Изобретение относится к обработке металлов давлением и может быть использовано при формовке осесимметричных деталей с криволинейной образующей из тонкостенных трубных заготовок, выполненных из высоконрочных материалов.
Цель изобретения - расширение технологических возможностей и повышение качества получаемых деталей.
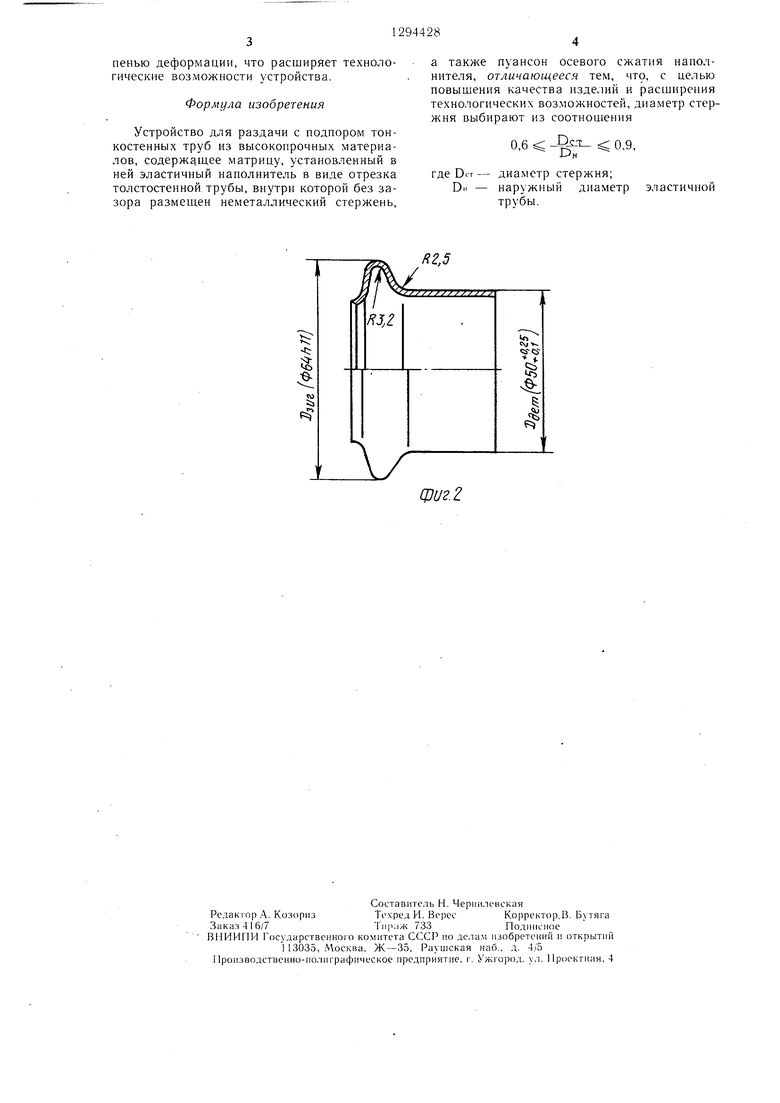
На фиг.1 показано устройство в исходном и конечном положениях; на фиг.2 - деталь, формуемая в устройстве.
Устройство содержит матрицу 1, приводной пуансон 2 осевого сжатия заготовки 3 и эластичного наполнителя в виде отрезка толстостенной трубы 4, внутри которой и гоосно с ней без зазора расположен метал- лпческий стержень 5. Устройство располагают на жестком основании 6.
Формовку нолых деталей осуп;ествляют следуюншм образом.
{ервоначальным давлением нуансопа 2 сжимают эластичный наполнитель 4, выбирая зазоры между эластичным наполнитеИз данных таблицы видно, что оптимальные значения DL-T / D для формообразуемых деталей лежат в пределах 0,,9, причем с ростом типоразмера трубы оптимальное значение D / D возрастает. Разброс опти- .мальных значений DCT может быть принят в среднем ± 2,5 мм. Такой достаточно узкий диапазон значений DCT объясняется высоким значением модуля объемного сжатия, используемого на практике эластичного наполнителя - полиуретана марки СКУ-7Л (к-f 31600 кг/мм ), что требует
лем 4 и трубной заготовкой 3 и создавая первопачальное давление на трубную заготовку, меньше потребного. При дальнейшем перемещении пуансона 2 происходит формовка детали с одновреденпой осадкой заготовки, а также дополнительное сжатие эластичного наполнителя до потребной ве- ли-чины, обеспечивае.мое выбором диа.метра металлического стержня из соотношения
0,6 0,9.
J- H
Указанный диапазон оптимальных значений диаметра металлического стержня определяется экспериментально при формообразовании деталей из титанового сплава ПТ-7А 1 и нержавеюнхей стали 12Х18Н10Т. ТИновая формообразуемая деталь показана на фиг.2. Качественными считаются детали, имеющие заданные чертежом размеры и разнотолщинность, не выходящую за поле допусков.
Результаты экспериментов приведены в таблице.
даже для небольших его обжатий высоких удельных давлений. Формообразование детали из нержавеющей стали 12X18HIOTJ 50 X 1,0 без металлического стержня осуществляется за три перехода.
За счет выбора диаметра металлического стержня по приведенным соотношениям величина давления эластичного наполнителя не превосходит предельно допустимые значения, что позволяет получать детали с .меньшим утонением в формуемой части, а значит, более высокого качества и с большей степенью деформации, что расширяет технологические возможности устройства.
Формула изобретения
Устройство для раздачи с подпором тонкостенных труб из высокопрочных материалов, содержащее матрицу, установленный в ней эластичный наполнитель в виде отрезка толстостенной трубы, внутри которой без зазора размещен неметаллический стержень.
а также пуансон осевого сжатия наполнителя, отличающееся тем, что, с целью повышения качества изделий и расширения технологических возможностей, диаметр стержня выбирают из соотношения
0,6
„Di-L
DH
0.9,
диаметр стержня;
наружный диаметр эластичной
трубы.
Vf Csj V
J .§
фиг. 2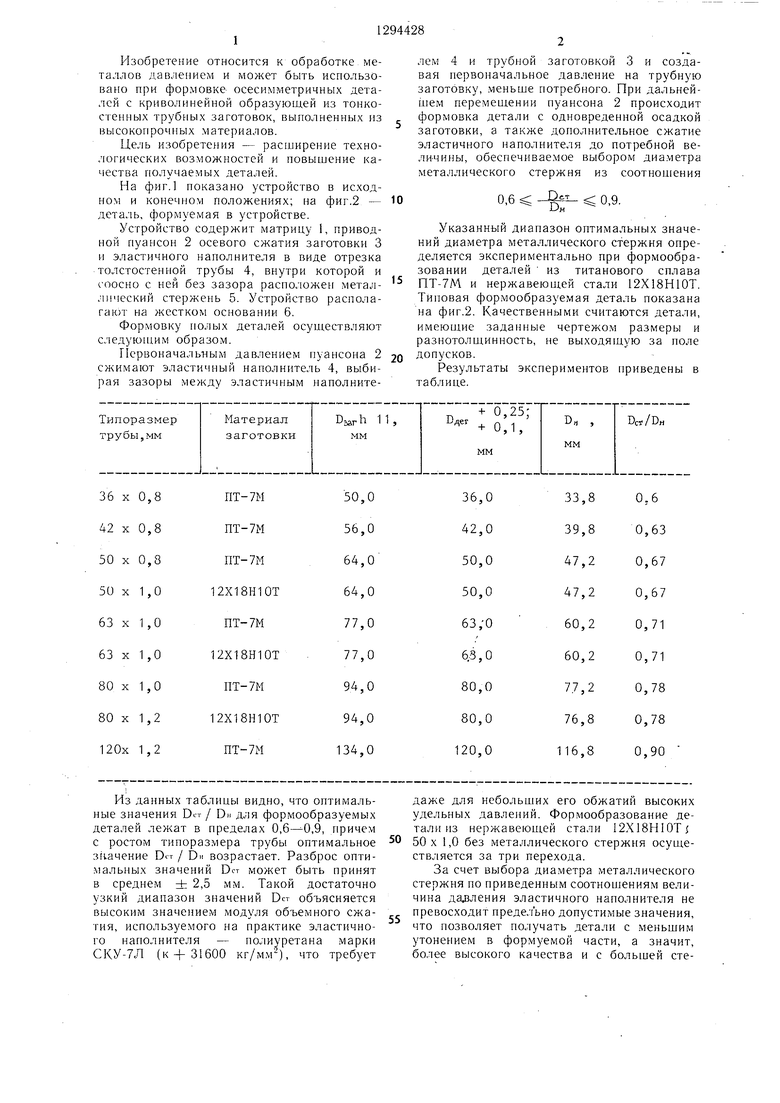
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки полых изделий с отводами с использованием эластичного наполнителя | 1985 |
|
SU1310063A1 |
| Устройство для раздачи труб | 1984 |
|
SU1197760A1 |
| Способ изготовления полых изделий с отводами | 1988 |
|
SU1724405A1 |
| Устройство для изготовления тонкостенных полых изделий с отводами | 1984 |
|
SU1224037A1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ТРОЙНИКОВ | 2014 |
|
RU2559623C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| НАПОЛНИТЕЛЬ ТРУБНЫХ ЗАГОТОВОК ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 2004 |
|
RU2279327C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НЕРАВНОПРОХОДНЫХ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2013 |
|
RU2528927C1 |
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1986 |
|
RU1417281C |
Изобретение относится к обработке металлов давлением и может быть использовано при формовке осесим.метричных деталей с криволинейной образуюнлей, из тонкостенных трубных заготовок высокопрочных материалов. Пелью изобретения яв.чяется по- вьниение качества изделий и расширение технологических возможностей. Устройство содержит матрицу 1, приводной нуансон (П) 2 осевого сжатия заготовки 3 и эластичного наполнителя 4. Наполнитель 4 выполнен в виде отрезка толстостенной трубы. Внутри трубы без зазора размешен металлический стержень 5. Первоначально давлением П 2 сжимают эластичный наполнитель 4, создавая первоначальное давление на трубную заготовку, меньше требуемого. При дальнейшем перемешении П 2 происходит формовка детали с одновременной торцовой осадкой, а также дополнительное сжатие эластичного наполнителя до требуе- g мой величины. Это достигается выбором диа- метра металлического стержня из заданного соотношения 0,6 / D.u. 0,9, где DCT - диаметр металлического стержня; D.iH - наружный диаметр эластичной трубы. 2 ил., 1 табл. (Л ////////////////У//. фиг. 1 ГчЭ 4 Ю 00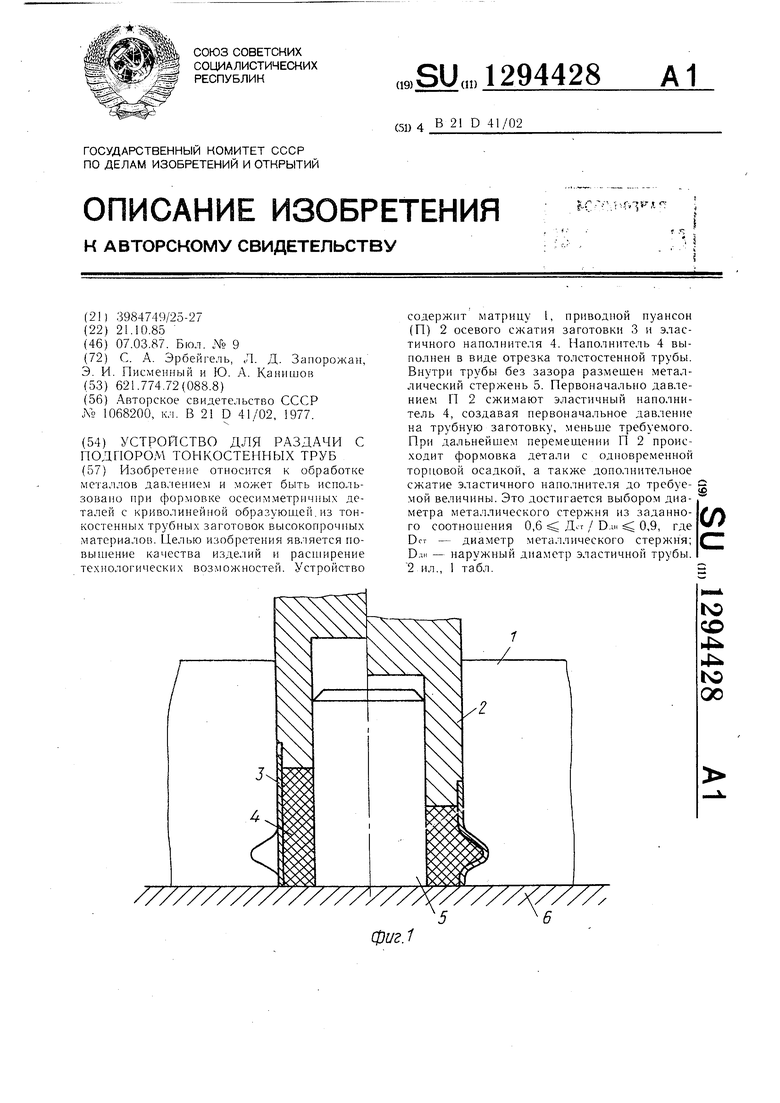
| Штамп для раздачи полых деталей | 1981 |
|
SU1068200A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
