Изобретение относится к машиностроению, в частности к производству машин для контактной рельефной сварки, и может найти применение при Т-образной рельефной сварке трубных заготовок.
Целью изобретения является увеличение производительности труда на оборудовании яутем обеспечения удобства загрузки и выгрузки деталей.
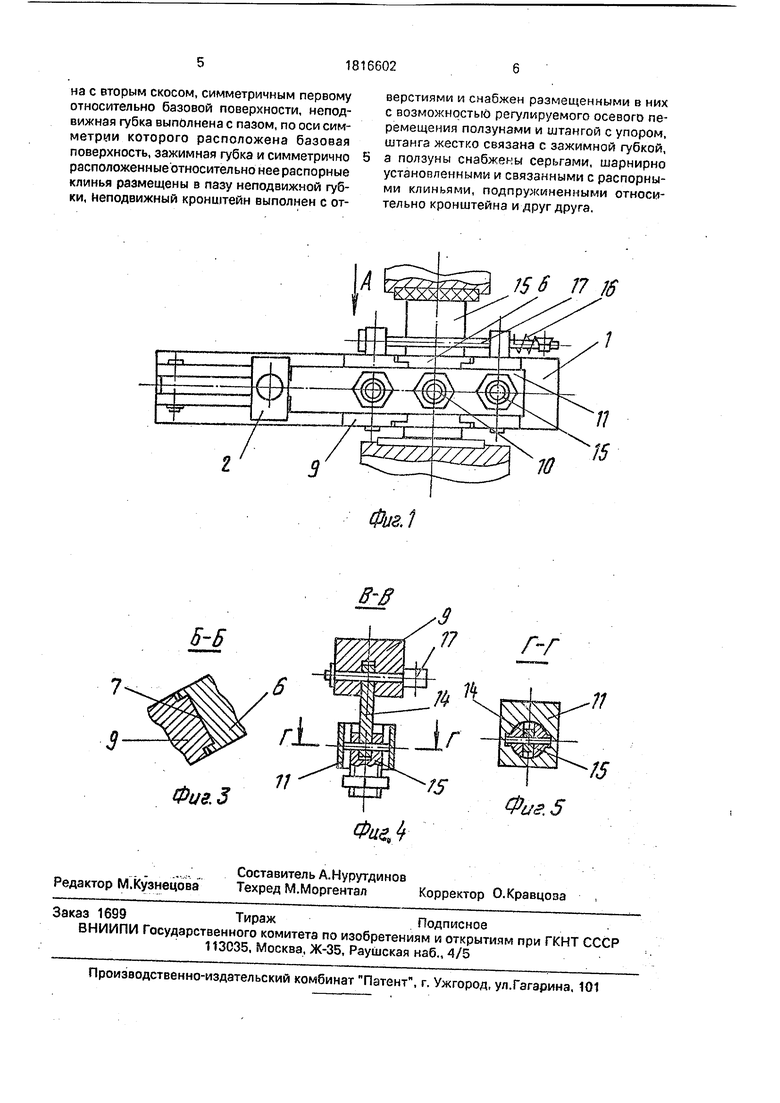
На фиг. 1 изображен узел, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - сечение В-В на фиг, 2; на фиг. 5 - сечение Г-Г на фиг. А.
Электродный узел для Т-образной рельефной сварки трубных деталей состоит из неподвижного электрода 1 и механизма крепления 2, На электроде 1 выполнен паз 3 с установочной базой 4, охватывающей с одной стороны деталь 5. В пазу 3 размещена токоподводящая зажимная губка 6, выполненная в виде разнобокой трапециевидной призмы со скосами 7 и базовой поверхностью 8, охватывающей деталь 5 с другой стороны, между стенками паза 3 и скосами 7 расположены токопере- дающие распорные клинья 9.
Зажимная губка 6 посредством штанги 10 подвижно установлена на поворотном кронштейне 11 механизма крепления 2 и поджата к детали 5 упором 12 на штанге 10. Клинья 9 поджаты пружинами 13 к скосам 7 зажимной губки 6 и к стенкам паза 3 и соединены с кронштейном 11 посредством серег 14 и ползунов 15. Ходы ползунов 15 и штанги 10 зажимной губки б регулируются гайками. Наибольший ход ползуна 15-Ж, a штанги 1Q-H2. Клинья 9 постоянно поджаты к скосам 7 зажимной губки б посредством пружины 16 на стержне 17, пропущенном через серьги 14. Электрод 1, зажимная губка 6 и клинья 9 выполнены из токопровод- ного материала.
При загрузке детале 5 устанавливают в установочную базу 4 на электроде 1 и механизмом крепления 2 подводят кронштейн 11. Распорные клинья 9 с зажимной губкой 6 входят в паз 3 и зажимная губка 6 базовой поверхностью 8 установится на детали 5. Штанга 10 утопится в кронштейн 11 до упора 12 на размер На, и губка 6 закрепит деталь 5 на установочной базе 4 электрода 1. Одновременно с этим зажимная губка 6 начнет воздействовать на распорные клинья 9 и раздвигать их скосами 7 вправо и влево до контакта со стенками паза 3. Распорные клинья 9, поворачиваясь на серьгах 14, начнут выдавливаться из паза 3 в сторону кронштейна 11 и сжимать пружину 13, обеспечивая этим плотный токопрдводящий
контакт от электрода 1 к зажимной губке 6. Ползуны 15 при этом выступят из кронштейна 11 на размер Н2, Потом производят сварку.
При выгрузке сваренной детали 5 с машины раскрытием механизма 2 отводят кронштейн 11, который сначала выберет зазор Hi на ползунах 15, а затем размер На на штанге 10, при этом распорные клинья 9
0 начнут извлекаться из паза 3 и одновременно сдвигаться друг к другу и к зажимной губке 6 по направляющим пружиной 16 на стержне 17. После этого они свободно выйдут из паза 3 электрода 1 и отведутся пово5 ротным кронштейном 11 из зоны загрузки-выгрузки изделия.
Закрепление между неподвижным электродом и токоподводящей зажимной губкой детали обеспечивает равномерное
0 распределение сварочного тока по периметру детали, в результате чего в месте контакта свариваемых деталей будет одинаковая плотность тока по всему периметру.
Подпружинивание токоподводящих за5 жимных клиньев к зажимной губке позволяет уменьшать расстояние между ними в свободном состоянии устройства и обеспечивает беспрепятственный зажим и разжим деталей в устройстве.
0 Применение предлагаемого изобретения при сварке трубных элементов на контактных машинах или в других отраслях, связанных с подводом тока к элементам конструкции, во-первых, обеспечивает по5 вышение качества рельефной сварки за счет охвата трубного элемента токонесущими конструкциями и равномерного распределения тока по периметру сварного шва, а во-вторых, обеспечивает удобство загрузки
0 и выгрузки изделия спереди в рабочую зону машины за счет отвода зажимных токоподводящих губок от установочной базы электрода.
Формул а изо б ре тени я
5 Электродный узел преимущественно для Т-образной рельефной сварки, содержащий неподвижный электрод, выполненный с базовой поверхностью, механизм крепления детали с подвижной токоподводящей
0 зажимной губкой, выполненной с базовой поверхностью и скосом, и подпружиненным распорным клином, установленным с возможностью взаимодействия со скосом зажимной губки,отличающийся тем,что,
5 с целью увеличения производительности труда путем обеспечения удобства загрузки и выгрузки деталей, механизм крепления снабжен поворотным кронштейном и вторым подпружиненным распорным клином, токоподводящая зажимная губка выполнена с вторым скосом, симметричным первому относительно базовой поверхности, неподвижная губка выполнена с пазом, по оси симметрии которого расположена базовая
верстиями и снабжен размещенными в них с возможностью регулируемого осевого перемещения ползунами и штангой с упором, штанга жестко связана с зажимной губкой,
поверхность, зажимная губка и симметрично5 а ползуны снабжены серьгами, шарнирно
расположенные относительно нее распорныеустановленными и связанными с распорныклинья размещены в пазу неподвижной губ-ми клиньями, подпружиненными относики, неподвижный кронштейн выполнен с от-тельно кронштейна и друг друга.
верстиями и снабжен размещенными в них с возможностью регулируемого осевого перемещения ползунами и штангой с упором, штанга жестко связана с зажимной губкой,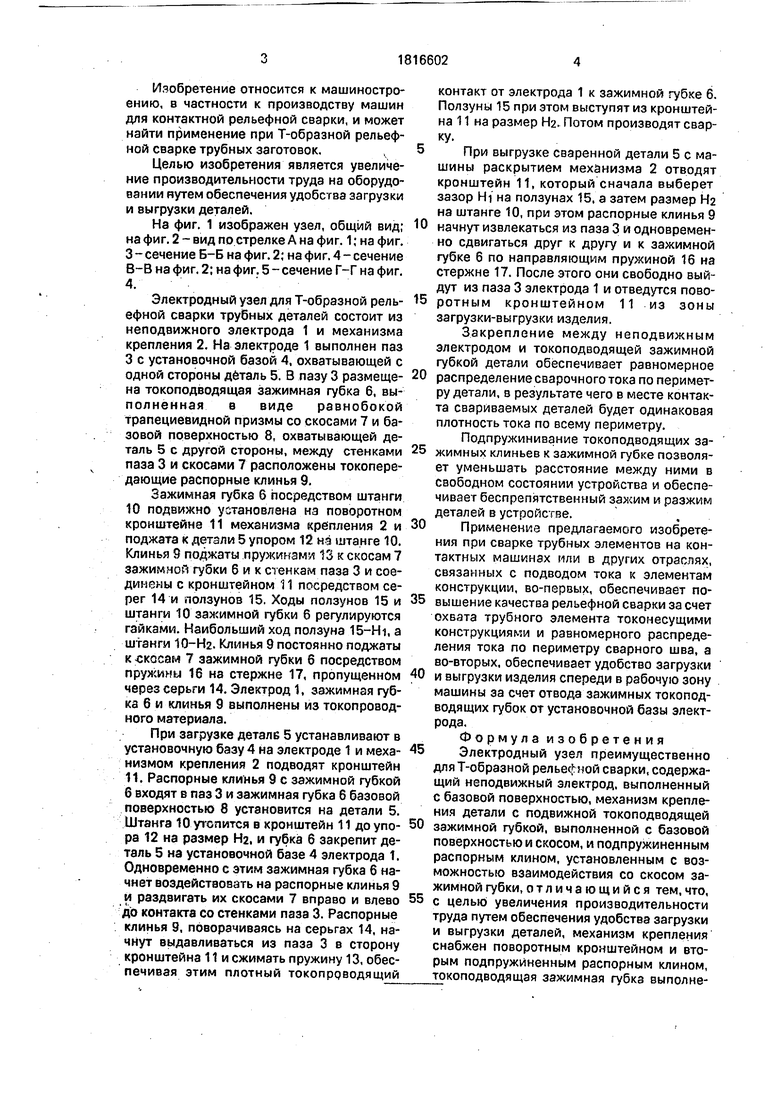
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1191222A1 |
| Автомат для ударно-стыковой сварки | 1971 |
|
SU442030A1 |
| АВТОМАТИЧЕСКОЕ ПРОТИВОУГОННОЕ УСТРОЙСТВО ДЛЯ КРАНА | 2011 |
|
RU2471701C1 |
| Загрузочно-разгрузочное устройство к горизонтальному поворотному столу | 1984 |
|
SU1180226A1 |
| Установка для контактной рельефной сварки | 1981 |
|
SU1017450A1 |
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
| Машина для контактной сварки | 1977 |
|
SU692708A1 |
| Штамп для вытяжки крупногабаритных изделий | 1977 |
|
SU677789A2 |
Использование: для Т-образной рельефной сварки. Сущность изобретения: токоподводящая зажимная губка б выполнена с двумя .скосами и вместе с двумя распорными клиньями 9 размещена в пазу 3 неподвижного электрода 1. Механизм крепления детали снабжен поворотным кронштейном 11, снабженным подвижными ползунами 15, шарнирно связанными с клиньями 9 и штангой 10, жестко связанной с зажимной губ.кой 6. ПолзуньИби штанга 10установле-. ны с возможностью регулируемого осево о перемещения. Клинья 9 подпружмнены относительно кронштейна и между собой. 5 ил. .
Фиг.1
| Липа М | |||
| и Голасек Я | |||
| Контактная рельефная сварка | |||
| - Киев: Техника, 1971, с | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Там же, с | |||
| Пуговица | 0 |
|
SU83A1 |
