о а
яяЛ. Ю
to Изобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в электротехнической промышленности. Известно устройство для отгиба лобовых частей, содержащее две головки с закрепленными на Них фасонными оправками. Одна оправка выполнена в виде стержня с конусом, на конце которого по наружному диаметру расположены шпоночные пазы. Вторая оправка выполнена в виде втулки с отверстием, по внутреннему диаметру которой закреплены шпонки. В процессе работы фасонный стержень проходит сквозь внутренний диаметр расточки статора и конусной частью разжимает лобовые части обмоток статора на величину своего наружного диаметра, а затем проходит внутрь второй фасонной оправки со-шпонками 1. Недостатком этого устройства является низкое качества отгиба из-за захвата витков обмотки шпоночными пазами, расположенными На движущейся конической оправке. Известно также устройство для отгиба лобовых частей статора, содержащее направляющие элементы с размеп1енны /1и на них подвижными головками с оправками, на одном конце каждой из которых выполнены заходные конические части. Оправки ввоаятся в расточку статора только после предварительного отгиба лобовых частей обмотки 2. Однако при работе с данным устройством происходит защемление и захват витков обмотки при смыкании оправок в расточке статора, что ухудшает качество отгиба. Целью изобретения является улучшение качества отгиба лобовых частей за счет исключения защемления витков обмотки. Поставленная цель достигается тем, что в устройстве для отгиба лобовых частей обмотки статора, содержащем направляющие элементы с размещенными на них подвижными головками с оправками, на конце одной из которых выполнен конус, оправка, на одном конце которой выполнен конус, снабжена стержнем, установленным и жестко закрепленным внутри нее, и полым цилиндром, расположенным на стержне с возможностью возвратно-поступательного перемещения, а другая оправка выполнена с центральным коническим отверстием, конусность которого соответствует конической поверхности первой оправки. На фиг. 1 схематически показано предлагаемое устройство, общий вид; на фиг. 2 - оправка и статор, исходное положение; на фиг. 3 - оправка и статор, момент отгиба. Устройство для отгиба лобовых частей обмотки статора содержит направляющие 1, закрепленные на станине станка (не показано), с размещенными на них подвижными головками 2 и 3 со свободным перемещением например посредством щтоков 4 гидроцилиндррв 5 привода горизонтального переме21щения (не показано). На подвижных головках 2 и 3- соосно закреплены оправки б и 7, выполненные в виде фасонных втулок с выступами для размещения лобовых частей обмотки статора 8. Оправка 6 выполнена составной, внутри нее при помощи гаек 9 закреплен стержень 10 с насаженным на нем подвижным цилиндром (гильзой) 11, причем На одном конце стержня 10 и подвижной гильзы 11 выполнены конуса, а оправка 6 выполнена с прорезями 12 для удобного доступа к гайкам 9, которые, кроме того, служат и для регулирования длины выдвинутой части стежня 10 с подвижной гильзой 11. Гайка 13 служит для ограниче-. ния движение-подвижной гильзы 11. Стержень 10, в свою очередь, снабжен каналом 14 для подачи масла в герметичную кольцевую полость 15, образованную, внутренней поверхностью подвижной гильзы 11 и стержнем 10, из гидросистемы. Оправка 7 выполнена в виде фасонной втулки с центральным коническим отверстием, конусность которого соответствует конической поверхности, образованной коническими поверхностями стержня 10 и подвижной гильзы 11. УстройстЕЮ для отгиба лобовых частей обмотки статора работает следующим образом. Подвижные головки 2 и 3 с закрепленными на них оправками б и 7 находятся в крайнем исходном.положении, а между ними соосно устанавливается статор 8. В это время герметичная полость 15 оправки б заполнена маслом, а канал 14 для подачи масла в гильзу И (полость 15) закрыт и обеспечивает неподвижную фиксацию. С помощью штока 4 гидроцилиндра 5 подвижная головка 2 с оправкой б перемещается по направляющим 1 к статору 8. Стержень 10 с подвижной гильзой 11, проходя через внутренний диаметр статора 8, по пути отгибают лобовые части обмотки йа величину наружного диаметра подвижной гильзы 11. При дальнейшем движении оправки б вперед гильза 1I своей конической частью упирается в конусную часть отверстия оправки 7, образуя наружными диаметрами сплощную цилиндрическую поверхность, исключая тем самым защемление и захват витков обмотки. В этот момент в стержне 10 открывается канал 14 для отвода масла и снимается фиксация с гильзы II. Одновременно с этим начинается движение головки 3 с оправкой 7 по направлению к статору 8, при этом подвижная головка 2 вместе с оправкой б проолжает свое движение. При перемещении головки 3 оправка 7 скбльзит по стержню 10, одновременно двигая перед собой подвижную гильзу И. Продолжая свое движение навстречу друг другу до упора в пакет статора, оправки 6 и 7 отгибают лобовые части обмотки статора 8. После окончания отгиба головки 2 и 3 вместе с оправками 6 и 7 возвращаются в исходное положение, при этом через канал 14 нагнетается масло, в полость 15, за счет этого гильза II перемещается относительно стержня 10 в исходное положение. Канал 14 закрывается и фиксирует подвижную гильзу 11.
На этом цикл работы заканчивается.
Применение в устройстве оправок предложенной конструкции позволяет 1СКЛЮЧИТЬ
возможность защемления и захвата витков обмотки при отгибе лобовых частей и тем самым улучшить качество отгиба.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разжима и осадки обмотки в пазах статора электрической машины | 1983 |
|
SU1200361A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2627228C9 |
| Способ изготовления обмотки полого цилиндрического якоря | 1986 |
|
SU1417119A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Способ изготовления статора электрической машины и технологическая оправка для его изготовления | 1990 |
|
SU1806437A3 |
| МЕХАНИЗИРОВАННАЯ ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСНОЙ ИЗОЛЯЦИИ СТЕРЖНЕЙ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1968 |
|
SU210245A1 |
| Оправка для заливки обмотки статора электрической машины изоляционным материалом | 1982 |
|
SU1136263A1 |
| УСТРОЙСТВО ДЛЯ ДЕМОНТАЖА ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1989 |
|
RU2051454C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРОМКИ ИЛИ ВЕНЧИКА НА ОТКРЫТОМ КОНЦЕ МЕТАЛЛИЧЕСКОЙ ЕМКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2433880C2 |
| СПОСОБ РАЗДАЧИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057604C1 |
УСТРОЙСТВО ДЛЯ ОТГИБА ЛОБОВЫХ ЧАСТЕЙ ОБМОТКИ СТАТОРА. содержащее направляющие элементы с размещенными На Них подвижными головками с оправками, на конце одной из которых выполнен конус, отличающееся тем, что, С целью улучщения качества за счет исключения защемления -витков обмотки, оправка, на одном конце которой выполнен конус, снабжена стержнем, установленным и жест. ко закрепленным внутри нее, и полым цилиндром, расположенным на стержне с возможностью возвратно-поступательного перемещения, а другая оправка выполнена с центральным коническим отверстием, конусность которого соответствует конической поверхности первой оправки. (Л с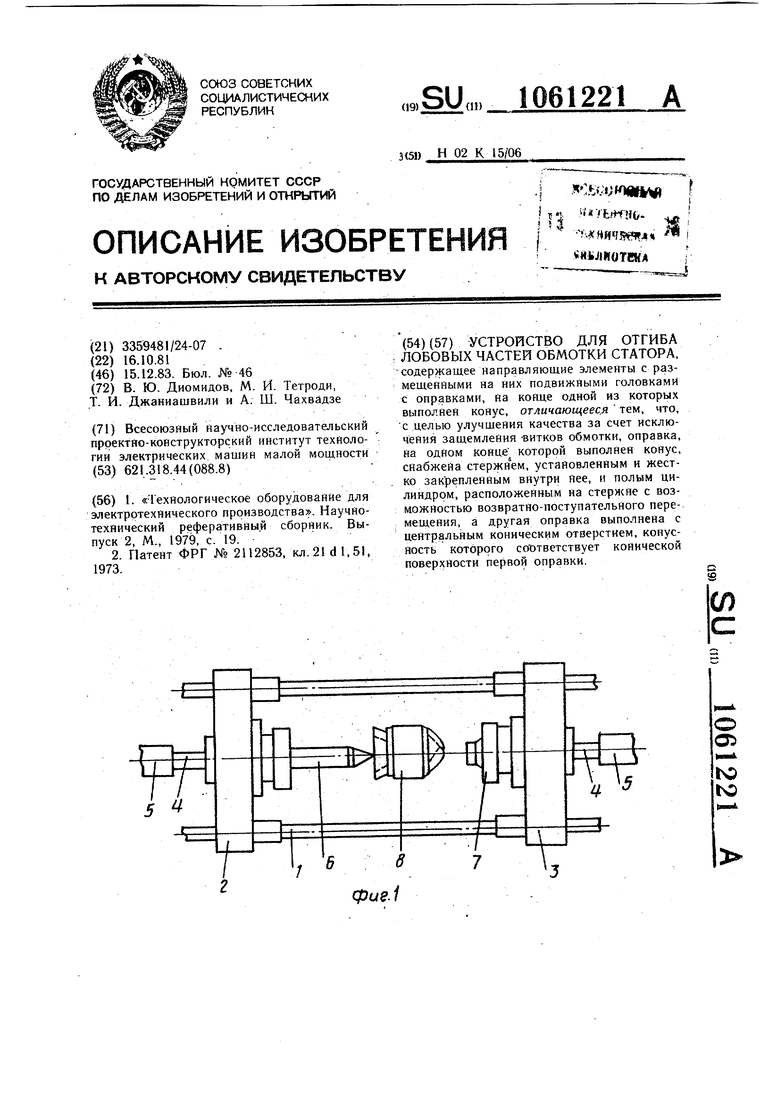
15
Т I
751
(pueZ
| I | |||
| «Технологическое оборудование для электротехнического производства | |||
| Научнотехнический реферативный сборник | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СТРОИТЕЛЬНЫЙ МОДУЛЬ | 1996 |
|
RU2112853C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
