113
Изобретение относится к обработке металлов давлением и может быть использовано преимущественно для крепления сборных штампов объемной горячей штамповки особой конструкции с гнездами для вставки в виде сквозного отверстия, расширяющегося в сторону хвостовика, а также для крепления молотовых штампов объемной штамповки и бойков.
Цель изобретения - повышение стойкости штампа.
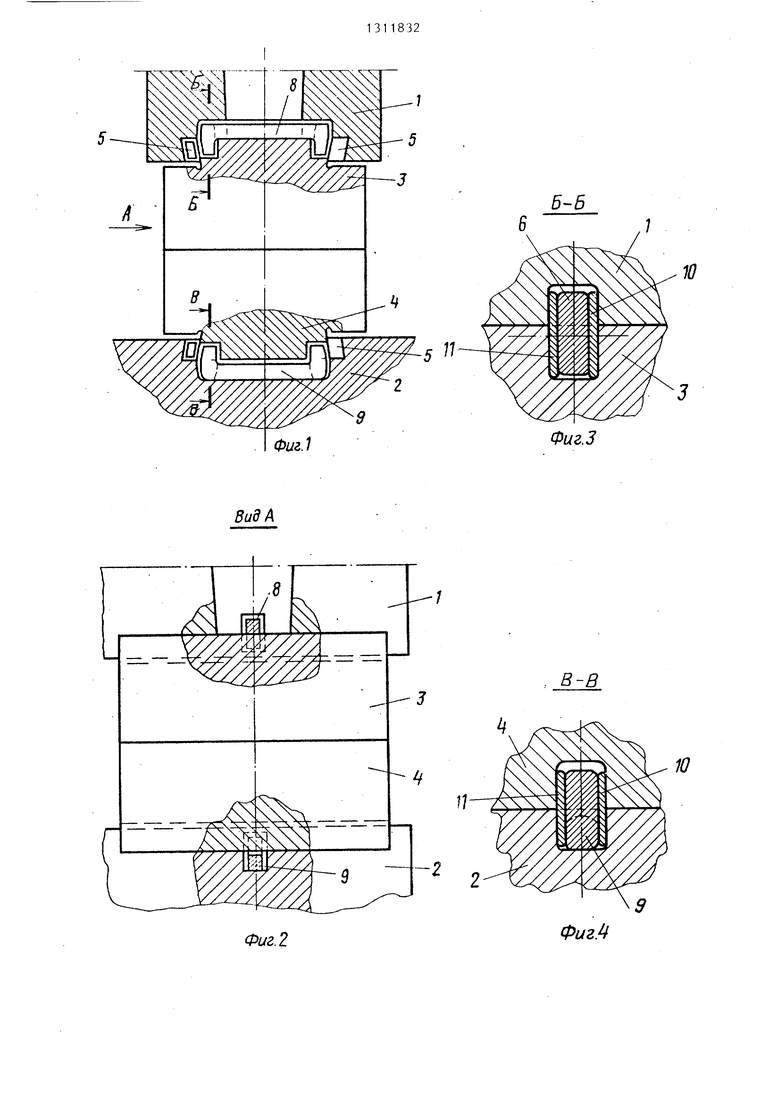
На фиг. 1 представлены узлы крепления верхней и нижней половин штампа,, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг.1; на фиг. 5 - вариант крепления узла верхней и нижней половин штампа; на фиг. 6 - сечение Г-Г на фиг. 5.
.В верхнем 1 и нижнем 2 штамподер- жателях выполнены гнезда под верхнюю 3 и нижнюю 4 части штампа, которые крепятся в них с помощью клиньев 5 (фиг. 1). Сменные ручьевые вставки 6 и 7 фиксируются относительно штам- подержателей 1 и 2 соответственно с помощью шпонок 8 и 9, которые устанавливаются в пазах блоков и штампо- вых сменных ручьевых вставок с помощью регулировочных прокладок 10 и 11 (фиг. 3 и 4).
Установка и регулировка штампов с помощью узла крепления осуществляется следующим образом.
Верхний штамподержатель 1 фиксируется при помощи упора в верхнем положении. Нижняя шпонка 9 устанавливается в шпоночньй паз нижнего штампо- держателя 2 и с помощью подбора прокладок 10 и 11 разных толщин (фиг. 4 совмещает вертикальную ось шпонки с осью молота. Затем с помощью грузоподъемного крана устанавливают в штам подержателе 2 со шпонкой нижнюю 4 и верхнюю 3 части штампа. Нижнюю часть штампа 4 закрепляют клиньями 5. В шпоночные пазы верхней части штампа 3 устанавливают верхнюю шпонку 8. После этого, путем поочередной установки в шпоночные пазы прокладок 10 и 11, подбирают (по толщине) соответствую18322
щее их сочетание для обеспечения полной соосности верхней 3 и нижней 4 частей штампа. Для регулировки положения верхней части 3 штампа относи5 тельно нижней части 4 в поперечном направлении используют,ся верхние клинья 5, а при необходимости (дополнительно) - и нижние клинья 5. Регулировка положения частей штампа 3 и 4
0 этими клиньями производится посредством более глубокого забивания, например, левого клина и менее глубокого забивания правого и при необходимости наоборот.
5 При втором варианте осуществления (фиг. 5 и 6) порядок сборки узла крепления и регулировки положения верхней части штампа 3 относительно нижней части 4 в .основном аналогичен
0 за исключением того, что шпоночные пазы выполнены в ручьевых вставках 6 и 7 верхней 3 и нижней 4 частей штампа. Кроме того, в связи со сборной конструкцией штампа после уста5 НОНКИ шпонки 8 с прокладками (не показаны) в шпоночный паз нижнего штам- подержателя 2 до установки части штампа 4 устанавливается ручьевая вставка 7. Затем,после закрепления
0 нижней части штампа 4 клиньями 5 в гнезде нижнего штамподержателя 2,на нижней части 4 штампа устанавливается вначале часть 3, а в ее гнездо - ручьевая вставка 6.
35
Формула изобретения
Инструментальный узел штамповочного молота, содержащий клиновые эле0 менты крепления штампа в штамподержа- телях и сменные ручьевые вставки в половинах штампа, а также шпоночные установочные элементы, размещенные в
пазах штамподержателей и штампа, 5 отличающийся тем, что, с целью повышения стойкости, шпоночные элементы выполнены П-образной формы, при этом их горизонтальные размещены в пазах штамподержа0 телей, а вертикальные - в ответных пазах, выполненнь1х в периферийных зонах обеих половин штампа, причем глубина пазов равна ширине.
Фиг.1
Фиг.З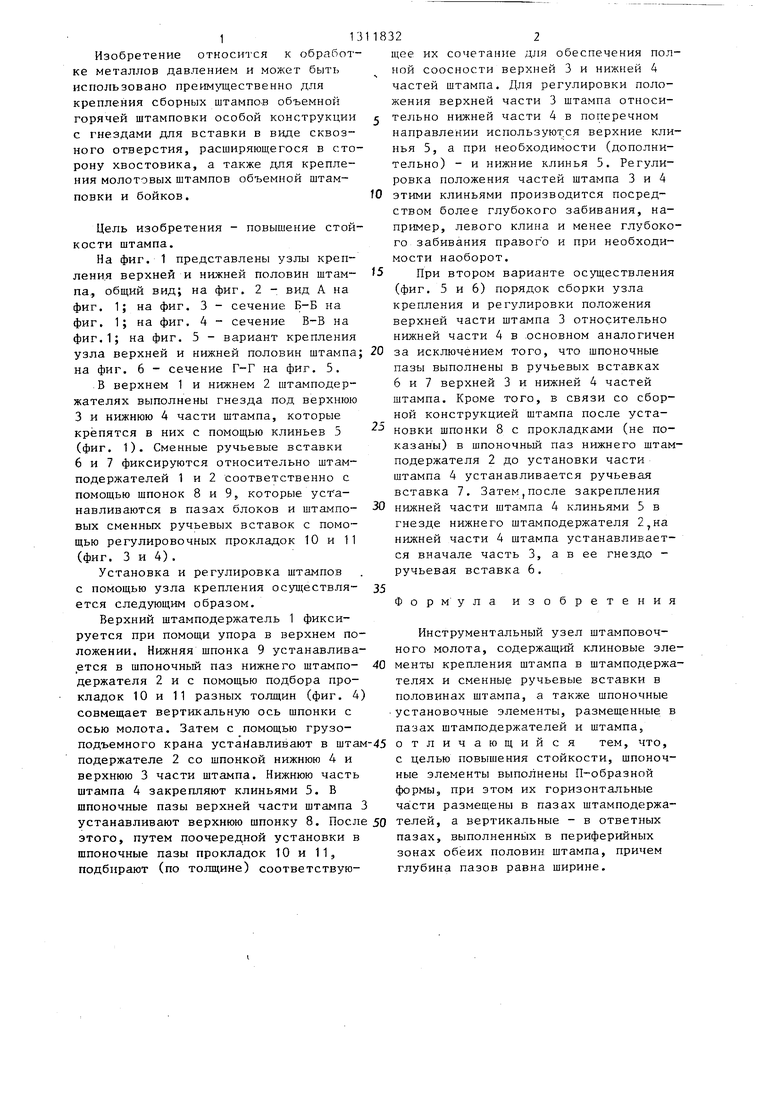
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел крепления молотового штампа | 1990 |
|
SU1756010A1 |
| Устройство для штамповки | 1986 |
|
SU1393522A1 |
| Узел крепления штампов на вертикальном молоте | 1981 |
|
SU977094A1 |
| Сборный штамп | 1985 |
|
SU1344486A1 |
| СБОРНЫЙ ШТАМП ДЛЯ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2005573C1 |
| Устройство для крепления штампов | 1979 |
|
SU772888A1 |
| Хвостовик молотового штампа | 1991 |
|
SU1750838A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1991 |
|
RU2007248C1 |
| Узел крепления молотового штампа в штамподержателе | 1983 |
|
SU1150053A1 |
| Штамп для горячего деформирования малопластичных металлов и сплавов | 1984 |
|
SU1292891A1 |

Изобретение относится к устройствам для молотовой штамповки и позволяет повысить стойкость штампа за счет того, что при монтаже штампо- держателей и сменных ручьевых вставок в половинах штампа используют шпоночные элементы Птобразной формы. Горизонтальные части шпоночных элементов размещены в сквозных пазах половин штампа, а вертикальные их части - в пазах штамподержателей. 6 ил. сю со Iv5
В-В
11-А
л
Фиг. 2
Фиг/4
/ s
1
Фиг. 6
Составитель В. Бещеков . Редактор А. Козориз Техред Л.Сердюкова Корректор А. Зимокосов
Заказ 1917/10 Тираж 583Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| УСТРОЙСТВО для КРЕПЛЕНИЯ ШТАМПА В БАБЕ КУЗНЕЧНОГО МОЛОТА | 0 |
|
SU277517A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
