sln(un+d-y0-sln(a-p
0приО (2)
при A t 10 мс,
5
е i - мгновенное значение тока в относительных единицах; (О - круговая частота; а -угол включения силовых тиристо- 1f)
ров;
р- угол сдвига между напряжением и током;. А - длительность импульса сварочного тока, определяемая из условий I . ,„ Среднее значение тока Т4
/ i dt ,(3)
Irt
а действующее
т
u./l j(i;)dt
(4)
Расчетная зависимость К (А) от А для р 20-80° представлена в таблице.
При этом погрешность определения др по выражению (1) не превышает 0,45%.
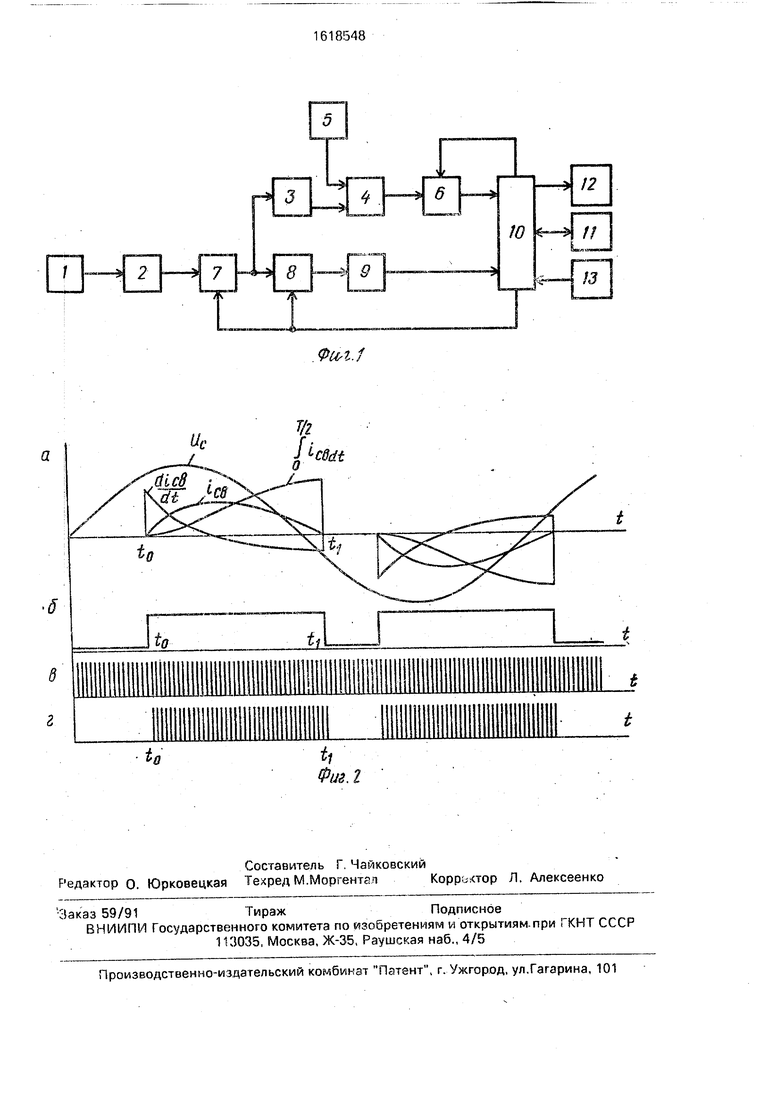
Устройство для реализации способа содержит сварочную машину , датчик 2 тока, усилитель-ограничитель 3, элемент И 4, генератор 5, счетчик 6 импульсов, первый интегратор 7, второй интегратор 8, аналого-цифровой преобразователь 9, однокристальную мккроЭВМ 10, постоянное запоминающее устройство 11, индикатор 12 и пульт 13 управления, Датчик 2 тока входом подключен к выходу сварочной машины 1, а выходом - к первому входу первого интегратора 7, выход которого подключен к первому входу второго интегратора 8 и входу усилителя-ограничителя. Выход второго интегратора 8 соединен с входом аналого-цифрового преобразователя 9, выход которого соединен с первым входом однокристальной микроЭВМ 10, первый выход которой соединен с вторыми входами первого и вто- рого интеграторов 7 и 8. Выход усилителя- ограничителя 3 соединен с первым входом элемента И 4, вторым входом соединенного с генератором 5, а выходом 4 - с первым входом счетчика б импульсов. Второй вход .счетчика 6 импульсов соединен с вторым выходом микроЭВМ 10, а выход - с вторым входом микроЭВМ 10. Третий выход микро- ЭВМ 10 соединен с выходом индикатора 12, а трэтий и четвертый входы соединены соответственно с выходом постоянного запоминающего устройства 11 и выходом пульта управления.
Устройство работает следующим образом.
До сварки с пульта 13 управления задаются допустимые границы изменения действующего значения сварочного тока. Во время сварки сигнал, пропорциональный производной сварочного тока сИсв
dt
(фиг.2), с выхода датчика 2 тока пода„
0
5
л
„ „-. K п .
ется на первый вход пеозого интегратора 7, на выходе которого получаете сигнал, пропорциональный мгновенному значению сварочного тока IGB. В момент времени to на выходе усилителя-ограничителя 3 формируется сигнал логической единицы, а в момент времени ti окончания импульса тока ice формируется сигнал логического нуля. Длительность этого импульса А пропорциональна длительности импульса I ев тока: А 11 t о.
С выхода усилителя-ограничителя 3 этот импульс поступает на второй вход элемента И 4, на первый вход которого поступают импульсы частотой foe с выхода генератора 5, На выходе элемента И 4 во время протекания импульса сварочного тока формируется серия импульсов, количество которых пропорционально времени А: N f0 A .
После окончания импульса тока микро- ЭВМ считывает на выходе счетчика 6 код, пропорциональный его деятельности, и на выходе интегратора 8 с помощью А1ДП 9 напряжение, пропорциональное среднему значению импульса, а затем сбрасываются в нуль счетчик 6 и интегратор 8. Далее микроЭВМ ТО по длительности А выбирает из ПЗУ 11 коэффициент пересчета К (А) и вычисляет действующее значение сварочного тока 1др по формуле (1).
Вычисленное значение др сравнивается с допустимыми границами в которых может находиться действующее значение сварочного тока. В случае отклонения измеренного действующего значения сварочного тока от заданных допустимых границ микроЭВМ выдает на индикатор 12 сигнал о нарушении процесса контактной точечной сварки. После этого система готова крнтро- лю следуют..это. импульса тока.
Способ был реализован в микропроцессорной системе управления процессом для машин контактной сварки переменным током на основе однокристальной микроЭВМ типаКМ18168Е48.
При испытании были получены следующие значения:
Icp 13,1 кА ,8мс.
Из таблицы К (А) 1,178.
Действующее значение сварочного тока по формуле (1) 1др 15,43 кА.
Дли проверки результата измерения было проведено вычисление точного значения
/ 9 % t4 .л, г
/т
При этомотносительная погрешность определения 1Др составила
5 . юо% - 0,19%
АР
20 ствующее значение сварочного тока др рассчитывают по формуле
др
(Я)
Icp
Благодаря применению расчетной формулы (1) отсутствует составляющая погрешности, связанная с изменением cos p сварочной машины, а следовательно, точность контроля процесса повышается и не 25 где К (А) 2,7328+ 0,79406 А -0,083479 А2 + требуется дополнительного определения истинного значения . При этом определение действующего значения сварочного тока ведется по более простой зависимости.
| Использование способа контроля кон- 30 тактной точечной сварки при изготовлении
I ,ЦС IX -t i v, ( /ww,www / г
+ 0,0056065 А3 - 0,00015856 Я4 - 2,27486 In А, А-длительность импульса сварочного
тока;
1Ср - измеренное среднее значение сварочного тока.
конструкций в самолетостроении, автомобилестроении и других отраслях машиностроительной промышленности позволит сократить время для правильной настройки аппаратуры контроля и управления сварочным оборудованием, повысить точность контроля и качество сварных соединений.
Формула изобретения
Способ контроля процесса контактной точечной сварки, при котором измеряют среднее значение тока сварки, а за параметр контроля принимают действующее значение сварочного тока, отличающийся тем, что, с целью повышения точности контроля, дополнительно измеряют длительность импульса сварочного тока, а действующее значение сварочного тока др рассчитывают по формуле
где К (А) 2,7328+ 0,79406 А -0,083479 А2 +
др
(Я)
Icp
2,7328+ 0,79
где К (А) 2,7328+ 0,79406 А -0,083479 А2 +
I ,ЦС IX -t i v, ( /ww,www / г
+ 0,0056065 А3 - 0,00015856 Я4 - 2,27486 In А, А-длительность импульса сварочного
тока;
1Ср - измеренное среднее значение сварочного тока.


| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОФУНКЦИОНАЛЬНЫЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1995 |
|
RU2110380C1 |
| Устройство для измерения и контроля действующего значения сварочного тока | 1991 |
|
SU1787090A3 |
| Устройство для управления процессом контактной точечной сварки | 1990 |
|
SU1743766A1 |
| Система для управления процессом контактной точечной и шовной сварки | 1987 |
|
SU1511039A1 |
| Способ контроля процесса контактной сварки | 1984 |
|
SU1232429A1 |
| Устройство контроля процесса горения сварочной дуги | 1990 |
|
SU1731514A2 |
| Устройство для измерения амплитудного значения импульсов сварочного тока | 1983 |
|
SU1139592A2 |
| Способ сварки магнитоуправляемой дугой | 1987 |
|
SU1581503A1 |
| Автоматический регулятор режима роликовой сварки | 1986 |
|
SU1377173A1 |
| Устройство для управления термообработкой сварных соединений | 1986 |
|
SU1458122A1 |
Фсьг.1
а
8
