Изобретение относится к обработке металлов давлением и может быть использовано при объемной горячей штамповке, преимущественно, на штамповочных молотах но можно его использовать и на прессах.
Це.чью изобретения является повышение стойкости итамна, снижение металлоемкости и облегчение переналадки 1итампа.
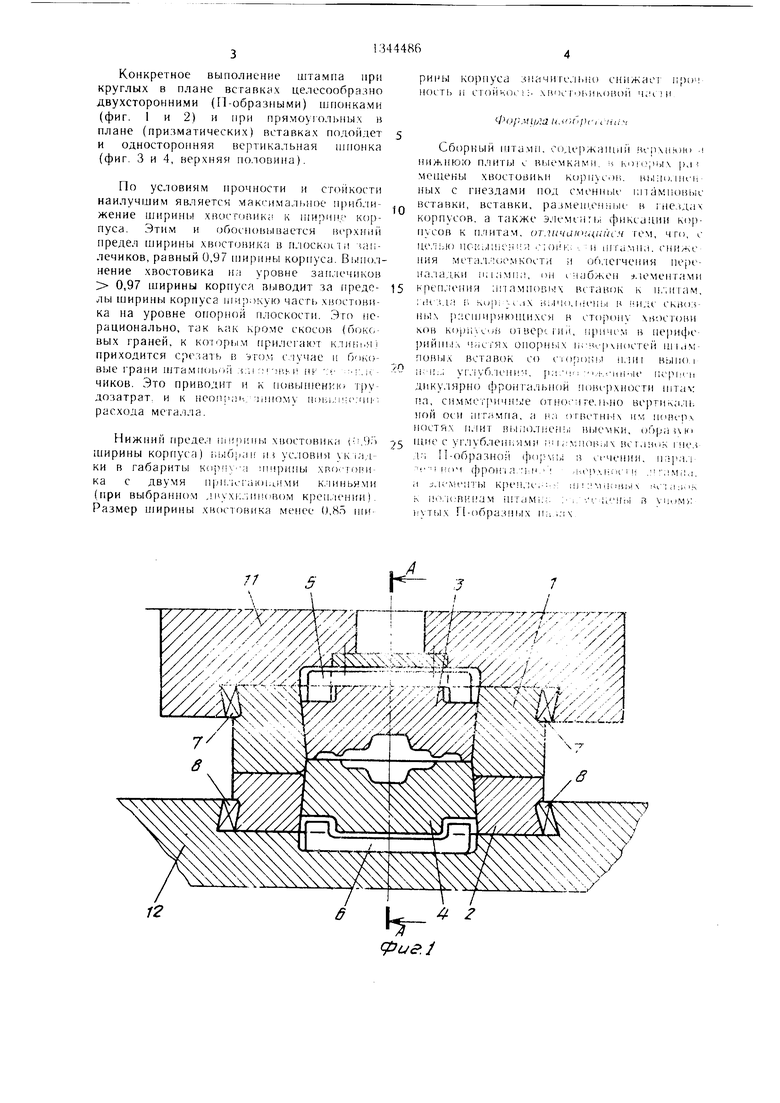
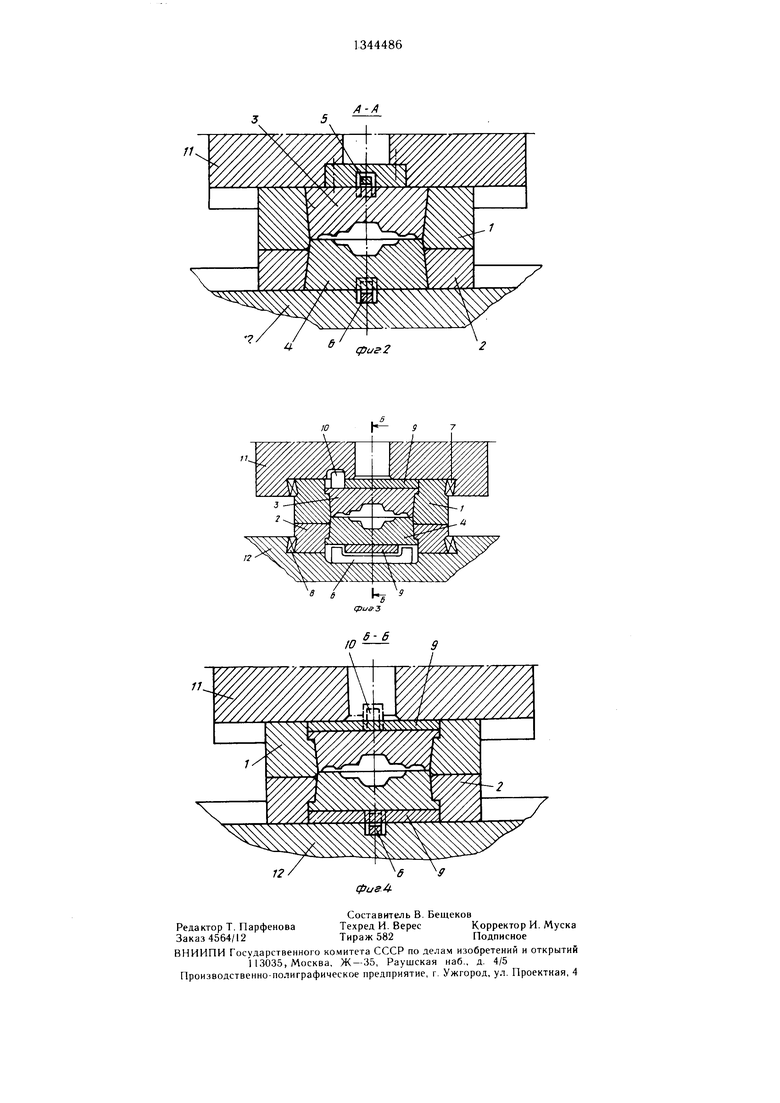
На фиг. 1 представлен предлагаемый штамп, обший вид (со стороны опорных поверхностей); на фиг. 2 - разрез А-.4 на фиг. 1; на фиг. 3 гц едлагаемый штамп, вид сбоку (со cT(jp(THbi торцов вставок); на фиг. 4 разрез Б -Б на фиг. 3.
Сборный (ита.мн состоит из корпуса I верхней половины штампа и корпуса 2 нижней П(}ловин1 1 штампа, ручьевой вставки 3, рял- меп;енной в корпусе 1, и ручьевой вставки 4, усганов,1енной в корпусе 2. С помощью двухсторонней шпонки 5 ручьевая вставка 3 крепится г. корпусе 1, а двухсторонняя шпонка 6 предназнммсиа д. 1я крегкления встав- ки 4 в корпусе 2. Клинья 7 и 8 пред- iia.uiaiieHbi для кренления корпусов I и 2 1:оответствепп() к верхней и нижней половинам штампа (бабе и подуп ке молота), причем между опорной иовер.хностью корпусов 1 н 2 и полонина.ми птампа размешены опо)- иые вклады1 1п 9 (фи1 . :5). На фиг. 3 и 4 П 1сдстав;|ен вариант крепления корпуса 1 с riOMOiubK. односторонней пиюнки 10 к верхней клигс - бабе I 1 .мо.чота, а корпус 2 кре- пигся к пижнеГ п. пгге 11одуп1ке 12 .молота с noMOiuijio двухс горонней н.п1ояки 6.
Уклон боковых стенок гнезд вставок в корпусах и самих (ставок рекомендуется принимать в 1редели.х I -(Г. Вставки и гнезда могут бьгп. выио.т К ны и стуненчатой, ра1М11иря101це1 ся к хвогтовику формы (фиг. 3 и 4).
штампа и закреп,тение его к мо лоту ocynu Ci н.тяется и следующей иоследова- те,лы1ости (luijMKiHT с oriOjiHbiM вкладышем но фиг. 3 II 4). В 1пп(.)ночньи 1 паз по- ду1пки 12 устанав.жвается шпонка 6. На ииюнку уст анав.:1иваегся опорный вкладЬ)11П 9 В пазы П1но1)чные и слева IT шпонки 6 (фиг. 4) вст авляются прок.тад- ки в зонах 1ППОИОЧНЫХ пазов опорного вкладыша 9 на всю высоту шпонки (примерные очертания прокладки в фавой стороне шионки показаны пунктирной линией на фиг. 3).
На опорный вкладьип устанавливается ручьевая вставка 4, а на ручьевую вставку - корпус 2 нижней половины П1тампа. Носле этого вводятся в свои гнезда для крепления корпуса 2 клинья 8 (справа и слева по фи1 3), но забиваются не полностью.
На корпус 2 устанавливается корпус 1 верхней половины штампа. Опусканием бабы 1 1 молота корпусы 1 и 2 прижимаются к низу. Нри этом, в случае установки вста
5
0
0
5
0
5
5
0
вок с натягом,корнус 2 заходит с усилием и запрессовывается на вставку 4.
Вслед за этим в корпус 1 сверху устанавливается вставка 3, на вставку 3 - опорный вк,чадыи1 9. Носле этого опусканием бабы 1 запрессовывается в корпус 1 вставка 3. Носле запрессовки вставляют в соответствующий паз опорного вкладыша шпонку 10.
Затем, используя прокладки (не показаны) к шпонке 10 (на фиг. 4 они устанавливаются с;1ева и справа от пиюнки), а также верхние клинья 7 и, при необходимости, прок.тадкп пижней п попки 6 и клинья 8, п|К)пз1)одят паисску верхнем половины 1птампа отн к иге.тьно ниж}|ей половины (добиваются достижения по;1ной соосности).
Носле этого окончательно забиваются клинья ве) 11 пижнеп половины и, т аким образом, за1)епляегся к .молоту. Снягие штампа с молота и де.монтаж про- и И .одятч я в слел О1пей п(Jcлeд,oвaтe,пьнocти. Нодпимается в верхнее положение баба 11 с верхней по,11овиной нггамна. На 1к-тавку 4 нижней полоипны пгг.ммиа (па табочие плоскости) устанав, иваюгся нодкладкп для вы- прессовкн вс рхпсй вставки 3 из корпуса 1 и верхняя по.юиипа п1гампа опускается на 11одк,тадки. Носле этсм о выбиваются верх- :чис к.тппья 7 (,тенЫ11 и правый на фиг. 3), баба 1 1 поднимается в lepxnee положение. Н,1 верхние торцов1 и ктоскости кор- iiyv a уст; ;iH т;|;к 1пггя подк.тадки и, опус- т И15 v;iov I 1 H;I 1о.чк.тадки. ньшрессовы- | .,1кг 3 i; ; :i;)iV(. a 1. ,атем, под- пяв бабу в верхнее .оложенш/, убирают п гнезда ипюику ID, опорный ьк: .ад|)11П 9 и вставку 3.
Вслед за этим y ;n|i:iCTC5i корпус i верхней ,) liiii .r.ia Носле /тго выбмва- ют ся к.чиньи ;-; (.Teiiiiiii и правый на (fuir. 3),
ИИЖИЧ : M( : I i I .1. 11 г: i: t l ПО I И И лЫеТЧ Я ОТ
HIT ампо;Те)жа геля ппдущки 12, под oiKjpnbie и п.тоскос г и хвост , я;-;;: К ;|м Хс;; 2 vi i lii.an.THBa- 1014-я по..и,талки. л;1те | VCT 11 анл 1;4;1м ся подкладки на вставку и, опусканием ба- 6i)i II мо.тота, вставка вьп1|)ес(:ов1)1 ;ается из К111) 2. Hoc. U- iVdixi и ,)сл| Д ва с. .i.iio убирают со ш гампо.тсржателя подушки корпус 2, вставку 4, опорный вкладып 9 и нпюнку 6.
Монтаж и демонтаж штампа без опорных вкладып1ей (фиг. 1 и 2) осуществляется в той же последовательности с той лишь разницей, что исключается из об- пгего звеиа операций «Установка вкладьппей при монтаже и «Уборка вкладышей при демонтаже. Сбо)ный может быть из- готов.тен как с круглыми в плане вставками 3 и 4, так и с прямоугольными, с корпусами, охватывающими вставку со всех боковых сторон, т.е. но всему периметру. Онорпые вкладыши в i-незде устанавливаются преимупдественно свободной посадкой, т.е. зазором.
Конкретное выполнение штампа при круглых в плане вставках целесообразно двухсторонними (П-образными) шпонками (фиг. 1 и 2) и при прямоугольных в плане (призматических) вставках no/ioiiaer и односторонняя вертикальная luriOHKa (фиг. 3 и 4, верхняя половина).
По условиям прочности и стойкости наилучшим является максимал1)И)е п)ип:1и- жение ширин) хвостовик; к ширине корпуса. Этим и обосновывается 1и рх1гий предел ширины хвостовика в плоскппи lai;- лечиков, равный 0,97 пирины корпуса. Выпо/ - нение хвостовика на уровне зап.ючиков 0,97 ширины корпуса выводит за пределы ширины корпуса 111и;) qacrt хиостони- ка на уровне опорной плоскости. Это нерационально, так как кроме скосов (ооко вых граней, к Kor )pi,iM прилегают приходится срезать в эго. г.чучае li Cj ihc,- вые грани штампоьо; :: i -шк нк ; - iM. ЧИКОВ. Это приводит и к 10ВЫП1енИИ Т)удозатрат, и к neo ipaiv -JiiHOMy iii)i-;i,.-iiii : расхода металла.
Нижний преде. iiiifiiiMfbi хвостовика ширины корпуса) ьыбрак н услов1 я ь ки в габариты K(.-;i мшрипь xr(0 -tf) ка с двумя 1|Я1.1с1 аии.1.ими к.пиньими (при выбранном , иух1;.;)П(1В()м KPCIL KMIKH) . Размер и ирины хвостовика менее (.1,85
.5
ри корпуса значигс;|ьио c iii Kaoi- ii)o4 ность п стойког ;-. .хиос i o,Hhoiu)ii 4,11. in
.1 :а U.« ,hjt, i
Сборный 11тамп. содержа и Й ,)к и нижню:о с В 1емкамя. is Kon)j)i pa мешены хвостовик 1 корпусои. iii,i;io, iiicii- HbLX с г 1ездами под кпамповыс вставки, вставки, pa3Meiii.cfiHbu- в Г11е,д,1 корпусов, а также элемент,; фиксации ко)- nvcoB к плитам, (т. и1Ч1Л/ч,{1И а я гсм, ч го, с
U . Ibl() IIOi-;;,lllie}i :; OiOiifv . li 1 1ГаМ1 а. СННЖС
ния мета, 1/ оемкости .и опле1 че 1ия iic)e- иалал,ки плампа, он i набжен .1еме 1тами крепления uriaMnoBi.ix вставок к н..итам, ; .i;i п кор; .. r.ix iii,ii(,hirHi)i i-i -идс скноз- ib. }):1сп1ирякицихся в CTOjioiiy XitocTOBH ов K(.ij)ii C iti ui вере i liii, притом в nepHijicрИЙН,.Ч ЧпСГЯХ OHOIIHbiX ,(1СТеЙ linaNiпинь ; вставок со c l o;)oi;i:.i плн выно i уг:1уб, |еним. pa.-fic i/i-. iui iie licpiini дикулярно фронтальной поверхности HiTav па, снммсг Ч1чн: е относиге.п-но всртика, 1Ь 1ой оси 1нтамг а, а t . i () им понсрл
1 ОСТЯХ HbliKXliiCtl;, И1,емКИ, of)
дие с у 1ублеп глм 1 IM i .)1ч Hci,i;t(iK iHe.i .i. i П-образной (jioj Nibi I , napa. i м-- М(1м (jjpOH i a .i;Ci.iii K-i i .. Mil,i. a J, креплс,-:-: Ui ii; иы nc ; :i IK к . i( iHidMi;;. : i -. I (ni в
liVTblX Г1-обраЗН Х :;,.-iX
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментальный узел штамповочного молота | 1985 |
|
SU1311832A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1991 |
|
RU2007248C1 |
| Устройство для штамповки | 1986 |
|
SU1393522A1 |
| СБОРНЫЙ ШТАМП ДЛЯ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2005573C1 |
| Узел крепления штампов на вертикальном молоте | 1981 |
|
SU977094A1 |
| Штамп молотовой | 1983 |
|
SU1166876A2 |
| Способ крепления деталей составного штампа | 1987 |
|
SU1430172A1 |
| УСТРОЙСТВО для КРЕПЛЕНИЯ ШТАМПА В БАБЕ КУЗНЕЧНОГО МОЛОТА | 1970 |
|
SU277517A1 |
| Устройство для крепления штампов | 1979 |
|
SU772888A1 |
| Соединение охватываемой и охватывающей деталей | 1991 |
|
SU1805231A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для горячей штамновки. Целью изобретения является повышение стойкости штампа, снижение металлоемкости и облегчение переналадки штампа. Цель достигается снабжением штампа элементами крепления штамповых вставок к половинам штампа. Гнезда в корпусах выполнены в виде сквозных расширяюшихся в сторону хвостовиков корпусов отверстий. В периферийных частях опорных поверхностей вставок со стороны половин штампа выполнены углубления, расположенные вдоль вставок, симметричные относительно всртика.чьной оси штампа. Элементы крепления вставок к половинам штампа размещены в П-об- разных пазах. При .монтаже птампа и при креплении его к молоту сначала устанавливается шпонка, на которую устанавливается опорный вкладьии. Затем вставляются прокладки. На опорный вкладыш устанавливается ручьевая вставка, а на нее - корпус нижней половины п тампа. На корпус нижней половины устанавливается корпус верхней половины штампа. При опускапип верхней половины (бабы молота) корпус нижней половины запрессовывается на ее вставку. 4 ил. 5S сл ОС 4 4 4 00 Oi
f2
.A
h- j
I I
; 77 / 77 7Т 7Т :-- Л
ф Ш---Ш
.
..,.,......-..i.....i. . , , /
Ш
uej
r-/
фиг 2
Редактор Т. Парфенова Заказ 4564/12
Составитель В. Бещеков
Техред И. ВересКорректор И. Муска
Тираж 582Подписиое
ВНИИПИ Государственного комитета СССР по делам изобретений н открытий
1 13035, Москва, Ж -35, Раушская иаб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Замок для крепления вставок сбор-НыХ шТАМпОВ | 1979 |
|
SU835827A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
