Изобретение относится к обработке давлением эластичной среды тонколистовых материалов и может быть использовано в условиях мелкосерийного, серийного И крупносерийного производства в авиационной, приборостроительной и других отраслях промышленности для пробивки, вырубки плоских тонколистовых деталей из полосы./.
Цель изобретения - снижение затрат на изготовление устройства и расширение технологических возможностей устройства за счет повышения удельных давлений эластичной матрицы.
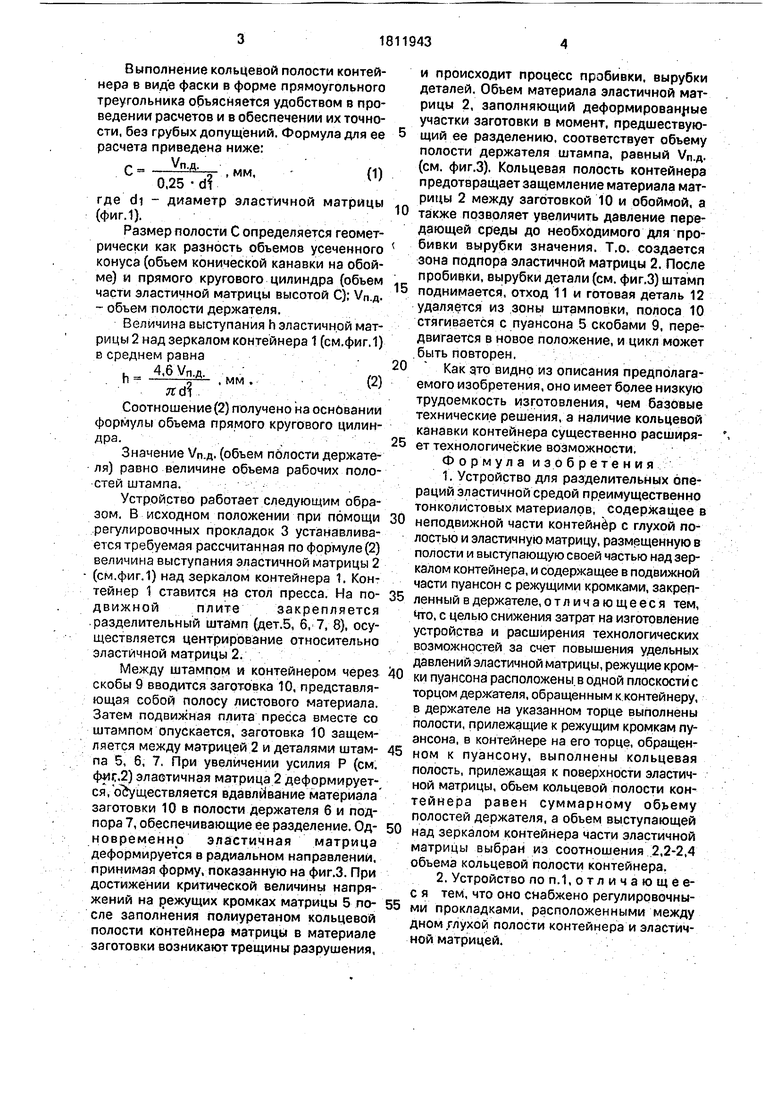
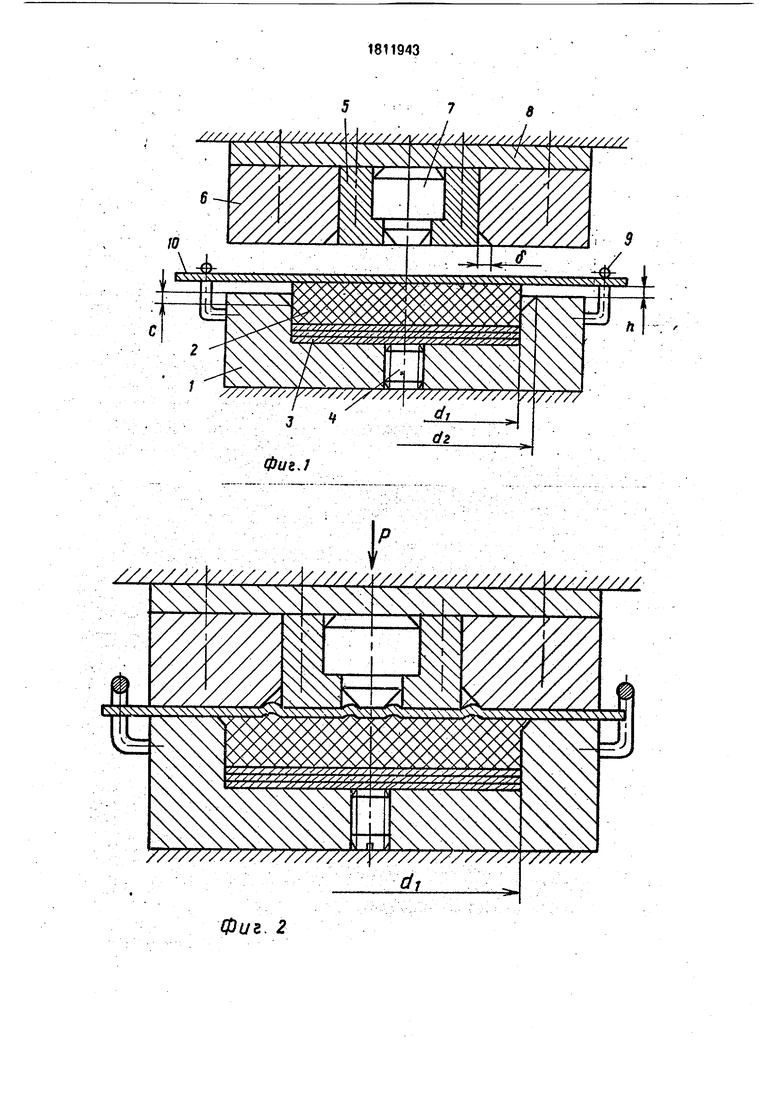
На фиг. 1 показано устройство в исходном положении, общий вид; на фиг.2 -устройство в момент приложения давления подвижной среды к заготовке; на фиг.З - устройство изображено после вырубки деталей.
Устройство для пробивки вырубки из полости тонколистовых деталей содержит контейнер 1, имеющий форму тела вращения, в средней части которого выполнена
глухая полость. В эту полость контейнера установлены эластичная матрица 2 и регулировочные прокладки 3. Рабочая поверхность матрицы обращена в сторону штампуемой заготовки. Прокладка 3 обес- печивает требуемую величину выступания матрицы 2 над торцом контейнера. В резьбовом отверстии контейнера установлена пробка 4 для облегчения разборки контейнера.
По периметру кромки полости контейнера 1 выполнена кольцевая полость, имеющая в нормальном сечении форму прямоугольного треугольника. Устройство также содержит пуансон 5, вставленный в держатель 6, В расточку пуансона 5, выполненную в средней его части, вставлен подпор 7, пуансон 5 и держатель 6 закреплены на основании 8 штампа. Подпор 7 прижимается к основанию 8 пуансоном 5, К обойме 1 прикреплены две скобы 9, облегчающие снятие полосы отхода с пуансона 5 после вырубки деталей.
00
Ю Ы
Выполнение кольцевой полости контейнера в виде фаски в форме прямоугольного треугольника объясняется удобством в проведении расчетов и в обеспечении их точности, без грубых допущений. Формула для ее расчета приведена ниже:
.
, мм,
0)
0,25 ol
где di - диаметр эластичной матрицы (Фиг.1).
Размер полости С определяется геометрически как разность объемов усеченного конуса (объем конической канавки на обойме) и прямого кругового цилиндра (объем части эластичной матрицы высотой С); Х/п.д. - объем полости держателя.
Величина выступания h эластичной матрицы 2 над зеркалом контейнера 1 (см.фиг. 1) в среднем равна.
h- .мм .-(2) яг си .
Соотношение (2) получено на основании формулы объема прямого кругового цилиндра.,
Значение Уп.д. (объем пблости держателя) равно величине объема рабочих полостей штампа.
Устройство работает следующим образом. В исходном положении при помощи регулировочных прокладок 3 устанавливается требуемая рассчитанная по формуле(2) величина выступания эластичной матрицы 2 (см.фиг.1) над зеркалом контейнера 1. Контейнер 1 ставится на стол пресса. На по- движной плите закрепляется .разделительный штамп (дет.5, б, 7, 8), осуществляется центрирование относительно эластичной матрицы 2..
Между штампом и контейнером через скобы 9 вводится заготовка 10, представляющая собой полосу листового материала. Затем подвижная плита пресса вместе со штампом опускается, заготовка 10 защемляется между матрицей 2 и деталями штам- па 5, 6, 7. При увеличении усилия Р (см. фиг,2) эластичная матрица 2 деформируется, осуществляется вдавливание материал а заготовки 10 в полости держателя б и подпора 7, обеспечивающие ее разделение. Од- повременно эластичная матрица деформируется в радиальном направлений, принимая форму, показанную на фиг.З. При достижении критической величины напряжений на режущих кромках матрицы 5 по- еле заполнения полиуретаном кольцевой полости контейнера матрицы в материале заготовки возникают трещины разрушения,
5
1П
jg
gn
25
3035
40 455055
и происходит процесс пробивки, вырубки деталей. Объем материала эластичной матрицы 2, заполняющий деформированные участки заготовки в момент, предшествующий ее разделению, соответствует объему полости держателя штампа, равный Уп.д. (см. фиг.З), Кольцевая полость контейнера предотвращает защемление материала матрицы 2 между заготовкой 10 и обоймой, а также позволяет увеличить давление передающей среды до необходимого для пробивки вырубки значения. Т.о. создается зона подпора эластичной матрицы 2. После пробивки, вырубки детали (см. фиг.З) штамп поднимается, отход 11 и готовая деталь 12 удаляется из зоны штамповки, полоса 10 стягивается с пуансона 5 скобами 9, передвигается в новое положение, и цикл может .быть повторен.
Как зто видно из описания предполагаемого изобретения, оно имеет более низкую трудоемкость изготовления, чем базовые технические решения, а наличие кольцевой канавки контейнера существенно расширяет технологические возможности.
Ф о р м у л а изобретения
1. Устройство для разделительных операций эластичной средой преимущественно тонколистовых материалов, содержащее в неподвижной части контейнер с глухой полостью и эластичную матрицу, размещенную в полости и выступающую своей частью над зеркалом контейнера, и содержащее в подвижной части пуансон с режущими кромками, закрепленный в держателе, отличающееся тем, что, с целью снижения затрат на изготовление устройства и расширения технологических возможностей за счет повышения удельных давлений эластичной матрицы, режущие кромки пуансона расположены, в одной плоскости с торцом держателя, обращенным к контейнеру, в держателе на указанном торце выполнены полости, прилежащие к режущим кромкам пуансона, в контейнере на его торце, обращенном к пуансону, выполнены кольцевая полость, прилежащая к поверхности эластичной матрицы, объем кольцевой полости контейнера равен суммарному объему полостей держателя, а объем выступающей над зеркалом контейнера части эластичной матрицы выбран из соотношения 2,2-2,4 объема кольцевой полости контейнера.
2. Устройство по п.1, от л и ч а ю щ е е- с я тем, что оно снабжено регулировочными прокладками, расположенными между дном .глухой полости контейнера и эластичной матрицей.
///////s //////// //////.
{/////////////// /////////
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырубки листовых деталей | 1990 |
|
SU1759503A1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
| Штамп с эластичным инструментом | 1975 |
|
SU558739A1 |
| Штамп для пробивки отверстий в тонколистовом материале | 1981 |
|
SU994085A1 |
| Устройство для изготовления полых деталей с фланцем | 1985 |
|
SU1265006A1 |
| Устройство для магнитно-импульсной формовки особо тонколистовых материалов с низкой электропроводностью | 2021 |
|
RU2764044C1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Штамп для вырубки-пробивки деталей эластичной средой | 1985 |
|
SU1278070A1 |
| Способ эксплуатации штампов для вырубки-пробивки | 1984 |
|
SU1310072A1 |
Использование: в листовой штамповке. Сущность изобретения: устройство содер-г жит в нижней части контейнер с глухой полостью и эластичной матрицей в ней. В верхней части в держателе установлен пуансон. Торцы держателя и пуансона расположены в одной плоскости, К режущим кромкам пуансона прилежат полости, В контейнере также выполнена кольцевая полость, которая прилежит к матрице и ее объем равен суммарному объему полостей держателя. Эластичная матрица выступает из контейнера. Объем выступающей части определяют из соотношения (2,2...2.4) объема кольцевой полости контейнера. Под матрицей установлены регулировочные прокладки. При вырубке эластичная матрица заполняет объемы указанных полостей. 1 з.п. ф-лы, 2 ил.
Фиг. 2
//////// //S/// //S/S/////s/r// //////S//ss.
L
Л Л Л &Ь 1сив АшЛ11в1Л я4 я рЛ & Ь Ь - и&л
3
.
L
| Штамп для разделительных операций | 1975 |
|
SU638404A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
