алюминиевых сплавов. Целью изобретения является расширение технологических возможностей за счет обеспечения формовки тонкостенных заготовок и повышение качества. Данная цепь достигается за счет создания давления эластичного наполнителя (Н) на формообразующую деталь, равного потребному, а также за счет создания оптимального усилия подпора дна формуемого отвода. Устройство содержит матрицу с полостью, в которой размещается заготовка, с помещенным в нее Н, пуансоны осадки, в которых со стороны, контактирующей с Н, выполнены глухие цилиндрические полости, В матрице также содержится полость отвода, в которой имеется силовой элемент в виде вкладыша из эластичного материала. При перемещении пуансонов осадки происходит одновре1
Изобретение относится к обработк металлов давлением путем использования эластичного наполнителя и может быть применено для изготовления деталей из тонкостенных заготовок, выполненных, например, из алюминиевых сплавов,
Целью изобретения является расширение технологических возможностей за счет обеспечения формовки тонкостенных заготовок и повышение качества за счет создания оптимального внутреннего давления на заготовку и достаточного подпора донной части отвода.
На фиг, 1 изображено устройство в исходном и рабочем состояниях; на фиг, 2 - результаты экспериментов
по определению оптимальных диаметров
цилиндрических компенсационных полостей в пуансонах осадки и полости отвода матрицы.
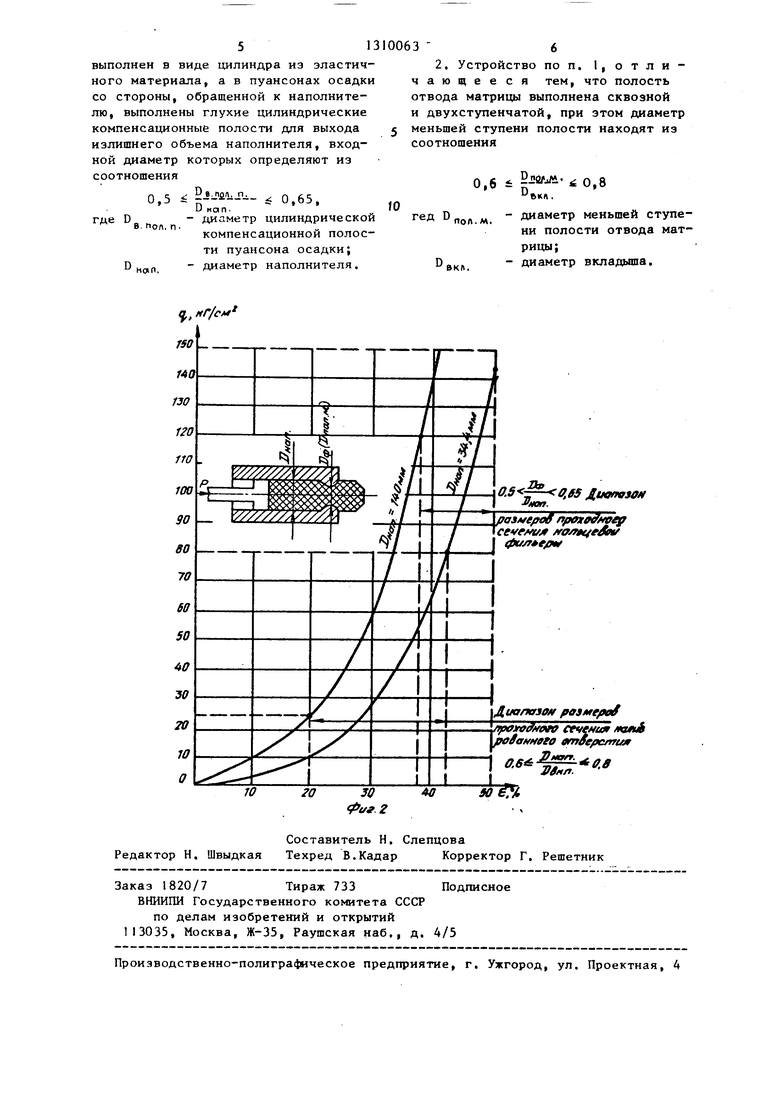
Устройство содержит разъемную матрицу 1 с полостью, в которой установлены пуансоны осадки 2 и 3, выполненные со стороны, обращенной к наполнителю 4 в виде цилиндра, с глут хими компенсационными полостями 5 с входным диаметром выхода излишнего объема наполнителя.
менно с сжатием Н и осевое сжатие заготовки, Н при достижении величины внутреннего давления, потребного для формообразования, будет частично заполнять цилиндрические компенсационные полости пуансонов осадки. Силовой элемент, размещенный в двухступенчатой полости отвода матрицы, будет осуществлять подпор дна формируемого отвода. Оптимальные параметры формообразования достигаются путем правильного выбора геометрических размеров входного диаметра цилиндрической компенсационной полости пуансонов осадки Dg, „ и диаметра меньшей ступени полости отво- ,а матрицы 0„„,. : 0,5 DB пол.п. / но,п 0,65 и 0,6 Ооо,.м,/0вц, t 0,8 где . - соответственно диаметры наполнителя и вкладыша, 1 з,п, ф-лы 2 ил.
I
5
..
5
0
5 Q
Полость отвода матрицы 6 выполнена сквозной двухступенчатой с диаметром меньшей ступени О, в этой полости смонтирован узел подпора, состоящий из подпорного пуансона 7 и силового элемента«в виде цилиндрического эластичного вкладыша 8,
Устройство работает следующим образом.
Заготовку с помещенным в нее наполнителем 4 из эластичного материала располагают в полости матрицы 1, При перемещении пуансонов осадки 2 и 3 одновременно со сжатием эластичного наполнителя происходит осевое сжатие заготовки и формообразование отвода. При этом перемещаемый с торцов заготовки эластичный наполнитель 4 частично сжимается, а частично заполняет объем формируемого отвода, достижении внутреннего давления, создаваемого эластичным наполнителем 4, величины потребного для формообразования одновременно с формовкой отвода происходит заполнение цилиндрических компенсационных полостей пуансонов эластичным наполнителем 4, Для особотонкостенных заготовок, например, из алюминиевых
3
сплавов, как показывают приведенные эксперименты, входной диаметр цилиндрической компенсационной полости в этом случае должен удовлетворять соотношению
O,5i2 - fi«-a-- 0,65,
нап.
I
где D - диаметр цилиндрической в.пол. п.
компенсационной полости пуансона осадки; D „др - диаметр наполнителя. Кроме того, при формообразовании изделий из, например, алюминиевых сплавов из-за их низкой собственной прочности особенно важно организовать правильный подпор дна формуемого отвода, В устройстве для этой цели используется силовой элемент в виде эластичного цилиндрического вкладыша, размещенного в полости отвода матрицы.
При этом для тонкостенных алюминиевых заготовок значение диаметра меньшей ступени полости отвода матрицы определяется из неравенства
,D
0, 0,8
L OV А
вкл.
где Dnofl., диаметр меньшей ступени полости отвода матрицы; D п./. диаметр вкладыша,
, .
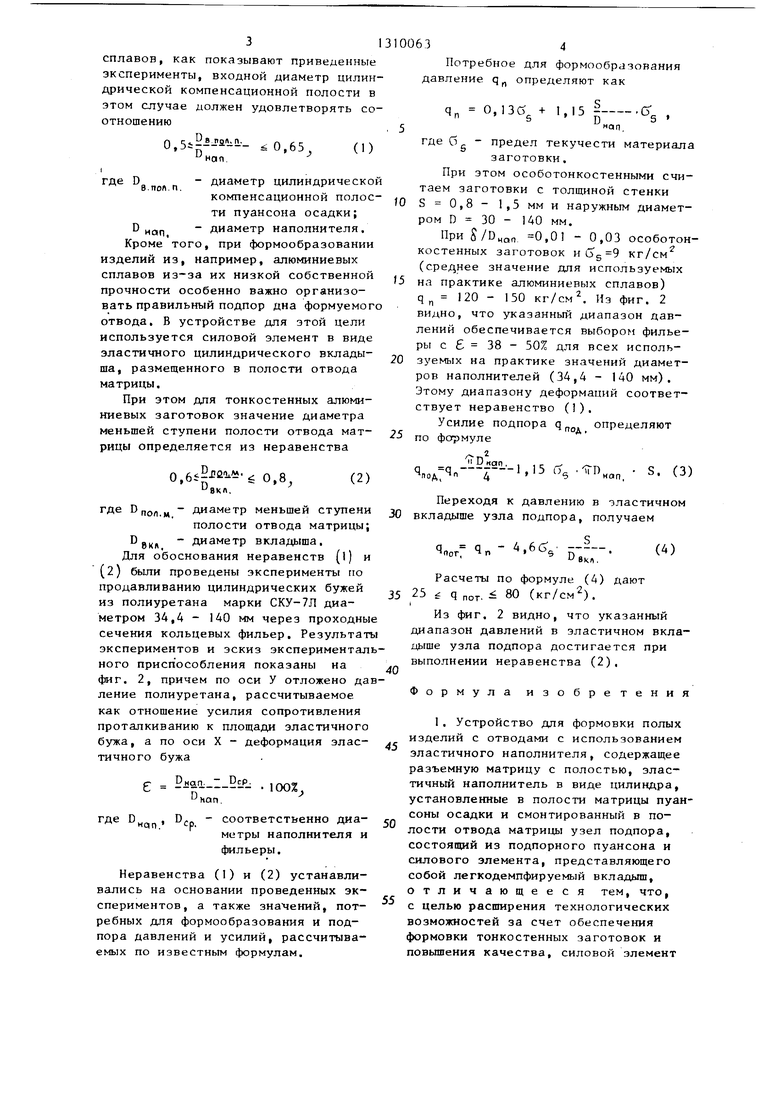
Для обоснования неравенств (1) и (2) бьши проведены эксперименты по продавливанию цилиндрических бужей из полиуретана марки СКУ-7Л диаметром 34,4 - 140 мм через проходные сечения кольцевых фильер. Результаты экспериментов и эскиз экспериментального приспособления показаны на фиг, 2, причем по оси У отложено давление полиуретана, рассчитываемое как отношение усилия сопротивления проталкиванию к площади эластичного бужа, а по оси X - деформация эластичного бужа
е Рнап. . ,QQ мап.
где D , D(. - соответстьенно диаметры наполнителя и фильеры.
Неравенства (I) и (2) устанавливались на основании проведенных экспериментов, а также зна чений, потребных для формообразования и подпора давлений и усилий, рассчитываемых по известным формулам.
3100634
Потребное для формообразования давление q определяют как
Чп 0, 1,15 IСГ.
мап
5
где С5 g - предел текучести материала
заготовки,
При этом особотонкостенными считаем заготовки с толщиной стенки ,8- 1,5 мм и наружным диаметром D 30 - 140 мм.
При 8/0„ап 0,01 - 0,03 особотон- костенных заготовок и G g 9 кг/см (среднее значение для используемых на практике алюминиевых сплавов) q 120 - 150 кг/см. Из фиг, 2 видно, что указанный диапазон давлений обеспечивается выбором фильеры с 38 - 50% для всех исполь- зуемых на практике значений диаметров наполнителей (34,4 - 140 мм), Этому диапазону деформаций соответствует неравенство (1),
Усилие подпора q определяют
по фо рмуле
;го«с
А.
1.15 С .-JTD . S. (3)
Переходя к давлению в эластичном 30 вкладыше узла подпора, получаем
Я„,, Яп - . 5
вкл.
(М
Расчеты по формуле (4) дают
25 q ,„, i 80 (кг/см).
(
Из фиг, 2 видно, что указанный диапазон давлений в эластичном вкла- .цыше узла подпора достигается при выполнении неравенства (2),
5
0
5
Формула изобретения
1, Устройство для формовки полых изделий с отводами с использованием эластичного наполнителя, содержащее разъемную матрицу с полостью, эластичный наполнитель в виде цилиндра, установленные в полости матрицы пуансоны осадки и смонтированный в полости отвода матрицы узел подпора, состоящий из подпорного пуансона и силового элемента, представляющего собой легкодемпфируемый вкладыш, отличающееся тем, что, с Целью расширения технологических возможностей за счет обеспечения формовки тонкостенных заготовок и повышения качества, силовой элемент
выполнен в виде цилиндра из эластичного материала, а в пуансонах осадки со стороны, обращенной к наполнителю, выполнены глухие цилиндрические компенсационные полости для выхода излишнего объема наполнителя, входной диаметр которых определяют из соотношения
0,5 i . 0,65,
и кап.
где D - диаметр цилиндрической в. Мол. п.
компенсационной полоснап.
ти пуансона осадки; - диаметр наполнителя.
и
1310063 -6
2. Устройство по п. 1, о т л и - чающееся тем, что полость отвода матрицы выполнена сквозной и двухступенчатой, при этом диаметр меньшей ступени полости находят из соотношения
0,6 Dj-fi/ Ji-i 0,8 .
гед D
Пол. м.
ВКА.
-диаметр меньшей ступени полости отвода матрицы;
-диаметр вкладыша.
,fff йиапазом
ffMoa.
wa3Me/foff npmtffffffOfp cevefWJt ffO/fttfeAif (
Jiuanesof/ posMf/uf
yipOifOffffOfO CfVfMOtr ftOflA
pofaf/Kefo emoeflc/гтия
1 0.6&
УЛил.
.8
SO
Редактор H. Швыдкая
Составитель H, Слепцова
Техред В.Кадар Корректор Г. Решетник
Заказ 1820/7 Тираж 733Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 1993 |
|
RU2048225C1 |
| Способ изготовления полых изделий с отводами | 1988 |
|
SU1724405A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| Устройство для раздачи с подпором тонкостенных труб | 1985 |
|
SU1294428A1 |
| ИНСТРУМЕНТ ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2087229C1 |
| Устройство для изготовления тонкостенных полых изделий с отводами | 1984 |
|
SU1224037A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НЕРАВНОПРОХОДНЫХ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2013 |
|
RU2528927C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С КОСОУГОЛЬНЫМИ ОТВОДАМИ | 2009 |
|
RU2392077C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1986 |
|
RU1417281C |
Изобретение относится к области обработки металлов давлением с использованием эластичного наполнителя и моиет быть использовано при изготовлении деталей из особотонкостен- пых трубных заготовок, например из (Л
| Штамп для формовки полых изделий с отводами | 1974 |
|
SU582026A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
