Изобретение относится к абразивной промышленности, в частности для вырубки кольцевых заготовок абразивных кругов на вулканитовой связке, служащих для последующего получения из них шлифовальных, полировальных и отрезных кругов.
Известен ножевой штамп, содержащий два пуансона (ножа), один из которых имеет скос наружу, а другой внутрь. Между пуансонами, а также в полости внутреннего пуансона, находятся выталкиватели для прижима материала, удаления отходов и готовых деталей. Штамп снабжен эластичной подкладочной подушкой [1] (Ходырев В.А. Применение полиуретана в листоштамповочном производстве. Пермское книжное из-во. - 1973, С. 57, рис. 24а).
Данный штамп мало пригоден для вырубки заготовок из материалов с высокой эластичностью и пластичностью, поскольку аналогичными свойствами обладает и подкладочная подушка штампа, что вызывает искажение геометрической формы вырубаемой заготовки и образование существенного заусенца. Имеет место затупление рабочих кромок пуансонов из-за постоянного контакта с подкладочной подушкой.
Для вырубки кольцевых заготовок абразивных кругов на вулканитовой связке наиболее близким по технической сущности является ножевой штамп, содержащий жесткую подложку, оправку, закрепленные на ней режущие элементы, выполненные в виде встроенных одно в другое колец, а также подпружиненные выталкиватели вырубаемой заготовки и высечки, первый из которых размещен между указанными режущими элементами, а второй - внутри меньшего из них [2] (См. Малов А.Н. Технология холодной штамповки. Государственное из-во оборонной промышленности. - М., 1958, С. 119, рис. 74б).
Данный штамп наиболее широко применяется в абразивной промышленности для вырубки кольцевых заготовок из вулканитовых абразивных пластин без матрицы на жесткой подложке, уложенной на стол пресса.
Недостатком этого штампа является высокая интенсивность затупления режущих элементов, поскольку после вырубки каждой заготовки они упираются в жесткую, как правило, стальную подложку и, как показывает практика, еще выдерживаются под усилием в течение нескольких секунд после окончания вырубки для гарантированного отделения вырубаемой заготовки от исходной пластины. Стойкость ножей между перезаточками не превышает одной смены. Вырубка заготовок затупленными ножами приводит к необходимости выдержки их после вырубки под давлением, вырубаемые заготовки имеют недопустимый заусенец, рваные края. На подложке образуется углубление в месте упора ножей, что способствует искажению формы вырубаемых заготовок и также образованию заусенца.
Задачей предлагаемого изобретения является устранение интенсивного затупления режущих элементов штампа а следовательно, повышение их стойкости и качества вырубаемых заготовок.
Поставленная задача достигается тем, что в ножевом штампе, содержащем жесткую подложку, оправку, закрепленные на ней режущие элементы, выполненные в виде встроенных одно в другое колец, а также подпружиненные выталкиватели вырубаемой заготовки и высечки, первый из которых размещен между указанными режущими элементами, а второй - внутри меньшего из них, на подложке с ответной стороны режущих элементов закреплены сменные накладки, выполненные в виде кольца и встроенного в него с образованием кольцевого зазора диска. При этом указанные накладки выполнены из условия, что их высота больше величины рабочего хода штампа, а наружный диаметр кольца равен диаметру внешнего режущего элемента.
То, что подложка с ответной стороны режущих элементов штампа оснащена сменными накладками, выполненными в виде кольца и встроенного в него диска, высота которых больше рабочего хода штампа, и при этом наружный диаметр кольцевой накладки равен наружному диаметру внешнего режущего элемента, позволяет осуществлять вырубку заготовок абразивных кругов на вулканитовой связке без упора режущих элементов штампа в подложку в конце хода. Вместе с тем отпадает необходимость выдержки штампа под давлением в конце хода для гарантированного отделения вырубаемой заготовки от пластины, а следовательно, исключается интенсивное затупление режущих элементов, повышается точность и качество вырубаемых заготовок.
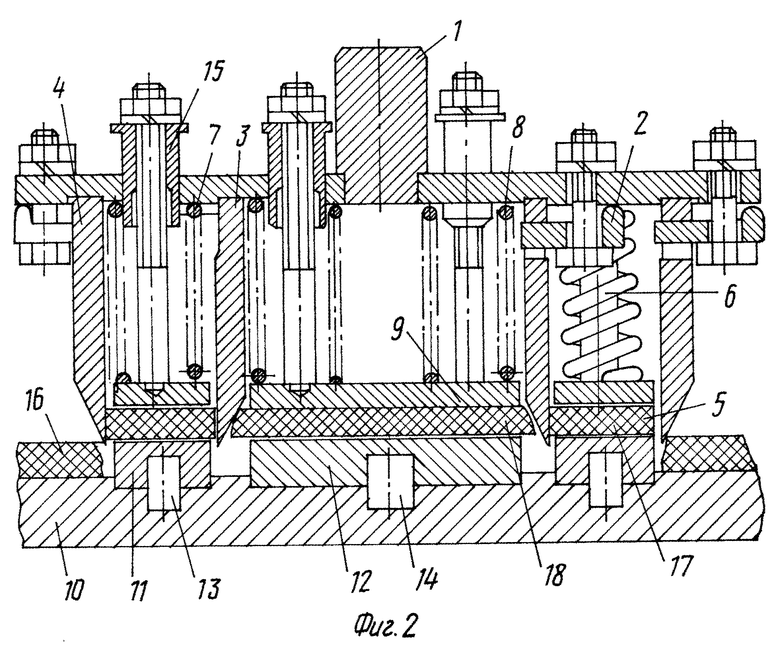
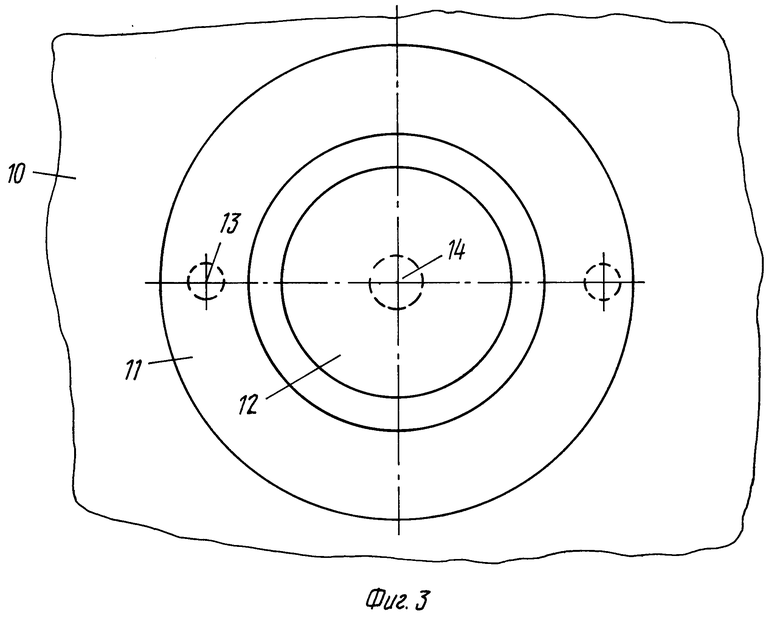
На фиг. 1 приведен ножевой штамп в исходном положении, на фиг. 2 - в конце рабочего хода, на фиг. 3 - вид на подложку с накладками.
Ножевой штамп состоит из оправки 1, на которой посредством крепления 2 смонтированы режущие элементы 3 и 4, выполненные в виде колец, встроенных одно в другое, выталкивателя 5 вырубаемой заготовки, подпружиненного упругими элементами 6 и 7, смонтированного между упомянутыми режущими элементами, подпружиненного упругими элементами 8 выталкивателя 9 высечки, жесткой подложки 10. На подложке 10 смонтированы сменные кольцевая накладка 11 и расположенная внутри нее накладка в форме диска 12, закрепленных посредством штифтов 13, 14 соответственно. Крепление выталкивателей 5 и 9 в оправке 1 осуществлено посредством направляющих фланцевых втулок 15. Высота кольцевой накладки 11 и накладки в форме диска 12 больше рабочего хода штампа. Наружный диаметр кольцевой накладки 11 равен наружному диаметру внешнего режущего элемента 4 штампа.
Штамп работает следующим образом.
Предварительно прокатанная пластина 16 из абразивной массы на вулканитовой связке укладывается на кольцевую накладку 11 и накладку в форме диска 12, смонтированных на подложке 10. Затем включается пресс (на фиг. не показан). Оправка 1 с установленным на ней посредством крепления 2 режущими элементами 3 и 4, выполненными в виде колец, перемещается вниз. Режущие элементы 3 и 4 внедряются в пластину 16 и при дальнейшем перемещении оправки 1 вниз осуществляют вырубку кольцевой заготовки 17. При обратном ходе ножевого штампа выталкиватели 5 и 9 посредством упругих элементов 6, 7, 8 перемещаются в направляющих втулках 15 вниз и извлекают из штампа вырубленную кольцевую заготовку 17 и высечку 18. Штифты 13, 14 удерживают от смещения в процессе работы накладки 11, 12. Далее цикл повторяется.
Для типовой конструкции ножевого штампа, предназначенного для вырубки кольцевых заготовок абразивных кругов типа ПП с наружным диаметром 350 мм и внутренним 107 мм высотой от 2 до 12 мм были спроектированы с соответствующими минусовыми допусками накладки, которые затем были изготовлены и смонтированы на подложке. Опробывание штампа в промышленных условиях показало, что при данном техническом решении стойкость режущих элементов штампа повышается почти в десять раз, исключена необходимость выдержки штампа под давлением в конце рабочего хода (визуально видно окончание вырубки), практически отсутствует заусенец и искажение геометрической формы вырубаемых заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ НОЖЕВОЙ ШТАМП | 2000 |
|
RU2174905C1 |
| ШТАМП ВЫРУБНОЙ | 1998 |
|
RU2149073C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| ШТАМП ВЫРУБНОЙ | 2001 |
|
RU2227778C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
| СПОСОБ И ШТАМП ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2108228C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 1998 |
|
RU2138387C1 |
Изобретение относится к абразивной промышленности для изготовления кольцевых заготовок абразивных кругов на вулканитовой связке. На оправке 1 закреплены режущие элементы 3 и 4, напротив которых на жесткой подложке 10 размещены сменные накладки, выполненные в виде кольца 11 и встроенного в него с образованием кольцевого зазора диска 12. При этом указанные сменные накладки выполнены из условия, что их высота больше величины рабочего хода штампа, а наружный диаметр кольца 11 равен диаметру внешнего режущего элемента 4. В результате устраняется интенсивное затупление режущих элементов, а следовательно, повышается их стойкость и качество вырубаемых заготовок. 3 ил.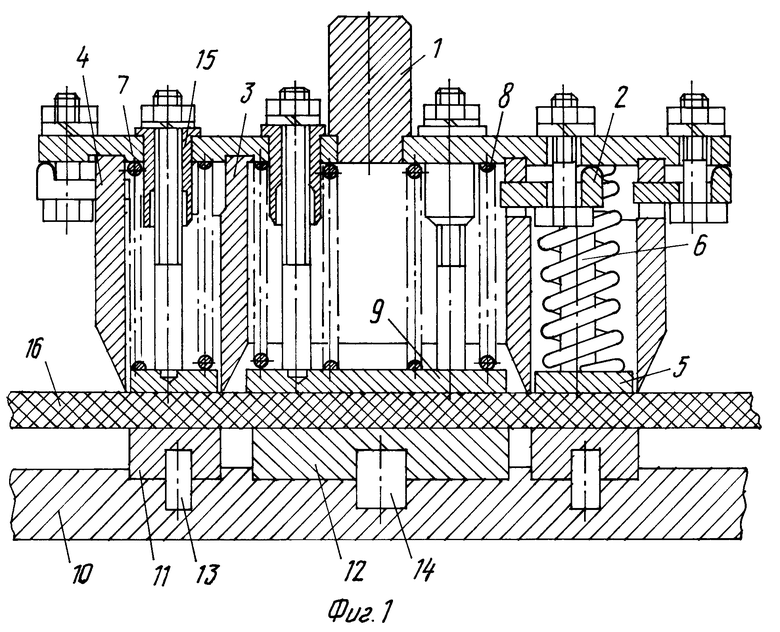
Ножевой штамп, содержащий жесткую подложку, оправку, закрепленные на ней режущие элементы, выполненные в виде встроенных одно в другое колец, а также подпружиненные выталкиватели вырубаемой заготовки и высечки, первый из которых размещен между указанными режущими элементами, а второй - внутри меньшего из них, отличающийся тем, что штамп снабжен закрепленными на подложке с ответной стороны режущих элементов сменными накладками, выполненными в виде кольца и встроенного в него с образованием кольцевого зазора диска, при этом указанные накладки выполнены из условия, что их высота больше величины рабочего хода штампа, а наружный диаметр кольца равен диаметру внешнего режущего элемента.
| Малов А.Н | |||
| Технология холодной штамповки.-М.: Гос | |||
| изд-во оборонной промышленности, 1958, с.119, рис.74 (б) | |||
| Штамп для пробивки-вырубки | 1989 |
|
SU1708474A1 |
| Штамп совмещенного действия для вырубки и пробивки неметаллических материалов | 1976 |
|
SU570490A1 |
| ВЫРУБНОЙ ШТАМП С ЭЛАСТИЧНОЙ МАТРИЦЕЙ | 0 |
|
SU310715A1 |
| Опора моста | 2015 |
|
RU2613384C2 |
| Мещерин В.Т | |||
| Листовая штамповка.-М.: Машиностроение, 1975, с.73, рис.147, 157. | |||
