Изобретение относится к обработке металлов давлением, а именно к заготовкам для получения крутоизогнутого патрубка с фланцем, и может найти широкое применение в машиностроительной, авиационной и других отраслях промышленности.
Цель изобретения - повышение качества изготавливаемых деталей.
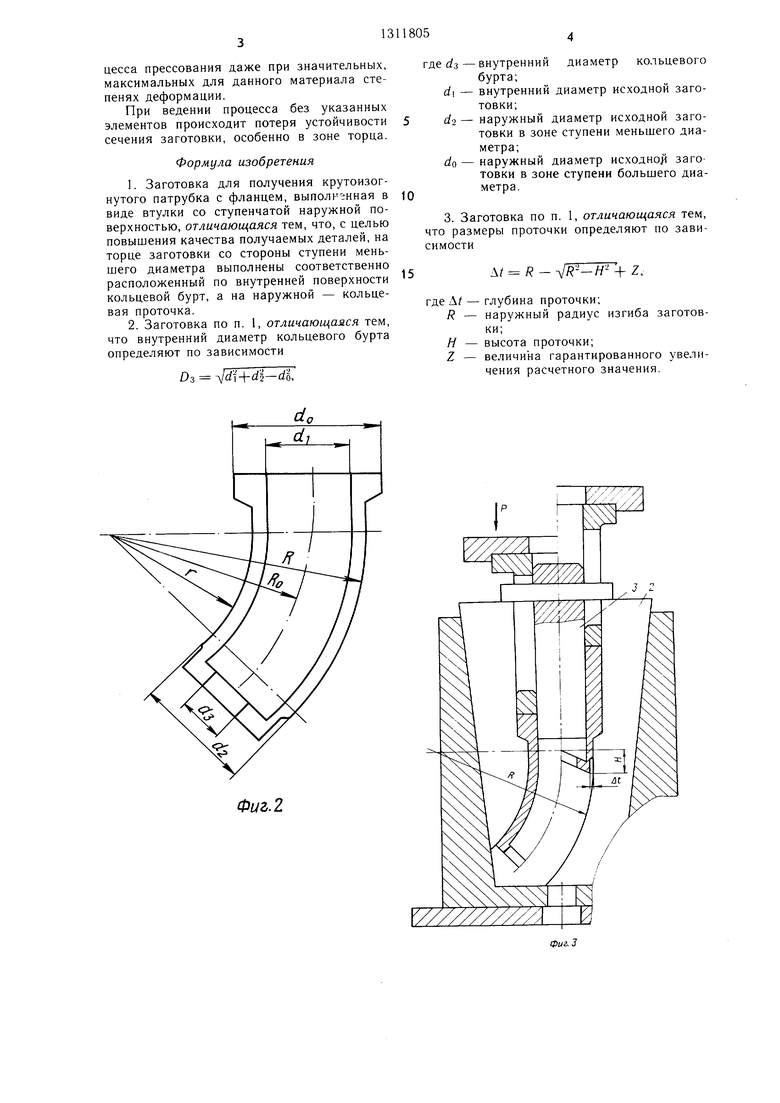
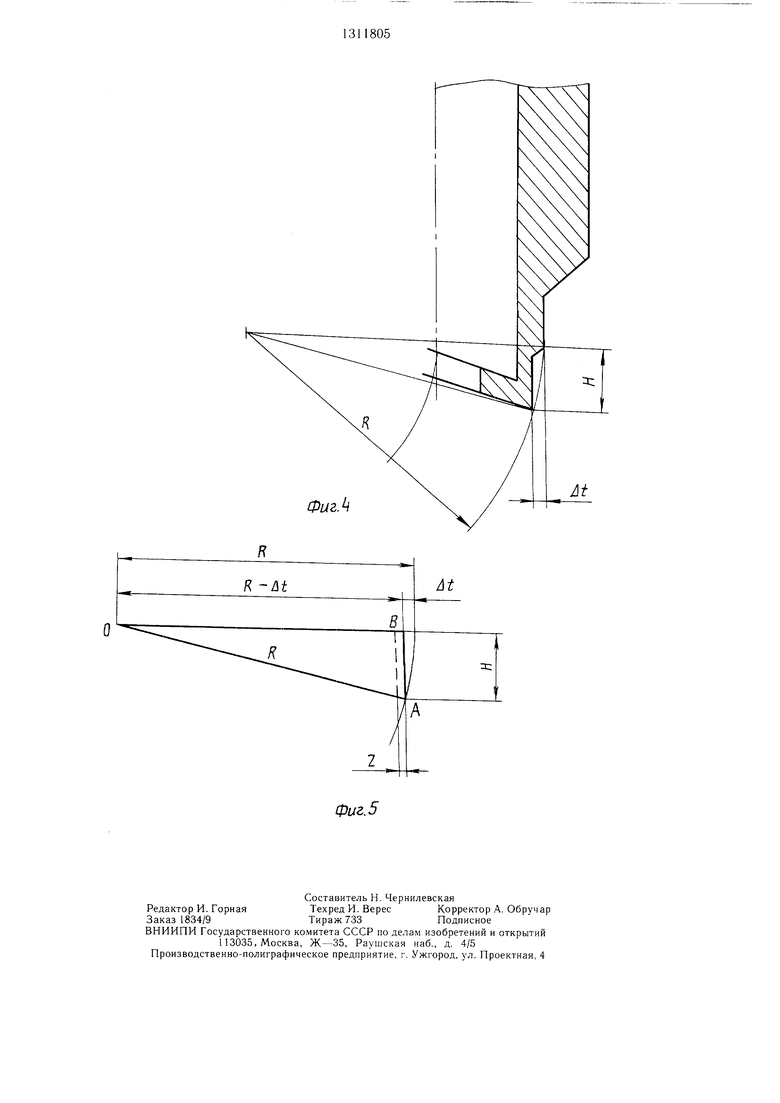
На фиг. 1 - показана предлагаемая заготовка, общий вид; на фиг. 2 - полученная деталь, общий вид; на фиг. 3 - схема получения крутоизогнутого патрубка с фланцем; на фиг. 4 - узел I на фиг. 1; на фиг. 5 - схема расчета.
Заготовка выполнена в виде полой ступенчатой втулки 1. В зоне а ступени меньшего диаметра с торца заготовки по внутренней поверхности выполнен кольцевой бурт 2, а по наружной - проточка. Бурт по внутренней поверхности способствует по- жесткости сечения, предотвращает искажение сечения от сжимающих напряжений.
Величина бурта определяется из условия равенства напряжений и усилий, действующих в сечениях верхнего и нижнего торцов заготовки.
Усилие на верхнем торце определяется по формуле
PI Fag,
где /- о - площадь контакта заготовки с инст- рументом;
q - удельное давление прессования.
Усилие на нижнем торце с буртом определяется по формуле
Р-) f :сУсж,
| де F - площадь поперечного сечения нижнего торца с утолщением; Осж-напряжение, действующее в поперечном сечении нижнего торца. Учитывая, что PI Р-2 и f/ а , тогда Г|) FI, или
3 1,,1 ,,-2-. / ,1 J2 Q
у- «„-а,) - -
отсюда 3 , - внутренний диаметр кольцевого бурта; d - внутренний диаметр исходной заготовки; di - наружный диаметр исходной заготовки в зоне ступени меньшего диаметра; do - наружньЕЙ диаметр исходной заготовки в зоне ступени большего диаметра.
Кольцевая ступенчатая проточка по наружному контуру обеспечивает равномерное перемещение и разворот торца заготовки в процессе прессования с изгибом при отсутствии сил трения в зоне торца заготовки. Величина проточки определяется исходя из геометрических размеров детали и величины захода меньшего диаметра заготовки в криволинейную часть матрицы (фиг. 4 и 5).
Решая треугольник ОВА (фиг. 5), нахоR-M
откуда , где Д - глубина проточки; R - наружный радиус изгиба загоовки; Н - максимальная высота проточки заготовки на меньшем диаметре (выбирается конструктивно в зависимости от оптимальной величины захода заготовки в криволинейную часть матрицы).
Для исключения возможности появления сил трения в зоне торца заготовки при прессовании к расчетному значению Л/необходимо прибавить величину Z 0,1 0,3мм (величина Z определена экспериментально).
Тогда Л/ г.
Величина скобы S по торцу заготовки рассчитывается по общеизвестным форму- ам.
Величина скоса Н определяется зависимостью
Н
К-360°
5
0
где 1 2-малый диаметр заготовки, мм; а°-угол изгиба заготовки (детали); К - коэффициент, учитывающий прессуемый материал: для стали К 1,3, для алюминиевых сплавов /( 1,1.
Экспериментальные работы по изготовлению крутоизогнутого патрубка с фланцем проводятся на гидропрессе усилием Р 160 тс, снабженном нагревательным устройством. Заготовка (фиг. 1) предварительно 5 получена прессованием в режиме сверхпластичности из алюминиевого сплава с подготовленной мелкозернистой структурой.
Прессование осуц;ествляется на устройстве, изображенном на фиг. 3. Ступенчатую заготовку 1 устанавливают в криволи- нейную матрицу 2 так, что максимальная длина образующей малого диаметра совпадает с максимальным радиусом изгиба криволинейной матрицы. Внутрь заготовки устанавливают иглу 3.
5 При перемепхении выдавливаемого металла по криволинейной поверхности матрицы скошенный торец благодаря выполненны.м на нем бурту и проточке, не искажается от сжимающих напряжений и сил трения. При прессовании поддерживается рабочая темпе- 0 ратура 7 430 ± 10°С. Внутренний радиус гиба заготовки У 100 мм.
Заготовка изготавливается из алюминиевого сплава 01420, полученная деталь (фиг. 2) имеет незначительные гео.метричес- кие отклонения от шаблона - в пределах 5 0,2 мм. Овальность сечения не превышает 1 мм. Наличие на заготовке указанных элементов в заданном геометрическом диапазоне позволяет обеспечить устойчивость процесса прессования даже при значительных, максимальных для данного материала степенях деформации.
При ведении процесса без указанных элементов происходит потеря устойчивости сечения заготовки, особенно в зоне торца.
Формула изобретения
1.Заготовка для получения крутоизогнутого патрубка с фланцем, выполн -нная в виде втулки со ступенчатой наружной поверхностью, отличающаяся тем, что, с целью повышения качества получаемых деталей, на торце заготовки со стороны ступени меньшего диаметра выполнены соответственно расположенный по внутренней поверхности кольцевой бурт, а на наружной - кольцевая проточка.
2.Заготовка по п. 1, отличающаяся тем, что внутренний диаметр кольцевого бурта определяют по зависимости
Ds Id i+d i-dl
где rfa-внутренний диаметр кольцевого бурта;
di - внутренний диаметр исходной заготовки;
- наружный диаметр исходной заготовки в зоне ступени меньшего диаметра;
do - наружный диаметр исходно|1 заго товки в зоне ступени большего диаметра.
3. Заготовка по п. 1, отличающаяся тем, что размеры проточки определяют по зависимости
M R - + Z,
где Д/ - глубина проточки;
R - наружный радиус изгиба заготовки;
Я - высота проточки;
Z - величина гарантированного увеличения расчетного значения.
Фиг. 2
фиг. 5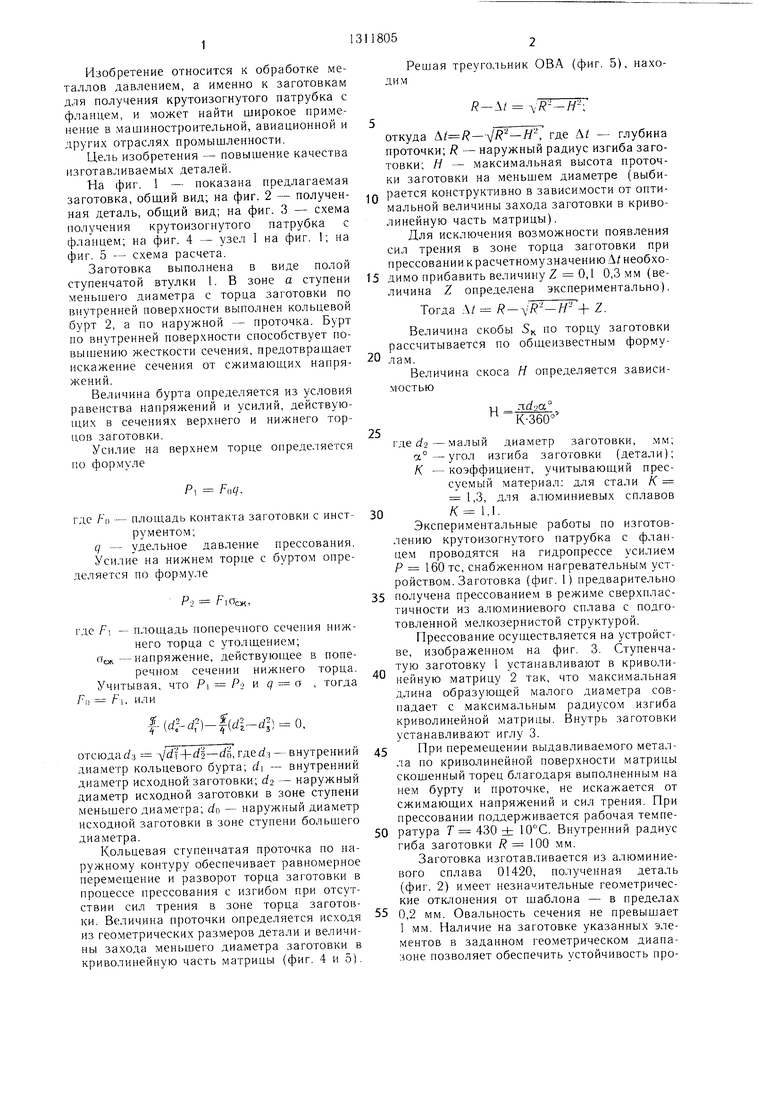
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования крутоизогнутых патрубков с фланцем | 1980 |
|
SU910273A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2003 |
|
RU2241561C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1994 |
|
RU2094151C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| СПОСОБ ГИБКИ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1989 |
|
RU1741344C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2013 |
|
RU2528928C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2510806C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1998 |
|
RU2172221C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1987 |
|
RU1466084C |
Изобретение относится к обработке металлов давлением, а именно к заготовкам для получения крутоизогнутого патрубка с фланцем, и может найти применение в машиностроительной, авиационной и других отраслях промышленности. Цель изобретения - повышение качества изготавливаемых деталей. Заготовка представляет втулку 1 со ступенчатой наружной поверхностью. На торце заготовки в зоне ступени а меньшего диаметра выполнены расположенный по внутренней поверхности кольцевой бурт 2 и наружная проточка. Приведены фор.мулы для расчета размеров бурта и проточки. Проточка обеспечивает в процессе прессования равномерное нереме- шение и разворот торца заготовки. При перемещении прессуемого металла по криволинейной поверхности матрицы скошенный торец заготовки не искажается от сжимаюших напряжений и сил трения, что обеспечивает устойчивость процесса. 2 з.п.ф-лы. 5 нл. а о (Л Фиг.1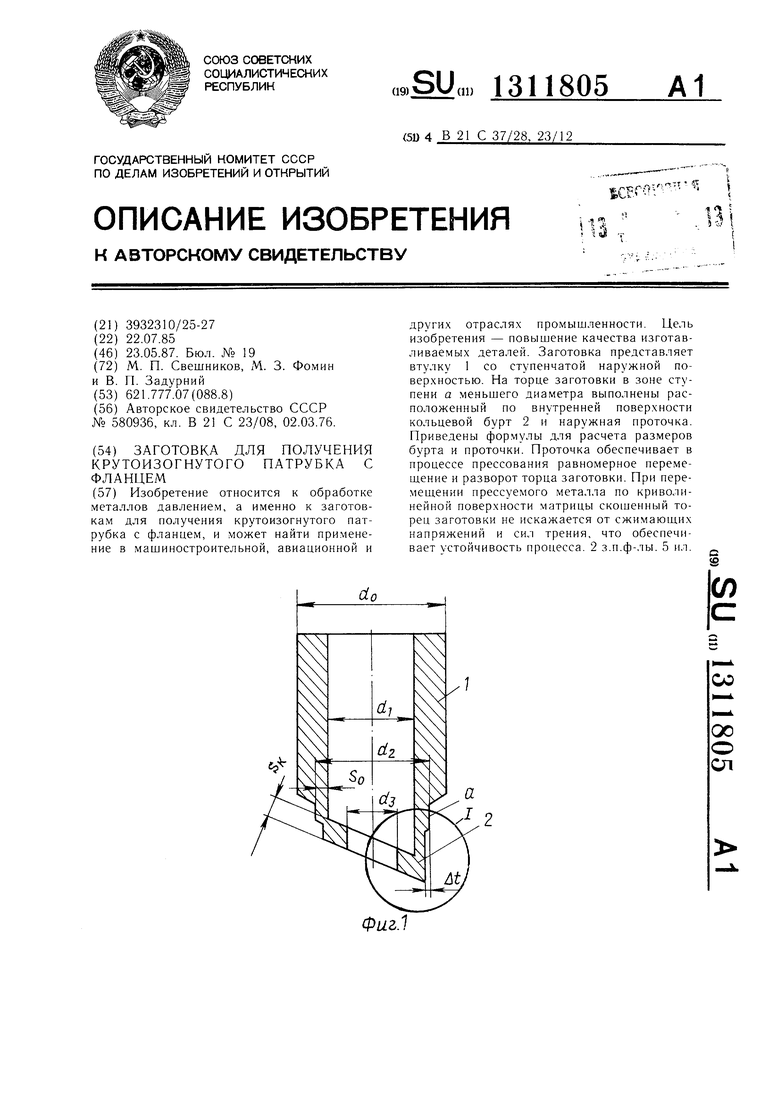
| Заготовка для гидростатического прессования полых изделий | 1976 |
|
SU580936A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
