11
Изобретение относится к машиностроению и может быть использовано для упрочнения деталей, работающих на износ.
Цель изобретения - повышение качества обработки за счет уменьшения величины нормального усилия, приложенного к деформирующему элементу.
На чертеже изображен способ поверхностного пластического деформирования цилиндрических деталей.
Известно, что при деформации детали пластическое течение металла начинается тогда, когда максимальные касательные напряжения будут равны по величине СГ Т/2, где G. - предел текучести металла. При движении деформирующего элемента по поверхности детали для образования пластического течения необходимы значительные удельные давления в зоне пятна контакта. Для создания значительного по глубине наклепанного слоя удельны давления должны быть увеличены в несколько раз. Но не каждая деталь или материал может выдержать большие нагрузки.
Приблизить момент наступления пластической деформации можно путем создания предварительного напряженного состояния металла. Деформацию детали для обеспечения указанного состояния необходимо проводить в упругой области, иначе возникающее пластическое течение может наблюдаться в направлении различных плоскостей, что приводит либо к неравномерному перераспределению наклепа, либо к разрушению металла.
Создавая упругие напряжения в детали путем предварительной деформации, производят обработку поверхностного слоя деформирующим элементом. Известно, что максимальные касательные напряжения при прилож ении усилия к деформирующему элементу, нормального к обрабатываемой поверхности,имеют место в направлении прямой, проходящей через вектор усилия. Поэтому, осуществляя предварительную деформацию так, что возникающие максимальные касательные напряжения будут наводиться в направлении прямой, проходящей через вектор нормального усилия, приложенного к деформирующему элементу, приближают момент возникновения пластического течения металла.
02
Вид предварительной деформации может быть различным (кручение, сжатие, изгиб и т.д.), но необходимо, чтобы она обеспечивала указанное
условие. Величина нормального усилия, приложенного к деформирующему элементу, должна обеспечивать наступление пластических деформаций в детали,но не превышать ту величину, при которой
наблюдается шелушение поверхности детали (разрушение).
Пример. В качестве предварительной деформации цилиндрической сплошной детали (вала) выбирают двухстороннее сжатие. При этом усилие ППД и нагрузки упругой деформации выбирают
(
32 h
3R (
.I-lJl l + LliiI
Е
Р, - Р - РЗ ,
40
25
30
LTD г c.,-iiiJ-I I 2,8n.r(D-i)J
P, 0,5 -G, EO.
Усилие, приложенное к деформирующему элементу, нормальное к обрабатываемой поверхности, определяется из условия контактной задачи,
Максимальные касательные напряжения, наводимые в детали, от приложения к деформирующему элементу нагрузки в направлении координат оси У, проходящей через центр вращения деформирующего элемента, перпендикулярно к обрабатываемой поверхности, равны
ЗР,
1
WQKC,
21Г у2 + i (5 - i )
50
55
где у - координата.
P.o,5c;,--||i...F,.
Однако усилие предварительной пластической деформации не должно превьшать той величины, при которой в металле начинают образовываться пластические очаги, что может привести к неравномерному наклепу детали при дальнейшей ее обработке и разрушению, т.е.F,(0,5G, ) P 0,5G, -
у2 + i(D - i)J o
Данные к расчету усилия предварительной деформации и режимов обработки
D 92 мм; d 5 мм; i 0,03 мм; G 13 ---г , (130 МПа); fu, 0,3;
ММ
|U, 0,2; Е, 2,1-10 ; Е
1.3. 10 см
Тогда значение координаты равно у 0,4-i(D-i ).Это и определяет появление максимальных касательных напряжений (решение контактной задачи Герца). Подача деформирующего элемента 0,2 мм/об, частота вращения деформирующего элемента 407 об/мин, Тогда усилие, приложенное к деформирующему элементу, Р, 24 кг. Расчетное усилие предварительной деформации 103 кг Р 127 кг. При обработке выбрана нагрузка 110 кг.
Осуществляется обработка гильз цилиндров двигателей ГАЗ-24 предлагаемым и известным способами. При обработке предлагаемым способом нагрузка, приложенная к деформирующему элементу, меньше, чем при обработке известным способом. В обеих случаях обеспечиваются одинаковая твердость и остаточные напряжения в поверхностных слоях деталей. Формула изобретения
Способ поверхностного пластического деформирования цилиндрических деталей, при котором деталь предварительно нагружают, создавая упругую деформацию сжатия вдоль ее оси, и вращают, а к инструменту прикладывают усилие поверхностного пластического деформирования, направленное нормально к обрабатываемой поверхности, и перемещают вдоль оси дета1310180 ли.
отличающийся тем.
что, с целью повышения качества обработки, инструмент выбирают со сферической рабочей частью, а величины усилия поверхностного пластического деформирования и нагрузку упругой деформации сжатия выбирают из зависимостей
W
Р,
Р,. Р- Р,15 Г1Р 1
р, ° - 2:8п т51Г)Го,
р. 0,5 б.
о
5
0
0
5
0
5
0
где Р - нагрузка упругой деформации сжатия вдоль оси детали;
PI - усилие пластического деформирования;
Р - минимальная нагрузка упругой деформации си:атия вдоль оси детали при совместном действии усилия поверхностного пластического деформирования ;
Р - максимальная нагрузка упругой деформации сжатия вдоль оси детали без учета действия усилия поверхностного пластического деформирования;
G - предел текучести металла детали;
R - радиус сферической рабочей
части инструмента;
jl(, коэффициенты Пуассона материалов деформирования элемента и детали;
Е,, EJ - модули упругости материалов деформирующего элемента и детали;
h - глубина поверхностного слоя, на котором имеет место значение Р ;
F - площадь поперечного сечения детали;
i - натяг деформирующего элемента.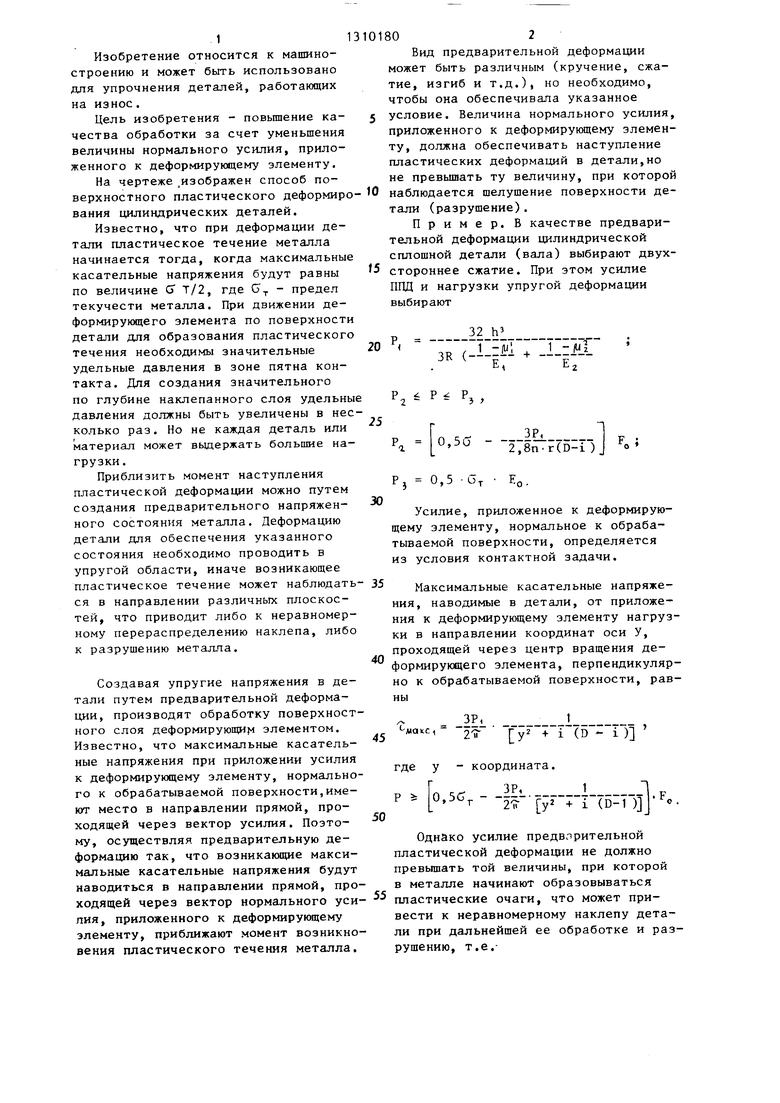

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАБИЛИЗАЦИИ РАЗМЕРОВ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2611616C1 |
| СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ВАЛОВ | 1991 |
|
RU2021098C1 |
| Способ упрочнения деталей с выступами | 1973 |
|
SU859466A1 |
| СПОСОБ ПРАВКИ И СТАБИЛИЗАЦИИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2015 |
|
RU2611614C1 |
| СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ВАЛОВ | 2008 |
|
RU2380212C1 |
| СПОСОБ СОВМЕЩЕННОЙ ОБРАБОТКИ РЕЗАНИЕМ И ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1990 |
|
RU2036069C1 |
| Способ правки цилиндрических деталей | 2018 |
|
RU2686963C1 |
| Способ комбинированной обработки цилиндрических деталей | 1991 |
|
SU1819744A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2280551C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2475322C1 |
Изобретение относится к области поверхностного пластического деформирования и может быть использовано при обработке деталей типа тела вращения. Цель изобретения - повьшение качества деталей путем увеличения долговечности. Для этого инструмент выбирают со сферической рабочей частью и прикладывают к нему усилие, направленное нормально к обрабатываемой поверхности, и перемещают вдоль оси детали, причем величины усилия деформации и нагрузки упругой деформации выбирают по определенной зависимости. Деталь устанавливают в центрах токарного станка, подвергают упругому деформированию, образуя кача- тельные напряжения и задают ей вращение. После этого к детали подводят деформирующий инструмент со сферической рабочей поверхностью и создают усилие деформирования, направленное нормально к обрабатываемой поверхности. Включают продольную передачу суппорта, сообщая перемещение инструменту вдоль обрабатываемой поверхности. 1 ил. Ф сл
Редактор И.Касарда
Составитель С.Чукаева Техред Л.Олейник
1853/13
Тираж 716Подписное
ВНИИПИ Государственног о комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.6/5
Производственно-полиграфическое предприятие, . Ужгород, vii. 1р()ектмая , 4
Корректор М.Пожо
| Устройство для поверхностного пластического деформирования деталей | 1980 |
|
SU1115890A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
