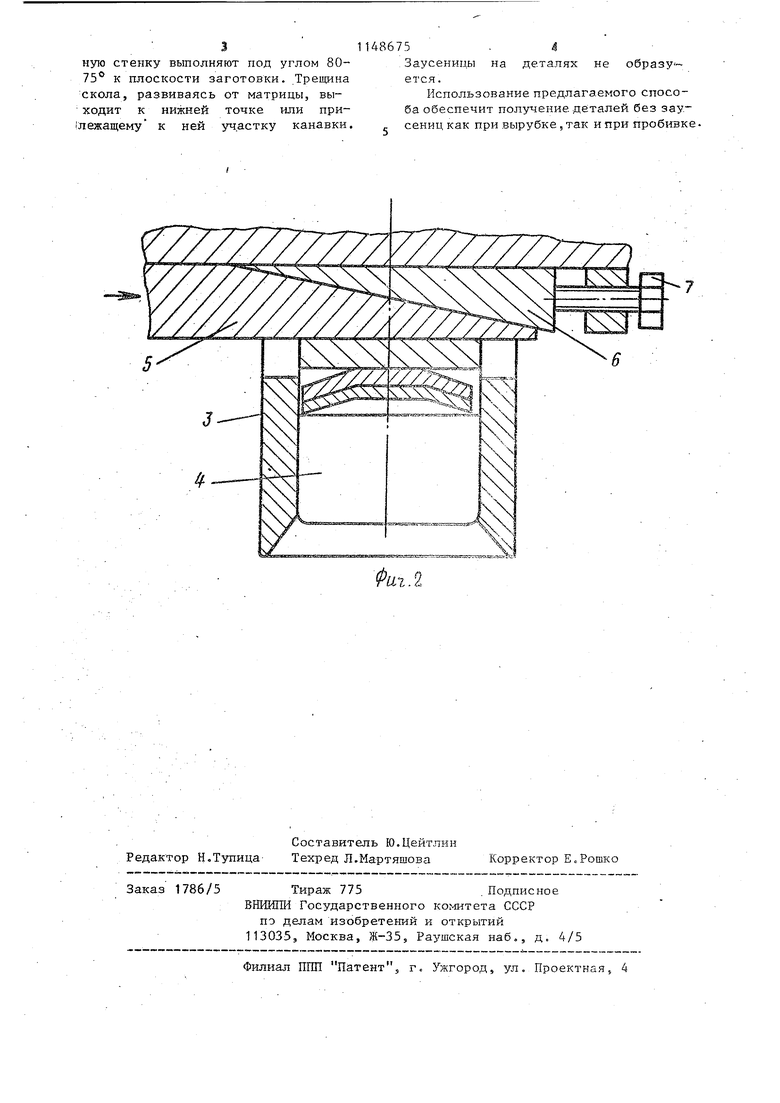
1 Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях машиностроения для получения детале без заусениц. Известен способ вьфубки-пробивки деталей из плоской заготовки, при котором в заготовке образуют кольцевую канавку с асимметричными стенками, одна из которых наклонена к плоскости заготовки, а другая перпендикулярна этой плоскости и расположена по контуру, совпадающему с контуром вырубаемой детали. В соответствии с известным способом после образования канавки производят пре.дварительный сдвиг материал а затем нагружают центральную часть участка, охватываемого канав кой Cl-. Данный способ н.е исключает зования заусениц при вырубке-пробивке, так как на режущие кромки пуансона, осуществляющего вырубкупробивку, действуют усилия сжатия. Наиболее близким к изобретению по технической сущности и достигае мому эффекту является способ вьфуб ки деталей из плоской заготовки, при котором в последней образуют кольцевую канавку, а затем участок материала, охватываемый канавкой, нагружают со стороны плоскости, на которой образована канавка, уси лиями, перпендикулярными плоскости заготовки, канавку выполняют с одн боковой стенкой наклонной и другой асимметричной ей и .ребром у дна.с контуром, соответствующим контуру вырубаемой детали tz. Недостаткаьш известного способа являются образование заусениц.при затуплении режущих кромок пуансона дпя вырубки и, в результате, недос точно высокое качество поверхности вьфубаемых деталей. Цель изобретения - повьшение ка чества поверхности деталей путем исключения образования заусениц. Поставленная цель достигается тем, что согласно способу вырубки деталей из плоской заготовки, при котором в последней образуют кольц вую канавку, а затем участок материала, охватьгааемьм канавкой, нагр жают со стороны плоскости, на кото рой об разована канавка, усилиями, перпендикулярными плоскости заго5 J товки, канавку выполняют, с одной боковой стенкой накпонной и другойасимметричной ей и ребром у дна с контуром, соответств тощим контуру вырубаемой детали, наклонную стенку выполняют углубляющейся в материал в направлении от центра участка, охватываемого канавкой, к периферии, асимметричную стенку вьтолняют перпендикулярной плоскости заготовки и проходящей через указанное ребро, а нагружение охватываемого участка материала начинают до образования трещины скола и прекращают после разделения материала. На фиг. 1 показаны две стадии осуществления способа; на фиг. 2 пример вьшолнения инструмента дпя вырубки. Способ осуществ.г1яют следующим образом. Плоскую заготовку 1 размещают на матрице 2, внедряют в материал заготовки 1 пуансон 3 с конической торцовой ловерхностью и осевой полостью и образуют в заготовке кольцевую канавку. После образования кольцевой канавки, но до образования трещины скола участок материала, охватываемьш канавкой, нагрул ают усилиями, перпендикулярными плоскости заго.товки, д.ля чего опускают толкатель 4, находяагийся в осевой полости пуансона 3. Толкатель 4 изгибает вырубаемый материал и создаВТ на рел( кромках пуансона 3 напряжения растяжения. Кольцевую канавку выполняют с одной наклонной стенкой, другой - перпендикулярной плоскости заготовки и проходящей через ребро у дна, которое имеет контур, соответствующий контуру вырубаемой детали. Перемещение толкателя может осуществляться при помощи системы клиньев.5 и 6. По мере затупления режущих кромокпуансона 3 относительное положение толкателя 4 может регулироваться, для чего один из клиньев вьтолняют регулируемым и снабжают средстваш-1 регулирования,, в частности винтом 7. Прим е. р. Вырубку цроизводят из листовых заготовок толщиной 1-5 мм из стали и .сплавов алюминия, меди и латуни. В процессе вырубки .пуансон 3 внедряют в материал на глубину 30-40% толщины заготовки, до появления трещ{тны скола . Наклон
ную стенку выполняют под углом 8075® к плоскости заготовки. Трещина
скола, развиваясь от матрицы, вы ходит к нижней точке или прилежащему к ней участку канавки.
Заусеницы на деталях не образуется.
Использование предлагаемого способа обеспечит получение деталей без заусениц как при вырубке, так и при пробивке.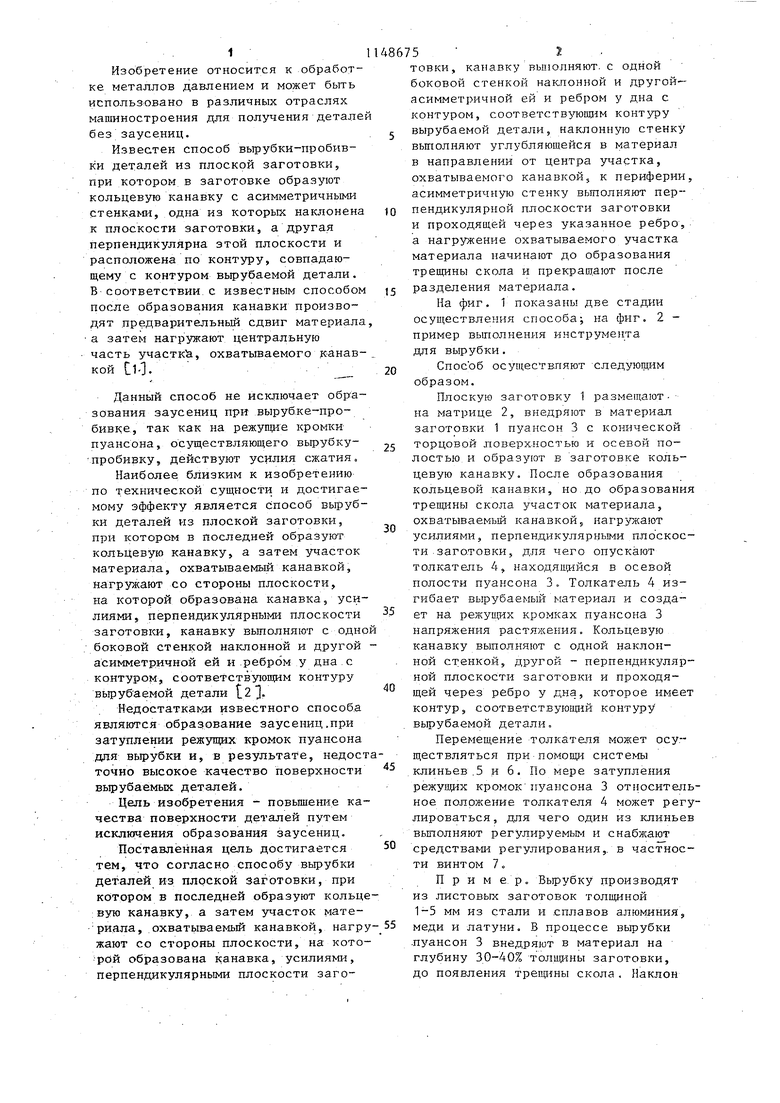
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ совмещенной штамповки двух взаимовписывающихся деталей | 1985 |
|
SU1268249A1 |
| Штамп для чистовой вырубки деталей из листового материала | 1977 |
|
SU725749A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| Способ вырубки деталей из листовых многослойных материалов с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2686440C1 |
| Способ чистовой вырубки деталей | 1981 |
|
SU1018756A1 |
| Способ последовательной штамповки | 1985 |
|
SU1271615A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ-ПРОБИВКИ | 1997 |
|
RU2119399C1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483823C1 |
| Способ вырубки деталей | 1981 |
|
SU1058679A1 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ПЛОСКОЙ ЗАГОТОВКИ, при котором в последней образуют кольцевую канавку, а затем участок материала, охватываемый канавкой, нагружают со стороны плоскости, на которой образована канавка, усилиями, перпендикулярными плоскости заготовки, канавку выполняют с |одной боковой стенкой наклонной и другой - асимметричной ей и ребром у дна с контуром, соответствующим контуру вырубаемой детали, отличающий с я тем, что, е целью повышений качества поверхности деталей путем исключения образования заусениц, наклоненную стенку выполняют углубляющейся в .материал в направлении от центра участка, охватываемого канавкой, к периферии, асимметричную стенку вьтолняют перпендикулярной плоскости заготовки и проходящей через указанное ребро, . а нагружение охватываемого участка (Л материала начинают до образования трещины скола и прекращают после разделения материала.
fe.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фиксатор акромиального конца ключицы | 1987 |
|
SU1602491A1 |
| кл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ вырезки деталей из листо-ВыХ зАгОТОВОК | 1979 |
|
SU816624A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
