиг. 6 и 7) для предотвращения захвата проводников между ламелями обеих оправок при их смыкании. Устройство работает следующим образом. Статор 9 устанавливается со- осно между оправками 4 и 5 в держателе (не показан) выводными концами вниз (фиг. 1). Затем с помощью привода возвратно-поступательного перемещения происходит перемещение по направлению к статору головки 3 с оправкой 5, цилиндрическая часть которой проходит сквозь расточку статора, а выступающие Т-образные части ламелей 7 и 8 проходят сквозь пазы статора. Продолжая свое движение оправка 5 входит внутрь оправки 4, при этом Т-образные части ламелей 7 и 8 оправки 5 входят в сквозные пазы 19 ламелей 17 оправки 4. При этом лобовые части обмотки статора располагаются на Т-образных частях лапелей 7 и 8. , В тот момент, когда между торцами пакета статора и клиновидными частями ламелей 7 и 8 с одной стороны и ламелями 17 с другой остается одинаковое расстояние навстречу движению оправки 5, с помощью привода возвратно-поступательного перемещения (не показано), начинает двигаться оправка 4 При этом внутренняя плоскость пазов 19 ламелей 17 (фиг.4) скользит по наружной поверхности Т-образных частей ламелей 7 и 8 направляющие выступы 20 ламелей 17 приподнимают лобовые части обмотки статора 9. Оправка 4 и 5 движутся одновременно навстречу друг другу до упора в пакет статора (фиг. З) , после чего оии останавли ваются и срабатывает пневмоцилиндр 13, который перемещает конус 14, в результате происходит бдновремен ное радиальное перемещение ламелей 7 и 8 и насаженных на них ламелей 17 и осуществляется разжим лобовых частей с одновременной осадкой обмотки в пазах статора. Осадку обмотки осуществляют только ламели 7, так как наличие паза 12 на ла 614мелях 8 исключает возможность осадки обмотки в тех пазах, где этого не требуется. После некоторой выдержки времени конус 14 и головки 2 и 3 вьюсте с оправками 4 и 5 возвращаются в исходное положение, статор снимается с держателя и устройство готово к новому циклу. Использование предлагаемого изобретения позволяет улучшить качество обмотки за счет исключения повреждения проводов обмотки, ламелями оправок, при разжиме лобовых частей обмотки.
Фиг.1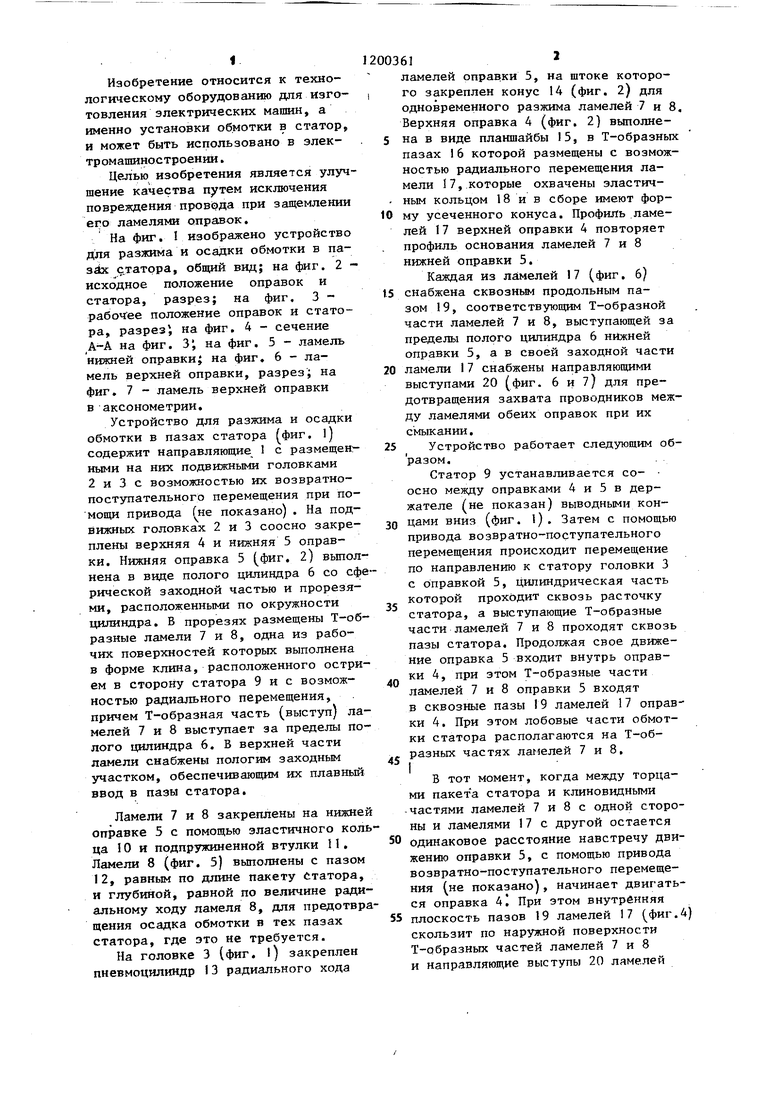
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отгиба лобовых частей обмотки статора | 1981 |
|
SU1061221A1 |
| Устройство для опрессовки лобовых частей обмоток электрических машин | 1986 |
|
SU1494143A1 |
| Устройство для укладки катушек всыпной обмотки в пазы статора электрической машины | 1984 |
|
SU1233245A1 |
| Устройство для изготовления и укладки обмотки в пазы статора электрической машины | 1989 |
|
SU1674314A1 |
| Автомат для одновременной гибки в противоположных направлениях концов длинномерной заготовки | 1987 |
|
SU1542659A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2627228C9 |
| Устройство для укладки катушек обмотки в пазы статора электрической машины | 1986 |
|
SU1403259A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Устройство для крепления концевого инструмента в шпинделе станка | 1986 |
|
SU1440625A1 |
| Устройство для разжима лобовых частей всыпной обмотки статора электрической машины | 1985 |
|
SU1310959A1 |
УСТРОЙСТВО ДЛЯ РАЗЖИМА И ОСАДКИ ОБМОТКИ В ПАЗАХ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, содержащее . направляющие элементы и установленные на направляющих элементах головки с соосно размещенными на них нижней и верхней оправками с ламелями и привод радиального перемещения ламелей нижней оправки, отличающееся тем, что, с целью улучшения качества путем исключения повреждения провода при защемлении его ламелями оправок, ламели верхней оправки выполнены с продольным пазом на внутренней поверхности и выступами на рабочей поверхности для раздвигания лобовой части обмотки и установлены на оправке с возможностью перемещения в радиальном направлении, а ламели нижней оправки вьтолнены с про§ дольным выступом на наружной поверхности, при этом пазы ламелей (Л верхней оправки имеют возможность контактирования с выступами ламелей нижней оправки.
| Костромин В.Г | |||
| Технология производства асинхронных двигателей | |||
| М.: Энергоиздат, 1981, с, 103-105, 180-182„ Устройство для разжима и осадки обмотки в пазах статора | |||
| Фирма Statomat ФРГ | |||
| Тезисы доклада на симпозиуме в г | |||
| Москве, 1975. |
