1 13
Изобретение относится к сварочном оборудованию и П1 едназначено для использования в установках для сварки и пайки в тлеющем разряде.
Цель изобретения - повышение кае
чества сварных соединений за счет обеспечения равномерного тлеющего разряда по всей поверхности свариваемого изделия.
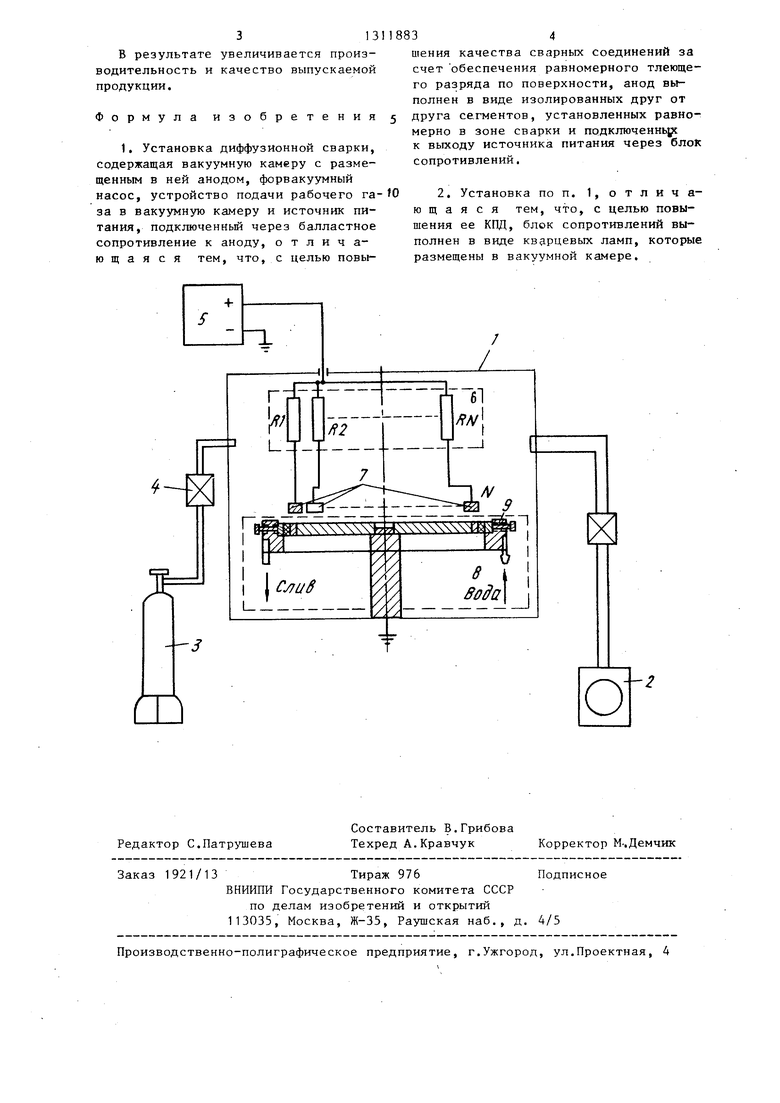
На чертеже схематично представлена предлагаемая установка.
Установка диффузионной сварки состоит из вакуумной камеры 1, форваку- умного насоса 2, соединенного с вакуумной камерой 1 через форвакуумную линию, устройства 3 подачи рабочего газа, соединенного с вакуумной камерой 1 через натекатель 4 газа, источника 5 питания, соединенного с блоко 6 сопротивлений, который установлен в вакуумной камере 1. Выходы блока 6 сопротивлений соединены с соответствующими сегментами анода 7,
Сегменты анода 7 установлены таким образом относительно устройства 8 крепления изделия, например фрезы 9, что разогрев происходит равномерн по заданной поверхности изделия в зоне сварки.
Блок 6 сопротивлений состоит из резисторов, у которых первые выводы соединены между собой и являются входом, а вторые - выходами блоков.
Сопротивления резисторов равны между собой: R, R2 ... .
Блок 6 сопротивления выполняет две функции: обеспечение равномерного распределения тлеющего разряда по поверхности изделия и поддержание равных токов через каждый сегмент анода 7, Например, если один из сегментов анода расположен ближе к свариваемому изделию, ток тлеющего разряда через этот сегмент должен возрасти, но с увеличением тока увеличивается падение напряжения на соответствующем сопротивлении блока сопротивлений и ток через сегмент уменьшается.
Блок 6 сопротивления размещен в вакуумной камере, поэтому для подвода питания к нему требуется всего лишь один электрический ввод в вакуумной камере 1.
Установка диффузионной сварки работает следующим образом,
В вакуумную камеру 1 помещается устройство 8 крепления фрезы 9, Сег
5
0
5
883 2
менты анода 7 устанавливаются по периметру фрезы 9. На расстоянии 3 - 5 мм от ее поверхности из вакуумной камеры 1 откачивают воздух форвакуум1 ным насосом 2, а затем через натекатель 4 газа от устройства 3 подачи рабочего газа напускают рабочий газ и включают источник 5 питания, который увеличивает ток тлеющего разряда до максимально допустимого. Благодаря блоку 6 сопротивлений тлеющий разряд равномерно распределен по поверхности фрезы 9 в зоне сварки. В качестве сопротивлений используют кварцевые лампы,, которые можно установить в вакуумной камере 1, так как они малогабаритные, и использовать их для ионизации газа, а радиационное тепло - для нагрева. Для подвода питания к ним в вакуумной камере 1 требуется всего лишь один электрический ввод.
Благодаря такому включению сопротивлений и сегментов анода увеличивается КГЩ источника. Например, если
0
R R, R ... RM 100 Ом, N
25. I 25 А, UO,K 300 В. КГШ
I i-iaAi I ,
(UOK -Ю где и„
Ркалг
р
ыгт
5
0
N
напряжение между сегментом анода и катодом,
I - суммарное значение тока тлеющего разряда через все сегменты анода, РП - мощность, теряемая на актив4qkr.
ных сопротивлениях, . - мощность источника питания. Если использовать один анод, т.е. 1, тогда
™-- -f:r -To::Wf 10%.
Таким .образом, чем больше число сегментов анода (N), тем лучше электрические параметры тлеющего разряда и энергетические показатели установки. Обычно из практических соображений используется N 25 - 50.
Таким образом, благодаря особенности выполнения анода предлагаемая установка диффузионной сварки обеспечивает качественную сварку, напри- мер режущего инструмента к фрезам, за счет равномерно1-о разогрева свариваемых изделий по заданной поверхности и улучшения стабилизации тлеющего разряда.
313118834
В результате увеличивается произ- шения качества сварных соединений за водительность и качество выпускаемой счет обеспечения равномерного тлеюще- продукции.го разряда по поверхности, анод выполнен в виде изолированных друг от
Формула изобретения 5 ДРУга сегментов, установленных равномерно в зоне сварки и прдключенньрс
к выходу источника питания через блоК сопротивлений.
1, Установка диффузионной сварки, содержащая вакуумную камеру с размещенным в ней анодом, форвакуумный насос, устройство подачи рабочего га за в вакуумную камеру и источник питания, подключенный через балластное сопротивление к аноду, отличающаяся тем, что, с целью повы5 ДРУга сегментов, установленных равномерно в зоне сварки и прдключенньрс
к выходу источника питания через блоК сопротивлений.
fO 2, Установка по п. 1, отличающаяся тем, что, с целью повышения ее КПД, блок сопротивлений выполнен в виде кварцевых ламп, которые размещены в вакуумной камере.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство импульсного нагрева | 1987 |
|
SU1466880A1 |
| Устройство для разогрева и сварки | 1986 |
|
SU1355400A1 |
| Устройство напуска и откачки рабочего газа | 1983 |
|
SU1113228A1 |
| Устройство управления процессом диффузионной сварки | 1985 |
|
SU1281360A1 |
| Устройство для разогрева и сварки деталей тлеющим разрядом | 1984 |
|
SU1230771A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНЫХ НАНОСТРУКТУР (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2516198C2 |
| Источник питания для сварки изделий тлеющим разрядом | 1985 |
|
SU1263466A1 |
| ВАКУУМНАЯ ПЕЧЬ | 1991 |
|
RU2010031C1 |
| Способ нанесения антиэмиссионного покрытия из пиролитического углерода на сеточные электроды мощных электровакуумных приборов | 2020 |
|
RU2759822C1 |
| УСТАНОВКА ДЛЯ ИОННОГО АЗОТИРОВАНИЯ В ПЛАЗМЕ ТЛЕЮЩЕГО РАЗРЯДА | 2021 |
|
RU2777250C1 |
Изобретение относится к сварочному оборудованию и предназначено для использования в установках диффузионной сварки с источником нагрева током тлеющего разряда. Установка обеспечивает качественную сварку изделий с большой поверхностью и сложной конфигурацией, например режущих элементов к фрезам. Благодаря выполнению анода в виде отдельных сегментов, подключенных через резисторы или кварцевые лампы, производится равномерный нагрев максимальным током тлеющего разряда без перехода его в дуговой на всей поверхности изделия. 1 з.п. ф-лы, 1 ил. (Л 06 00 00
Редактор С.Патр тиева
Заказ 1921/13Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. , д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Составитель В.Грибова Техред А.Кравчук
Корректор М-.Демчик
| Диффузионная сварка материалов | |||
| /Под ред | |||
| Н.Ф.Казакова | |||
| - М.: Машиностроение, 1981, с | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Котельников Д.И | |||
| Сварка давлением .в тлеющем разряде | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
