1
Изобретение относится к металлообработке и может быть использовано на предприятиях машиностроения при точении, строгании и растачивании заготовок из труднообрабатываемых вязких материалов.
Известен способ обработки чашеч- ным резцом, который в процессе резания вращается принудительно или под действием контакта с деталью.
Недостатком известного способа является то, что большая часть образовавшейся в процессе резания теплоты (более 50%) уходит в резец. Это .вызывает большую теплонапряженность в резце. Кроме того, режущая кромка резца в момент холостого пробега охлаждается, а затем в момент резания нагревается, что создает в ней напряжения разного знака, и на лезвии резца в результате циклических напряжений появляются усталостные трещины, ведущие к выкрашиванию лезвия
Цель изобретения - увеличение стойкости резца.
Указанная цель достигается тем, что резец периодически останавливается во время резания, при этом время работы резца в остановленном состоянии равно его стойкости в указанном состоянии, уменьшенной на два- три порядка.
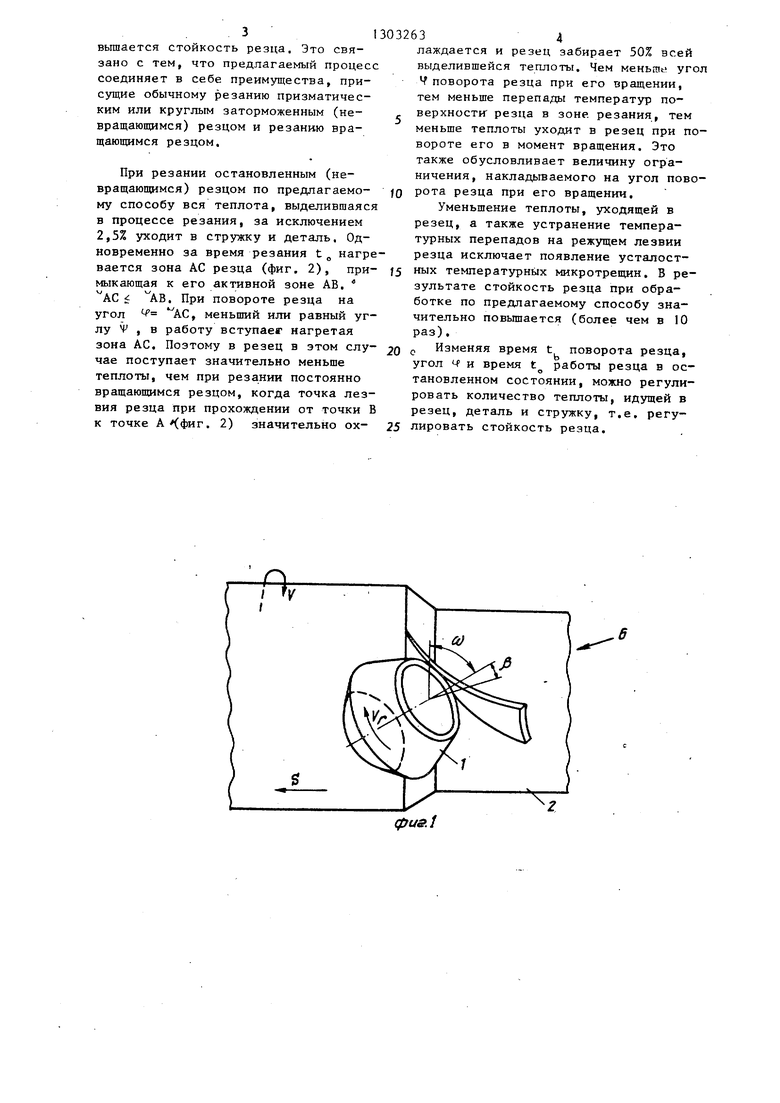
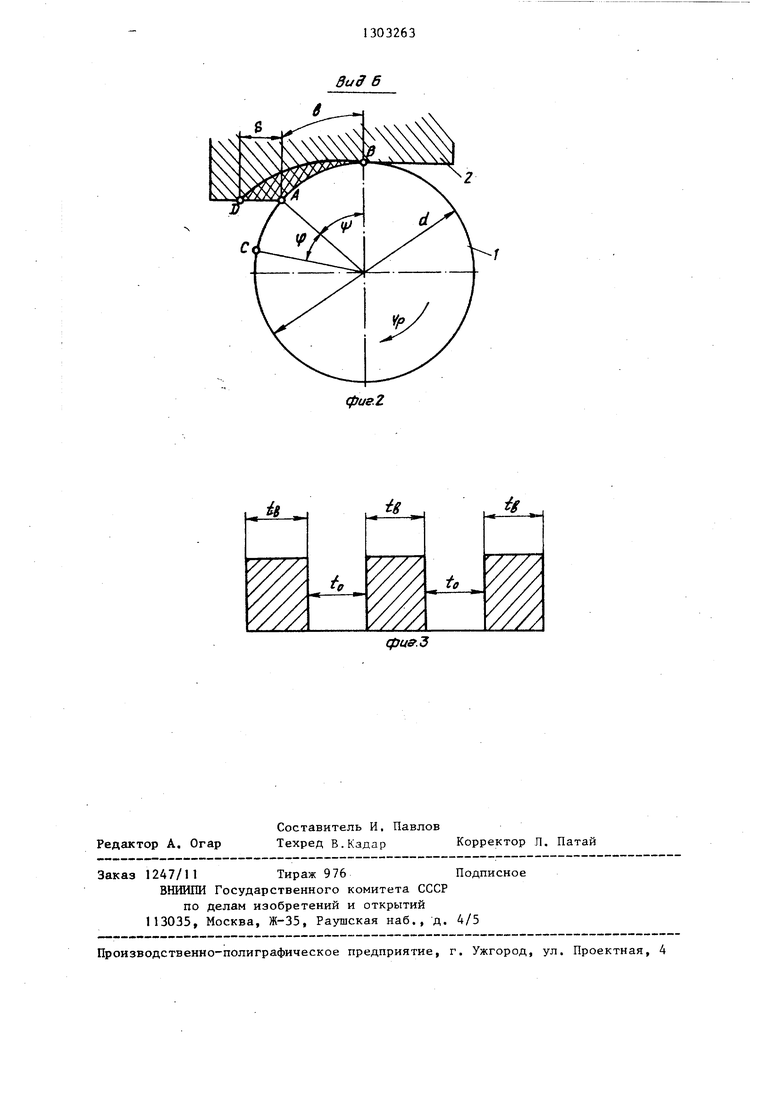
На фиг. 1 изображена схема установки резца относительно детали; на фиг. 2 - вид Б на фиг. 1; на фиг, 3 - схема работы резца.
Резец 1 устанавливают относительно оси детали 2 в общем случае под двумя углами, например tj и р (фиг. Возможны разные варианты установки резца: |3 О, 0; 90°, МО (в 3TOijj случае -резец смещают относительно центра детали на некоторую величину h) ; сх) О, р О (в этом случае резец вращается принудительно) и т.д. Угол контакта резца с деталью, измеренный по режущему лезвию, равен Ч, а ширина контакта Ь
df, где d - диаметр резца. Точки
А и В являются крайними точками контакта лезвия резца с деталью, при Этом точка В лезвия резца находится на кратчайшем расстоянии от оси детали и является формообразующей точкой.
Обработку по предлагаемому способу осуществляют следующим образом.
032632
Резец контактирует с деталью и вращается под действием контакта с ней или принудительно. Резцу, вращающемуся от детали или от привода, дают возможность повернуться на угол, меныпий или равный углу контакта Ч . Время поворота резца на угол Ф равно t . Затем резец затормаживают и в течение времени t., он не
10 вращается. В дальнейшем цикл работы резца повторяется (фиг. 3).
Время работы резца в остановленном состоянии определяют исходя из того, что участок режущего лезвия,
15 износившийся на некоторую величину за время to, не должен оставлять риски на обработанной поверхности при последующи:х циклах обработки. Для разных обрабатываемых материалов
20 величина износа резца за время t,., различна; зависит она также от материала резца. Практически для сталей в обычном состоянии
25
t
30
где Т - стойкость резца в .заторможенном (остановленном) состоянии. Для .т вердых материалов, например
закаленных сталей, равным 1 - 30 с.
выбираются
Угол t-p поворота резца в процессе его вращения должен быть меньше уг35 ла ч по следующим причинам. При обработке вращающимся резцом при снятии припуска каждая точка лезвия проходит от точки А - точки наиболь- Шей толщины среза (фиг. 2) - до
точки В - точки наименьшей толщины среза (или наоборот), т.е.. на каждую точку лезвия приходится одинаковый объем снятого металла. По предлагаемому способу каждая точка
лезвия работает только в фиксированном положении, т.е. на определенной толщине среза. Если Ч , то имеется участок лезвия, который вообще не участвует в снятии припуска, что
50 увеличивает нагрузку на другие участки лезвия. Поэтому , и чем меньше разница Ч - , тем больше равно- нагружена любая точка лезвия, т.е. за несколько оборотов резца в ре55 зультате его дискретных поворотов каждая точка снимает один и тот же объем металла.
В результате дискретного перемещения режущей кромки значительно повьппается стойкость резца. Это связано с тем, что предлагаемый процесс соединяет в себе преимущества, присущие обычному резанию призматическим или круглым заторможенным (невращающимся) резцом и резанию вращающимся резцом.
При резании остановленным (невращающимся) резцом по предлагаемому способу вся теплота, выделившаяся в процессе резания, за исключением 2,5% уходит в стружку и деталь. Одновременно за время резания t нагревается зона АС резца (фиг. 2), примыкающая к его активной зоне АВ. АС АВ. При повороте резца на угол АС, меньщий или равный углу V , в работу вступаег нагретая зона АС. Поэтому в резец в этом случае поступает значительно меньше теплоты, чем при резании постоянно вращающимся резцом, когда точка лезвия резца при прохождении от точки В к точке . 2) значительно охлаждается и резец забирает 50% всей выделившейся теплоты. Чем меньше угол Ч поворота резца при его вращении, тем меньше перепады температур по- верхностк резца в зоне резания, тем меньше теплоты уходит в резец при повороте его в момент вращения. Это также обусловливает величину ограничения, накладываемого на угол пово0 рота резца при его вращении.
Уменьшение теплоты, уходящей в резец, а также устранение температурных перепадов на режущем лезвии резца исключает появление усталост5 ных температурных микротрещин. В результате стойкость резца при обработке по предлагаемому способу значительно повышается (более чем в 10 раз).
0 (, Изменяя время t поворота резца, угол Ч и время t работы резца в остановленном состоянии, можно регулировать количество теплоты, идущей в резец, деталь и стружку, т.е. регу5 лировать стойкость резца.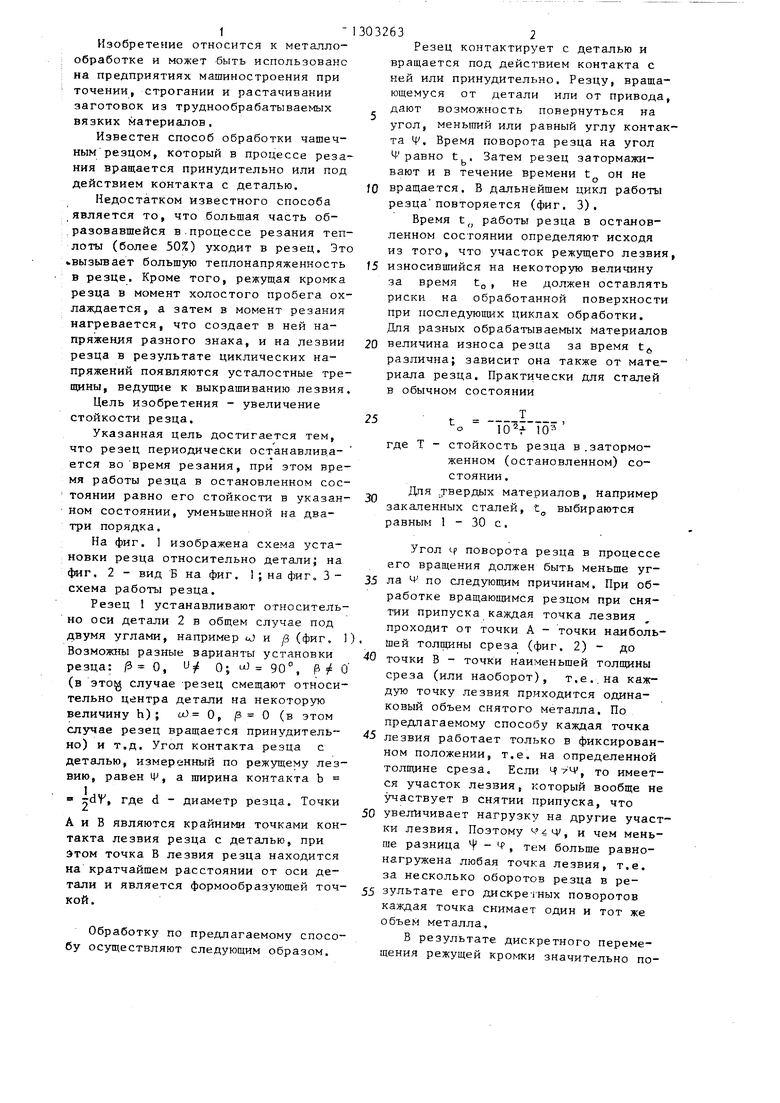
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки резанием круглым резцом | 1984 |
|
SU1368107A1 |
| ВИБРОРОТАЦИОННЫЙ РЕЗЕЦ | 2009 |
|
RU2393065C1 |
| Способ токарной обработки вращающимся резцом | 1985 |
|
SU1311851A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Свободно вращающийся резец | 1982 |
|
SU1079369A1 |
| Свободно вращающийся резец и варианты его исполнения | 1982 |
|
SU1117917A1 |
| Способ обработки резанием многорезцовым вращающимся инструментом | 1989 |
|
SU1726138A1 |
| Круглый вращающийся резец | 1984 |
|
SU1168340A1 |
| Резец | 1988 |
|
SU1712065A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
фи&1
iB
ig
/.
Редактор А. Огар
Составитель И. Павлов
Техред В.Кадар Корректор Л. Патай
Заказ 1247/11 Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фц&.З
| Коновалов Е | |||
| Г., Сидоренко В | |||
| А., Соусь В | |||
| А | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Минск, Наука и техника, 1972, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
