113
Изобретение относится к электрохимическим и электрохимическим методам обработки и, в частности, касается электрохимической обработки пазов,
Цель изобретения - повьппение качества обработки за счет повышения стабильности процесса течения электролита в рабочей зоне.
Способ поясняется таблицей экспериментальных данных по зависимости ширины профиля обрабатываемого паза при разных скоростях струи электролита V и углах выхода струи электролита oi ,
Способ реализуется следующим образом.
Применяют электроды-инструменты с плоской рабочей поверхностью. В электроде по продольной оси выполнена полость, из которой на рабочхто поверхность выходят каналы для подачи электролита. В каждом электроде каналы ориентируют под определенным углом к обрабатываемой поверхности. Скорость истечения электролита из каналов изменяют путем изменения давления.
При обработке регулируют угол выхода электролита на обрабатываемую поверхность, задавая его в соответствии с зависимостью
sin ot, 0,7
IgV,
де oi, - угол между направлением потока электролита из соответствующего канала электрода и обрабатываемой поверхности;
номер канала в электроде- инструменте, отсчитываемый от лидирующей части; скорость потока электролита на выходе из соответствующего канала в теле электрода-инструмента .
1 ViСплав ВТ9
20
6,19
Электролит,
мас.% 30 6,25 6,82
101352
Данные таблицы соответствуют указанной зависимости, например при переходе скорости электролита с 5 на 12 м/с и с 25 на 5 м/с поток выходит 5 на обрабатьгоаемую поверхность соответственно под углами 90, 40, 30 и 90°.
Разница между шириной паза и шири- 1НОЙ рабочей поверхности электрода- инструмента уменьшается, т,е. повышается точность формы паза, если угол выхода каждого потока уменьшают, сохраняя характер зависимости указанного соотношения, В данном случае это ближайшие углы 80, 30, 20 и 80°.
Использование изобретения позво- 20 ляет повысить точность формы паза,
уменьшить величину припуска на посль- дующую обработку за счет значительного повьгаепия стабильности процесса,
25 Формула изобретения
Способ электрохимической обработки пазов по авт.св. № 70466, о т - личаюшийся тем, что, с 30 целью повышения качества обработки за счет повышения стабильности процесса, регулируют угол выхода элект- голита на обрабатываемую поверхность, задавая его в соответствии с зависи35
мостью
sin Ос ; 0,7
tgv,
где ot; - угол между направлением потока электролита из соответствующего канала электрода и обрабатываемой поверхностью;
скорость потока электролита на выходе из соответствующего канала в теле электрода- инструмента.
-1
V; 6,73
6,84
6.89
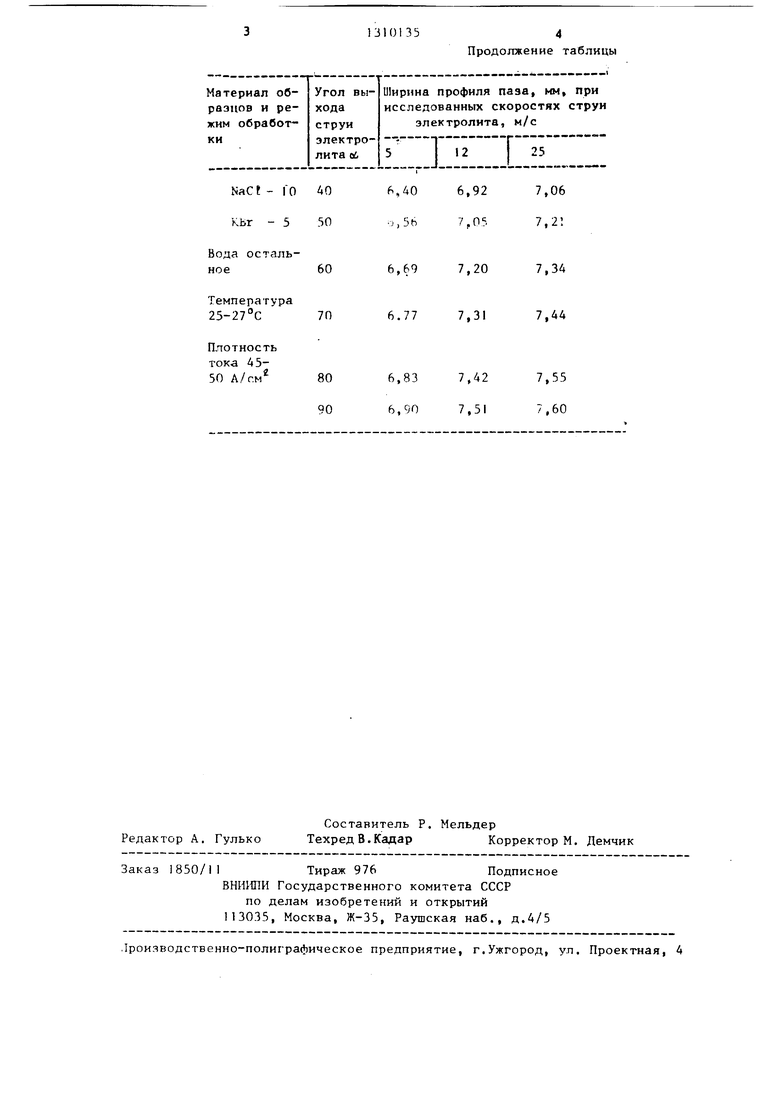
NaCt - Го АО
КЬг - 5
Вода остальное
Температура 25-27°С
Плотность тока А5- 50 А/г.м
Редактор А. Гулько
Составитель Р. Мельдер Техред В. Кадар Корректор М. Демчик
Заказ 1850/11Тираж 976Подписное
ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
- - ----- -.- .- - .. ..«.... .,гм-гж. т- -.-.-1.И j -г- гш , -т т, - тт
Лроизводственно-полиграЛическое предприятие, г.Ужгород, ул. Проектная, 4
Продолжение таблицы
6,927,06
7,057,21
7,207,34
7,317,44
7,427,55
7,517,60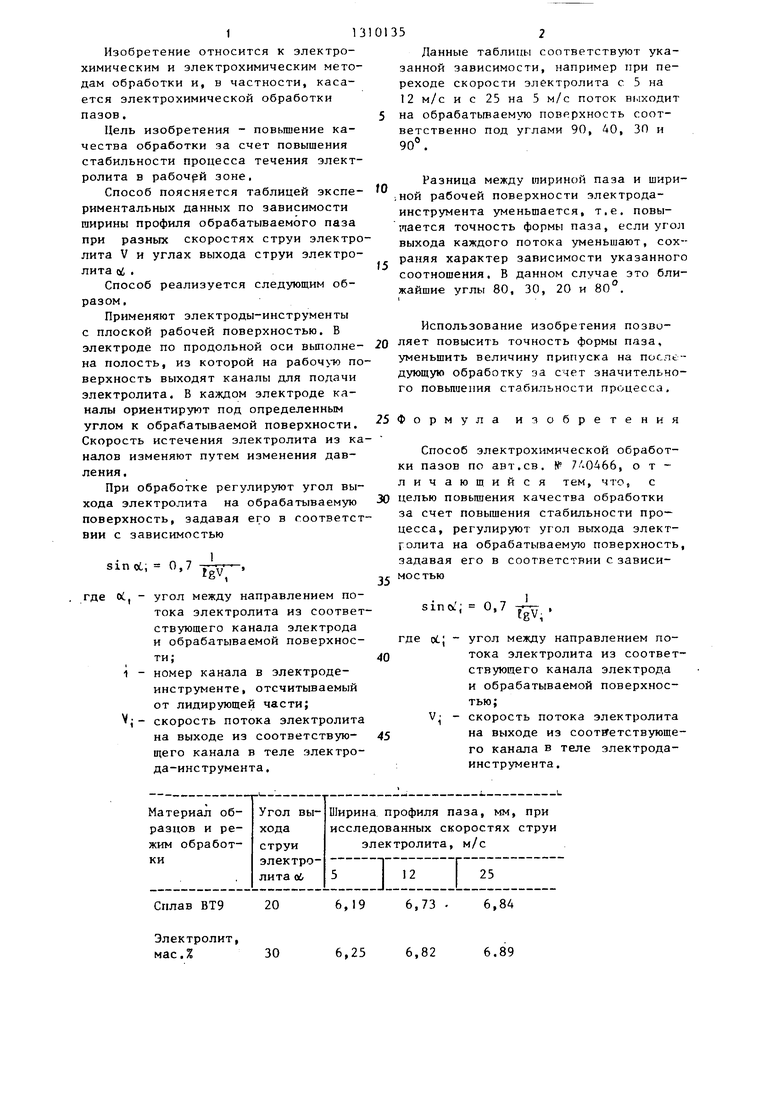
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| Способ электрохимической обработки пазов и устройство для его осуществления | 1976 |
|
SU740466A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1068250A1 |
| Инструмент для обработки пазов | 1981 |
|
SU1098737A1 |
| Устройство для электрохимической обработки | 1982 |
|
SU1041258A1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2491155C2 |
| Способ электрохимической обработки кольцевым электродом-инструментом | 1991 |
|
SU1773613A1 |
| Способ изготовления нарезного артиллерийского ствола, нарезной артиллерийский ствол и заготовка ствола под нарезы | 2021 |
|
RU2760477C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1991 |
|
RU2028885C1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки и касается способов электрохимической обработки пазов. Цель изобретения - повышение точности обработки. При обработке пазов клиновидным электродом с каналами для подвода жидкости регулируют угол выхода электролита из канала в зависимости от скорости по соотношению sinodj 0,7 1/tgV;, где (Х- - угол направления потока электролита; V - скорость течения электролита; i - номер канала. 1 табл.
| Способ электрохимической обработки пазов и устройство для его осуществления | 1976 |
|
SU740466A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
