fO
15
20
25
11310187
Изобретение относится к машинотроению и может быть использовано ля точной установки заготовок и изелий при механической обработке, сборе и контроле в условиях автоматизироанного и роботизированного произ- одст.
Цель изобретения - улучшение экплуатационных характеристик путем начительного сокращения погрешности акрепления за счет разгружения базоых элементов, неподвижной губки и х стыков от действия зажимной силы.
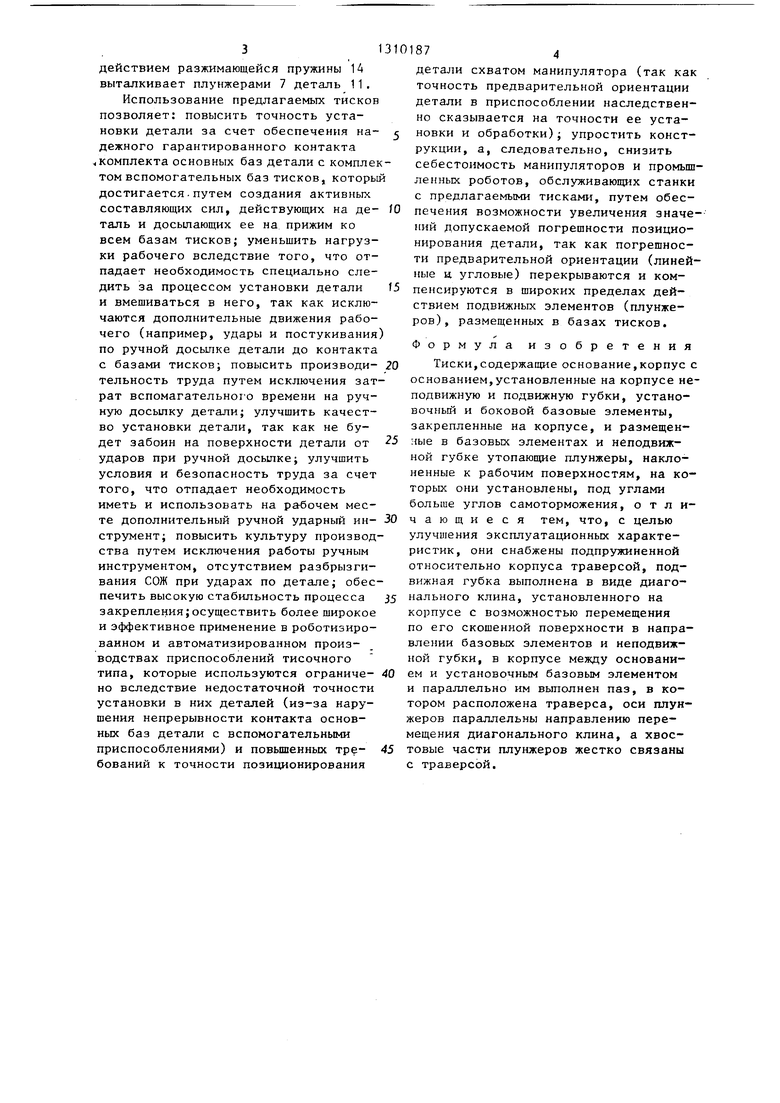
На фиг.1 изображены тиски, общий ид; на фиг.2 - разрез А-А на фиг.1.
Тиски включают основание 1 корпуса 2, на котором установлены неподвижная и подвижная губки 3 и 4 установочный и боковой базовые элементы 5 и 6, утопающие плунжеры 7 и подпружиненная относительно корпуса 2 траверса 8. В корпусе 2 между основанием 1 и установочным базовь1м элементом 5 выполнен паз 9, в котором расположена траверса 8. Хвостовые части плунжеров 7 жестко связаны с траверсой 8.
Подвижная губка 4 выполнена в виде диагонального клина, установленного на корпусе 2 с возможностью перемещения по его скошенной поверхности 10 в направлении базовых элементов 5 и 6 и неподвижной губки 3. Оси плунжеров 7 параллельны направлению перемещения подвижной губки 4 (диагонального клина).
Тиски работают следующим образом.
Сначала деталь 11 предварительно ориентирую- (вручную или схватом манипулятора) помещением на скошенные торцовые рабочие поверхности шести плунжеров 7. При этом тиски настраивают на ширину детали 11 передвижением кронштейна 12 и закреплением его на корпусе 1 так, чтобы зажимная губка 4 контактировала с деталью 11.
Включается привод (не показан), который усилием Р перемещает, сжимая возвратную пружину 13, губку 4 одновременно в направлении установочного и бокового базовых элементов 5 и 6 и неподвижной губки 3, осуществляя тем самым досылание детали 11 силами трения в тех же направлениях. Одновременно с этим происходят утаплива- ние плунжеров 7 в базовые элементы 5 и 6, неподвижную губку 3 и переме30
35
40
45
50
55
ще 14
та ра то ча ше 7 по щи по ко ми та ее си по вы ли за де и ме ся ви кр
ющ в ме ча на 7, зо де эл
на во уп 5 пл с ст на зи от и сл по за
пр но по вр ис
5
0
5
0
5
0
5
0
5
щение траверсы 8 с сжатием пружины 14.
Затем деталь 11, достигнув контакта своими базовыми поверхностями с рабочими плоскостями базовых элементов 5 и 6 и неподвижной губки 3, окончательно базируется. Торцовые скошенные рабочие поверхности плунжеров 7 при этом утоплены и находятся заподлицо с рабочими плоскостями несущих их базовых элементов 5 и 6, неподвижной губки 3 и наряду с ними контактируют с базовыми поверхностями детали 11. В данном положении детали 11 производится окончательное ее закрепление силовым замыканием системы деталь - тиски одновременно по двум динамическим цепям: во-первых, большая часть максимального усилия зажима Р передается от подвижной зажимной губки 4 на корпус 2 через деталь 11, плунжеры 7, траверсу 8 и пружину 14J во-вторых, оставшаяся, меньшая часть усилия Р воспринимается базовыми элементами 5 и 6 и неподвижной губкой 3, которые жестко закреплены на корпусе 2.
Таким образом, любая из составляющих зажимного усилия Р, действующая в направлении каждого из базовых элементов 5 и 6 и губки 3, в этом случае распределяется на две части: одна, большая, действует на плунжеры 7, размещенные в соответствующем базовом элементе, а вторая, меньшая, действует непосредственно на базовый элемент.
Большая составляющая, действующая на плунжеры 7, не вызывает, при силовом замыкании детали 11 с тисками упругой деформации базовых элементов 5 и 6 и неподвижной губки 3, так как плунжеры 7 динамически не связаны с ними, а контактные деформации в стыках деталь - плунжеры не влияют на точность установки, поскольку базирование детали производится только относительно базовых элементов 5 и 6 и неподвижной губки 3, которые в этом случае упруго деформируются только под действием меньшей составляющей зажимного усилия.
Раскрепление детали 11 из тисков производят в обратной последовательности: отключают действие привода, подвижная губка 4 под действием возвратной пружины 13 возвращается в исходное положение, а траверса 8 под
/о
f5
ействием разжимающейся пружины 14 выталкивает плунжерами 7 деталь 11.
Использование предлагаемых тисков позволяет: повысить точность установки детали за счет обеспечения надежного гарантированного контакта комплекта основных баз детали с комплектом вспомогательных баз тисков, который достигается.путем создания активных составляющих сил, действующих на деталь и досылающих ее на прижим ко всем базам тисков; уменьщить нагрузки рабочего вследствие того, что отпадает необходимость специально следить за процессом установки детали и вмешиваться в него, так как исключаются дополнительные движения рабочего (например, удары и постукивания) по ручной досылке детали до контакта с базами тисков; повысить производи- 20 тельность труда путем исключения затрат вспомагательног о времени на ручную досыпку детали; улучшить качество установки детали, так как не будет забоин на поверхности детали от ударов при ручной досылке; улучшить условия и безопасность труда за счет того, что отпадает необходимость иметь и использовать на рабочем месте дополнительный ручной ударный ин- 30 струмент; повысить культуру производства путем исключения работы ручным инструментом, отсутствием разбрызгивания СОЖ при ударах по детале; обеспечить высокую стабильность процесса 35 закрепления;осуществить более широкое и эффективное применение в роботизированном и автоматизированном производствах приспособлений тисочного типа, которые используются ограничено вследствие недостаточной точности установки в них деталей (из-за нарушения непрерывности контакта основных баз детали с вспомогательными приспособлениями) и повышенных требований к точности позиционирования
25
40
45
1874
детали схватом манипулятора (так как точность предварительной ориентации детали в приспособлении наследственно сказывается на точности ее установки и обработки); упростить конструкции, а, следовательно, снизить себестоимость манипуляторов и промьш - ленных роботов, обслуживающих станки с предлагаемыми тисками, путем обеспечения возможности увеличения значений допускаемой погрешности позиционирования детали, так как погрешности предварительной ориентации (линейные и угловые) перекрываются и компенсируются в широких пределах действием подвижных элементов (плунжеров), размещенных в базах тисков.
20 3035
25
0
5
Формула изобретения Тиски,содержащие основание,корпус с основанием,установленные на корпусе неподвижную и подвижную губки, установочный и боковой базовые элементы, закрепленные на корпусе, и размещенные в базовых элементах и неподвижной губке утопающие плунжеры, наклоненные к рабочим поверхностям, на которых они установлены, под углами больше углов самоторможения, отличающиеся тем, что, с целью улучшения эксплуатационных характеристик, они снабжены подпружиненной относительно корпуса траверсой, подвижная губка выполнена в виде диагонального клина, установленного на корпусе с возможностью перемещения по его скошенной поверхности в направлении базовых элементов и неподвижной губки, в корпусе между основанием и установочным базовым элементом и параллельно им выполнен паз, в котором расположена траверса, оси плунжеров параллельны направлению перемещения диагонального клина, а хвостовые части плунжеров жестко связаны с траверсой.
7 12
| название | год | авторы | номер документа |
|---|---|---|---|
| Тиски | 1981 |
|
SU990489A1 |
| Тиски | 1983 |
|
SU1162581A1 |
| Тиски | 1984 |
|
SU1220770A2 |
| Наладка тисков | 1986 |
|
SU1384361A1 |
| Захват манипулятора | 1979 |
|
SU1144293A1 |
| СЛЕСАРНЫЕ ТИСКИ | 2003 |
|
RU2247645C1 |
| Устройство для базирования деталей | 1986 |
|
SU1366357A1 |
| ПРЕЦИЗИОННЫЕ ТИСКИ | 1992 |
|
RU2036072C1 |
| Наладка тисков | 1989 |
|
SU1703442A1 |
| Электродный узел | 1991 |
|
SU1816602A1 |
Изобретение относится к устройствам для точной установки заготовок и изделий при механической обработке, сборке и контроле в условиях автоматизированного и роботизированного производства. Целью изобретения является улучшение эксплуатационных характеристик путем значительного сокращения погрешности закрепления. Тиски включают основание 1 корпуса 2 с установленными на нем неподвижной и подвижной губками 3 и 4, установочным и боковым базовыми элементами 5 и 6, утопающими плунжерами 7 и подпружиненной траверсой 8, расположенной в пазу 9 корпуса 2. При зажиме губка 4 перемещается одновременно в направлении базовых элементов 5 и 6 и неподвижной губки 3. Происходит утапливание плунжеров 7 и досылка детали 11 до рабочих поверхностей базовых элементов 5 и 6 и губки 3. При окончательном зажиме большая часть зажимного усилия действует на плунжеры 7, а меньшая - на базовые элементы 5 и 6 и неподвижную губку 3. 2 ил. с в ел фи.1
| Тиски | 1981 |
|
SU990489A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Тиски | 1983 |
|
SU1162581A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
