Существуют разные типы станков для глубокого сверления отверстий с быстрым подводом сверла перед рабочим ходом и отводом его для прочистки отверстия при помощи гидравлического привода. Однако все они не обеспечивают равномерной пагрузки на сверло, в связи с чем при сверлении малых отверстий происходят частые поломки сверла.
В описываемом стапке для устранения этого недостатка применен подвижной от ходового винта упор для штока поршня гидравлического привода в период рабочей подачи сверла.
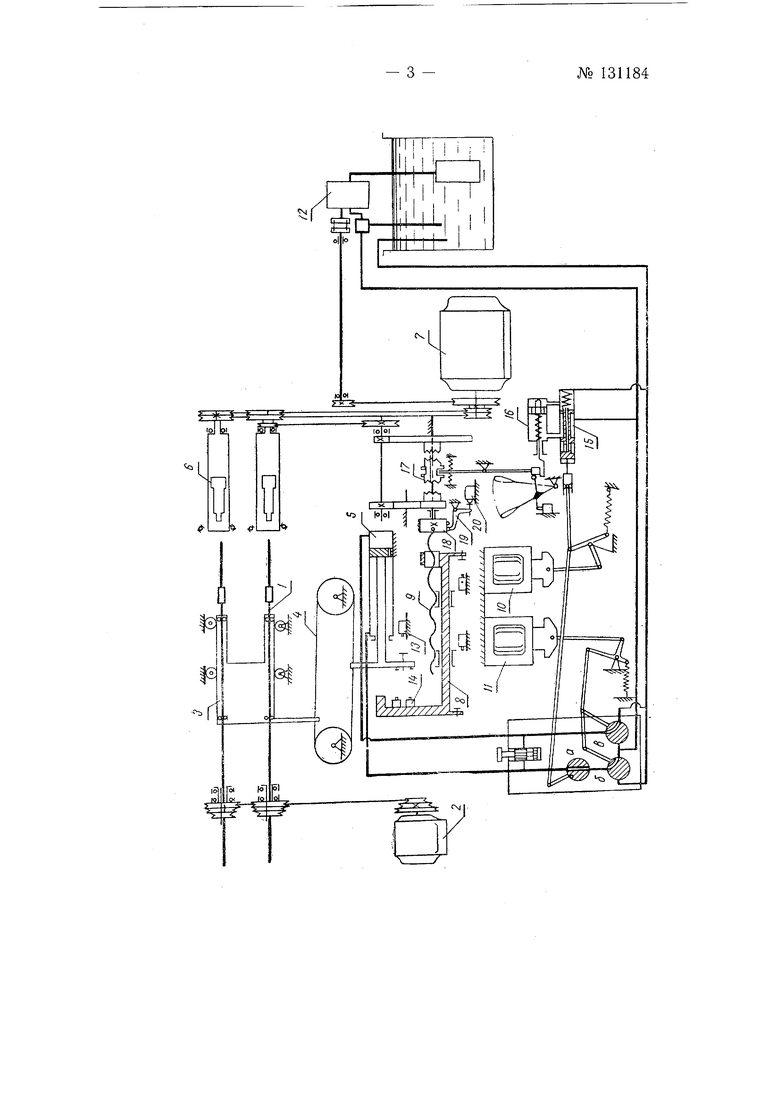
На чертеже изображена кинематическая схема описываемого станка.
Станок этот двухшпиндельный и предназначен для одновременной обработки двух деталей.
Шпиндели } станка вращаются от электродвигателя 2 и вместе со шпиндельной рамой 3 имеют возможность перемещаться вдоль оси щпинделей при помощи бесконечного троса 4, вторая ветвь которого связана со штоком цилиндра 5 гидравлического привода. Обрабатываемые детали 6 также вращаются от электродвигателя 7.
Перемещение штока цилиндра 5 гидравлического привода влево, а следовательно, и подача шпинделей вправо ограничивается подвижным упором 8, получающим перемещение от ходового винта 9.
При автоматическом цикле, после установки обрабатываемых деталей и сверл, а также включения электродвигателей 2 и 7, ток в обмотки электромагнитов 10 и 11 не поступает. Масло от гидравлического насоса 12 поступает в левую полость цилиндра 5. Поршень цилиндра 5 перемещается в крайнее правое положение и замыкает путевой выключатель 13. Тогда срабатывает электромагнит //. Клапаны бив поворачиваются, и масло под давлением проходит в правую полость цилиндра 5, а левая полость соединяется с гидробаком. Поршень цилиндра 5 со штоком на№ 131184- 2 чинает быстро передвигаться влево, перемещая вправо шпиндельную раму 3- Не дойдя до подвижного упора 8 на 0,5-1 мм, шток замыкает контакт микропереключателя 14, после чего срабатывает электромагнит 10, и левая полость цилиндра 5 перекрывается клапаном а. Цилиндр 5 начинает работать на дифференциальном режиме. Через отверстие в поршне цилиндра 5 масло, дроссируясь, проходит из правой полости цилиндра в левую, перемещает шток поршня цилиндра 5 влево, а шпиндельную раму 5- вправо, обеспечивая убыстренную подачу сверл па участке, находящемся за 0,5-1 мм до контакта их с обрабатываемой поверхностью деталей 6.
Одновременно с перекрытием клапаном а левой полости цилиндра 5 перемещается золотник 15, и масло под давлением начинает поступать в правую полость цилиндра 16, включая через зубчатую муфту /7 ходовой винт 9. Ходовой винт 9, вращаясь, перемещает подвижной упор 8 влево. Прижатый к упору 8 шток поршня цилиндра 5 перемещается вместе с ним с той же скоростью, перемещая шпиндельную раму вправо и осуществляя рабочую подачу сверл.
Величина рабочей подачи сверл регулируется закрепленным на ходовом випте 9 барабаном 18. На барабане 18 расположен ряд кулачков. Поворачиваясь вместе с ходовым винтом 9 па определенный угол, барабан 18 своим кулачком через рычаг 19 нажимает на концевой выключатель 20. Электромагниты 10 и 11 отключаются. Зубчатая муфта П разъединяется с ходовым винтом 9, и подвижной упор 8 останавливается. Масло под давлением проходит в левую полость цилиндра 5, и шпиндельная рама 3 перемещается в крайнее левое положение. Шток поршня цилиндра 5, перемещаясь в крайнее правое положение, замкнет путевой выключатель 13, и цикл повторится.
Предмет изобретения
Станок для глубокого сверления отверстий с быстрым подводом сверла перед рабочим ходом и отводами его для прочистки при помощи гидравлического привода, отличающийся тем, что, с целью обеспечения равномерной нагрузки на сверло и предотвращения этим его поломки при сверлении отверстий преимущественно малого диаметра, применен подвижной от ходового винта упор для штока поршня гидравлического привода в период рабочей подачи сверла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вибрационного сверления отверстий | 1986 |
|
SU1379015A1 |
| Сверлильная головка с автоматическим регулированием подачи | 1977 |
|
SU680818A1 |
| Приспособление к многошпиндельному токарному полуавтомату для автоматической установки в патрон я съема заготовок подшипниковых колец | 1951 |
|
SU95385A1 |
| Сверлильная головка с автоматическим регулированием подачи | 1973 |
|
SU475223A1 |
| Устройство для обработки резьбовых отверстий | 1984 |
|
SU1220897A1 |
| Устройство для сверления отверстий | 1960 |
|
SU142855A1 |
| Устройство для обработки заготовок деревянных каблуков | 1960 |
|
SU139806A1 |
| Агрегатная силовая головка для сверления или вырезания отверстия в листовом материале | 1959 |
|
SU124276A1 |
| Привод подачи рабочего органа многошпиндельного сверлильного станка | 1974 |
|
SU500011A1 |
| СИЛОВАЯ ГОЛОВКА | 1992 |
|
RU2009784C1 |