Из(збретение относится к днф4)узион ной сварке и может быть использовано в приборостроении и точном машиностроении при изготовлении магнитных систем высокоточных приборов.
Цель изобретения - повышение качества соединения.
Способ осуществляют следующим образом. Между свариваемыми поверхностями магнитных материалов размещают промежуточную прокладку из ультрадисперсного порошка, детали устанав - ливают Б сварочную камеру и заполняют ее водородом. Детали сжимают и нагревают до температуры 0,7 температуры точки Кюри свариваемых магнитны материалов. Затем детали охлаждают до 250 С, после чего температуру вновь повьтаают до температуры 0,7 температуры точки Кюри.
Многократное повторение циклов позволяет достигнуть максимального уплотнения промежуточной прокладки. После сварки детали охлаждают и из- ;влекают из камеры.
; Благодаря циклическому изменению температуры нагрева в интервале 250°С - 0,7 температуры точки Кюри в промежуточной прокладке, состоящее из ультрадгисперсного порошка, возникают искажения кристаллической решетки, обеспечивается уплотнение прокладки, т.е. снижается, ее пористость что способствует повышению качества соединения. При температуре, превышающей 0,7 температуры точки Кюри, соединяемые материалы теряют свои свойства. При температуре ниже 250 менее интенсивно идет процесс уплотнения, И в зоне соединения наблюдя- ются поры, ухудшающие качество соединения.
Пример. Сваривали магнитный материал марки ЮНДК35Т5 с магнитно-мягким материалом 50Н через ультра-дисперсный порошок формиата никеля,
Диффузионную сварку проводили на специальной установке в среде водорода, при этом циклирование температуры осуществляли в диапазонах, при- эедениых в таблице. Количество лов - 2, сварочное давление Р 20 МПа, время выдержки 30 мин. Ка
пературы является 550 С, так как в этом
5
0
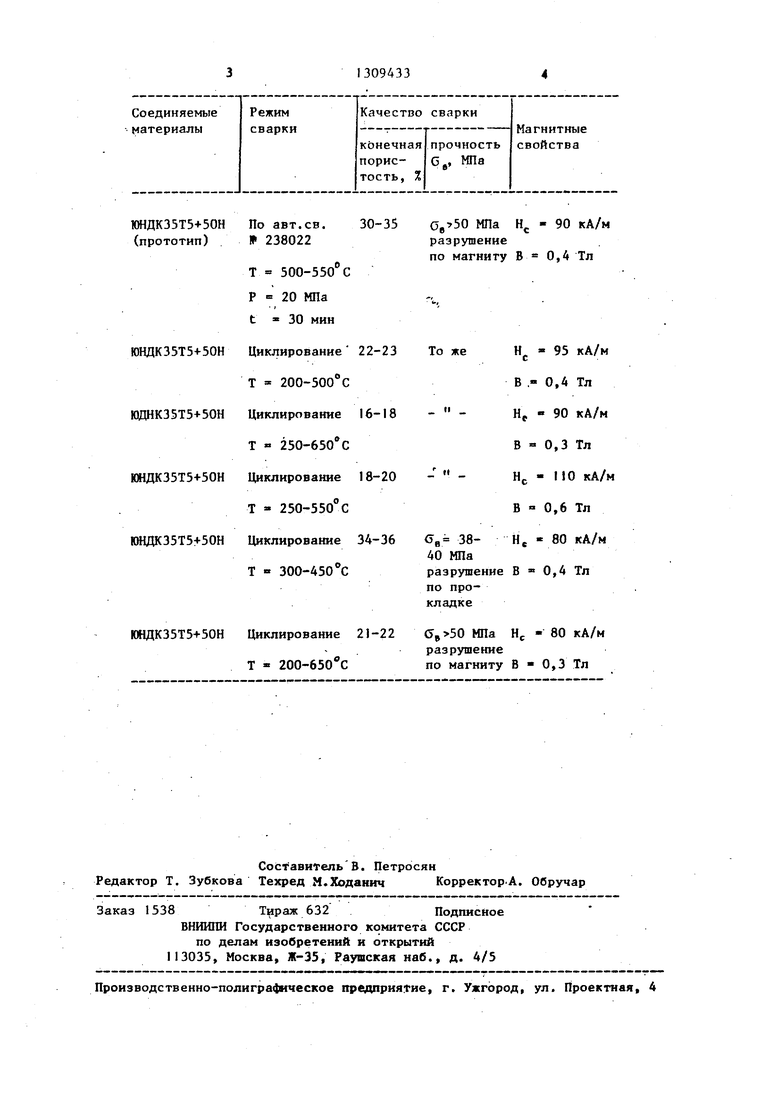
честно сварки оценивали по конечной пористости сварного шва, прочности сварных соединений и их магнитным CBoficTBaM. Полученные результаты приведены в таблипр.
Из таблицы видно, наиболее оптимальным интервалом циклирования теминтервал Т 250- случае конечная пористость сварного шва сравнительно низкая, прочность высокая, из- менения магнитных свойств (их ухудшения) не наблюдается.
Высокая пористость сварных соединений, которые получены при значениях нижней температуры Т 200 или Т 300 С (примеры 2, 5, 6), объясняется тем, что в данных случаях в виду переохлаждения или перегрева не использован эф(5)ект низкотемпературной рекристаллизации ультрадисперсного порошка (Т 250°С), при котором возникающие дополнительные искажения способствовали бы увеличению усадки прокладки и снижению ее пористости. В случаях, когда верхняя температура Т 650 С (пример 3), возможно получение качественного сварного соединения с меньшей пористостью, но резкое снижение их магнитных свойств не позволяет применять такой режим сварки, Из примера 6 видно, что этот режим не подходит по двум причинам: сравнительно высокая конечная пористость и снижение магнитных свойств из-за высокой температуры сварки. В примере 5 интервал температур неприемлем ввиду того, что довольно высокая пористость приводит к снижению проч- . ности сварного соединения.
0
5
0
45
50
Формула изобретения
Способ диффузионной сварки магнитных материалов с циклическим изменением температуры нагрева, от-: личающийся тем, что, с целью поБьшгения качества соединения при сварке через промежуточную прокладку из ультрадисперсных порошков путем снижения ее пористости, циклирование температуры производят в интервале температур 250 С - 0,7 температуры точки Кюри.
По авт.св. 30-35 W 238022
Т ЗОО-ЗЗО с Р 20 та t - 30 мин
Циклирование 22-23 Т 200-300°С Циклирование 16-18 Т - 230-630 0 Циклирование 18-20 Т - 230-330°С Циклирование 34-36 Т « 300-430 с
ЮНДКЗЗТЗ+ЗОН Циклирование 21-22
200-630 С
Составитель В. Петросян Редактор Т. Зубкова Техред М.Ходанич Корректор.А. Обручар
Заказ 1338 Тираж 632Подписное
ВНИИПИ Государетвеиного комитета СССР
по делам изобретений и открытий 113033, Москва, Ж-33, Раушская наб., д. 4/3
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
МПа Н - 90 кА/м
разрушение
по магниту В 0,4 Тл
То же
Н - 93 кА/м
В ,- 0,4 Тл Hj - 90 кА/м В 0,3 Тл
((
HC - ПО кА/м
В 0,6 Тл
Н, - 80 кА/м
В 0,4 Тл
Не - 80 кА/м
В 0,3 Тл
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2001 |
|
RU2184019C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2000 |
|
RU2184018C1 |
| Способ диффузионной сварки | 1989 |
|
SU1698019A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ КЕРАМОМАТРИЧНОГО КОМПОЗИТА С МЕТАЛЛАМИ | 2015 |
|
RU2593066C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2214896C1 |
| Способ диффузионной сварки | 2018 |
|
RU2720267C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ И/ИЛИ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ И ПАСТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2131798C1 |
| Способ диффузионной сварки | 1987 |
|
SU1418019A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2014 |
|
RU2573462C2 |
| Способ диффузионной сварки разнородных материалов через промежуточную пористую прокладку | 1983 |
|
SU1100065A1 |
Изобретение относится к диффузионной сварке и может быть испольm frr-. ;: я lut;:- .; , . E;-ib.;:-- -.Л зовано в приборостроении и трчном машиностроении при изготовлении магнитных систем высокоточных приборов. Целью изобретения является повышение качества соединения. Сварку магнитных материалов осуществляют через промежуточную прокладку из ультрадисперсных порошков. Детбши нагревают до температуры 0,7 температурй точки Кюри свариваемых магнитных материалов, охлаждают до 250 С и снова на- .гревают до прежней температуры. Многократное повторение циклов позволяет достигнуть максимального уплотнения промежуточной прокладки, 1 табл. 00 о со 4 00 со
| - Диффузионная сварка материалов: Справочник/Под редакцией Н.Ф | |||
| Казакова | |||
| М.: Малиностроение, 1981, с | |||
| Переносная мусоросжигательная печь-снеготаялка | 1920 |
|
SU183A1 |
| Авторское свидетельство СССР f 270474, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| I | |||
