f1
Изобретение относится к обработке металлов давлением, в частности к формовке тройников из тонкостенных трубных заготовок.
Цель изобретения - предотвраще- ние гофрообразования на торцовой части изделия.
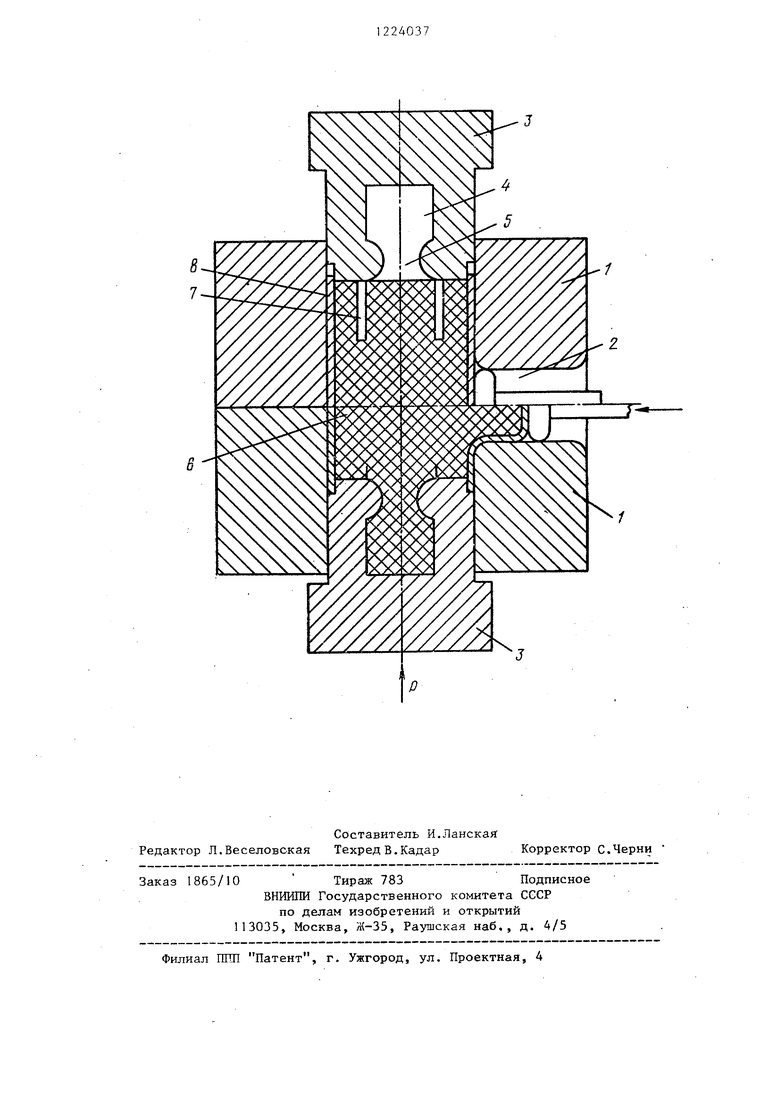
На чертеже схематически изображено устройство.
Устройство состоит из двух полу- матриц 1 с полостью 2 для отвода, приводных пуансонов 3 с цилиндрическими компенсационными полостями 4,, на входе которых установлены кольцевые фильеры 5, и эластичного напоя- нителя 6 в виде цилиндра с кольце - выми проточками 7 в торцах. Глубина проточек не превышает половины высоты эластичного наполнителя, а внутренний диаметр - диаметра цилин- дрйческой компенсационной полости.
Устройство работает следующим образом.
Первоначальным перемещением пуап- сопов 3 сжимают эластичньш напол- нитёль 6, выбирая зазоры межд,у эластичным наполнителем 6 и заготовкой 8, а также заполняя объем кольцевой проточки 7 в торцах эластичного наполнителя 6. При этом в эластичном наполнителе 6 создается предварительное давление, меньшее необходимого для формообразования изделия и про- тапкивания эластичного наполнителя сквозь кольцевую фильеру 5 в цилиндрическую компенсационную полость 4. При дальнейшем .перемещении пуансонов 3 при достижении внутреннш 1 давлением величины, необходимой для формообразования, сжимающее усилие, воздействуя на область эластичного наполнителя 6, расположенную за кольцевой проточкой 7, передается в центральную зону эластичного наполнителя, где происходит формовка от- вода тройника, а также в область
эластичного наполнителя 6, расположенную внутри кольцевой проточки 7, перемещая эластичный наполнитель через кольцевую фильеру 5 в цилиндрическую компенсационную полость 4. Объем цилиндрической компенсационной полости 4 равен разности объемов перемещаемого с торцов пуансонами 3 эластичного наполнителя 6 и формуемого отвода с учетом сжатия эластичного наполнителя 6 до давления , равного необходимому для фор
мообразования, а сопротивление проталкиванию эластичного наполнителя б сквозь кольцевую фильеру 5 обеспечивает поддержание в «ей давления, равного необходимому.
Наличие кольцевых проточек 7, нарушающих однородность эластичного наполнителя 6 в торцовой области, препятствует затеканию эластичного наполнителя 6 из области, прилегающей к торцам тонкостенной трубной заготовки 8 и приводным пуансонам 3, в цилиндрическую компенсационную полость 4, что предотвращает образование в указанной области воздушных пустот и гофровна торцах изделия.
Выбор внутреннего диаметра кольцевой проточки, не превышающего внутреннего диаметра компенсационной полости, обеспечивает., постоянное сопротивление проталкиванию эластичного наполнителя сквозь кольцевую фильеру так, как исключает -трение эластичного наполнителя о стенки компенсационной полости.
Выбор глубины кольцевых проточек, не превышающей половины высоты эластичного наполнителя, обеспечивает передачу сжимающего усилия с торцовой части эластичного наполнителя в виде цилиндра в центральную, где происходит формообразование через однородный материал.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки полых изделий с отводами с использованием эластичного наполнителя | 1985 |
|
SU1310063A1 |
| Способ изготовления полых изделий с отводами | 1988 |
|
SU1724405A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ТРОЙНИКОВ | 2014 |
|
RU2559623C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2013 |
|
RU2528928C1 |
| Способ изготовления полых тонкостенных изделий | 1984 |
|
SU1292862A1 |
| Устройство для раздачи с подпором тонкостенных труб | 1985 |
|
SU1294428A1 |
| Устройство для формовки полых изделий с отводами | 1985 |
|
SU1238824A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| НАПОЛНИТЕЛЬ ТРУБНЫХ ЗАГОТОВОК ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 2004 |
|
RU2279327C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 1993 |
|
RU2048225C1 |
| Способ формообразования изогнутых переходников | 1973 |
|
SU460919A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
