I
Изобретение относится к автоматизации сварочных процессов, а именно к системам автоматического направления сварочной головки по стыку, и может быть использовано в адаптивных сварочных работах.
Целью изобретения является расширение функциональных возможностей и повышение надежности работы устройства.
Цель достигается за счет обеспечения поиска стыка и начального движения по стыку без программирования, а также обеспечения регулирования скорости и амплитуды сканирования стка датчиком.
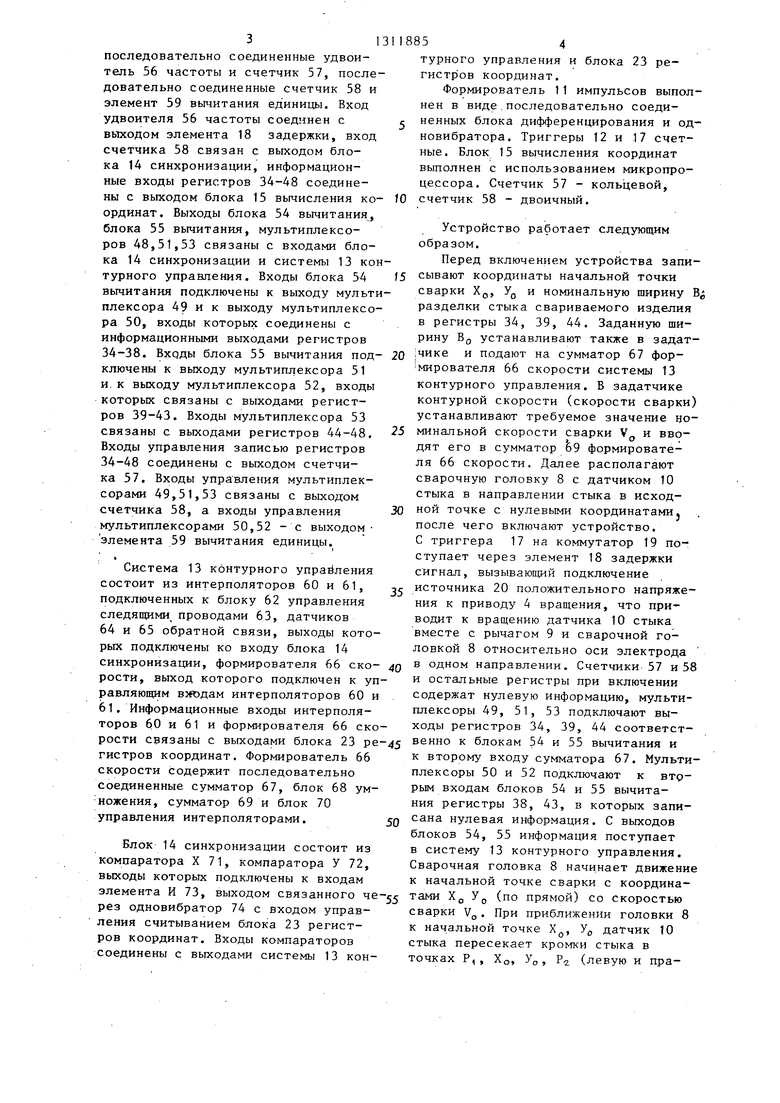
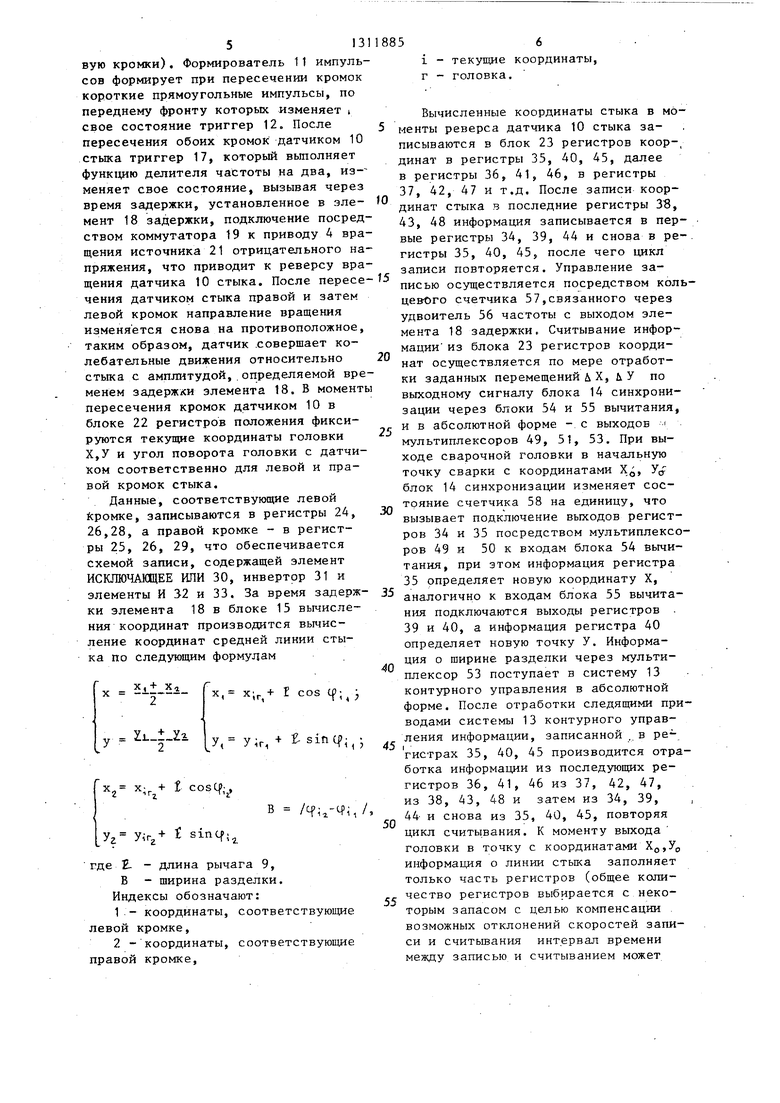
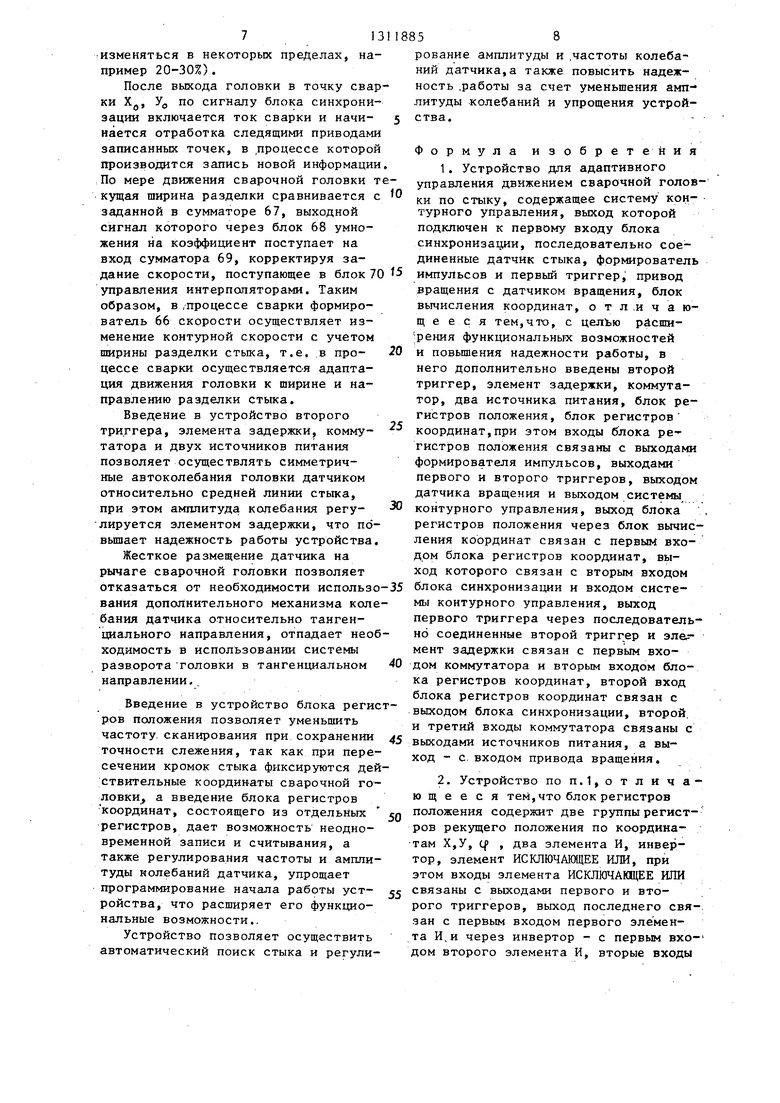
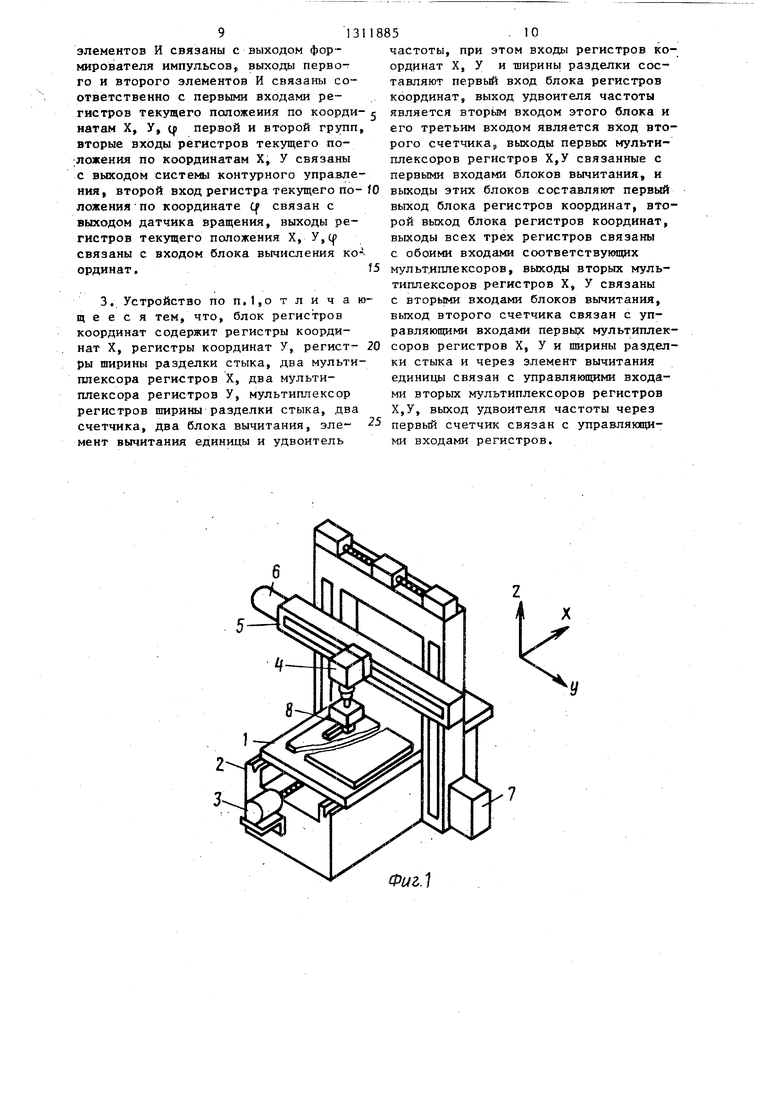
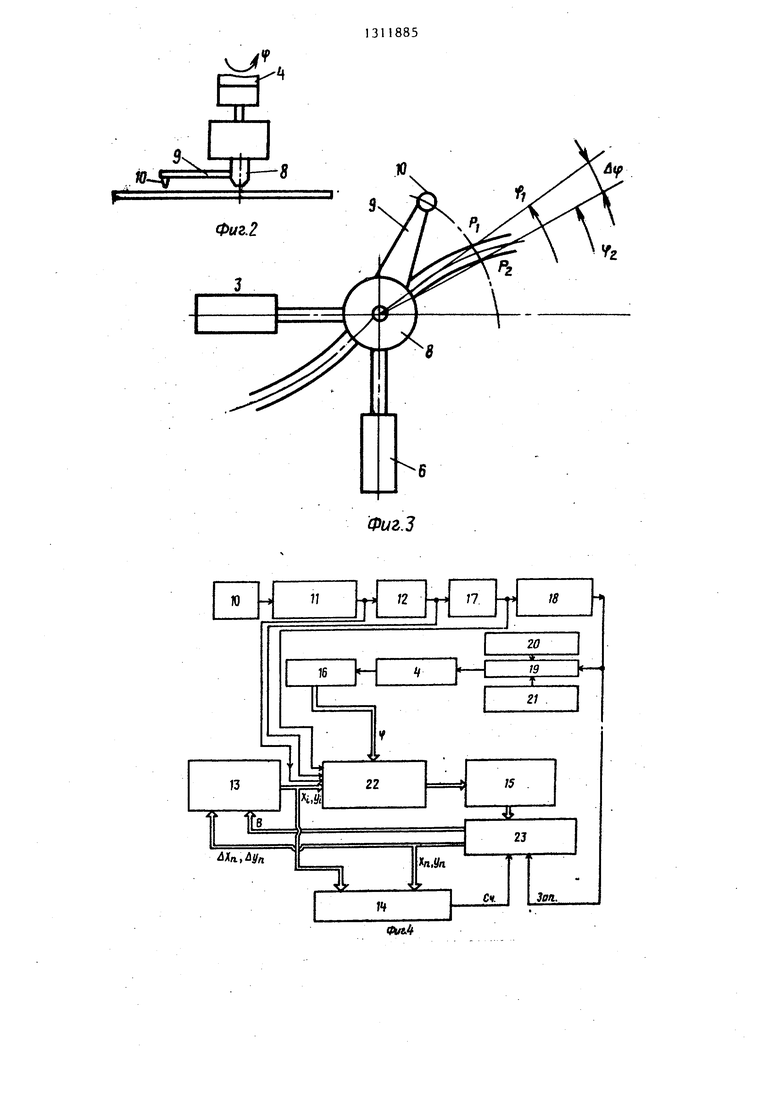
На фиг.1 изображено устройство, общий видJ на фиг.2 - сварочная голока с датчиком, вид сбоку} на фиг.З - сварочная головка с датчиком стыка, вид сверху на фиг.4 - структурная схема системы управления на фиг.З - стурктурная схема блока регистров координат на фиг.6 - структурная схема блока регистров положения на фиг.7 - структурная схема системы контурного управления:, на фиг.8 - структурная схема блока синхронизации.
Устройство включает в себя стол передвигающийся относительно горизонтальной оси X по направляющим 2 посредством привода 3, привод ,4 вращения, перемещающийся по направляющим 5 вдоль оси У посредством привода 6, которые перемещаются вертикально по оси Z посредством привода 7, сварочную головку 8, связанную с Приводом 4 вращения, который поворачивает ее относительно оси электрода. Сварочная головка 8 имеет рычаг 9, на конце которого жестко закреплен датчик 10 стыка, вращающийся вместе со сварочной головкой 8 относительно оси электрода. Устройство также содержит формирователь 11 импульсов, связанный входом с выходом датчика 10 стыка, а выходом - с входом триггера 12, систему 13 контурного управления, к выходу которой подключен блок 14 синхронизации, блок 15 вычисления координат, датчик 16 вращения, установленный на приводе 4 вращения, послед вательно соединенные второй триггер 17, элемент 18 задержки и коммутатор 19, сигнальные входы которого связаны с выходами источника 20
852
положительного напряжения и источника 21 отрицательного напряжения, блок 22 регистров положения, подключенный входом к выходу системы 13
контурного управления, а выходом - к входу блока 15 вычисления координат, с выходом которого соединен вход блока 23 регистров координат, выходы последнего связаны с входами
системы 13 контурного управления и с вторым входом блока 14 синхронизации, а входы управления - с вьЕхода- ми блока 14 синхронизации и элемента 18 задержки, выход коммутатора 19
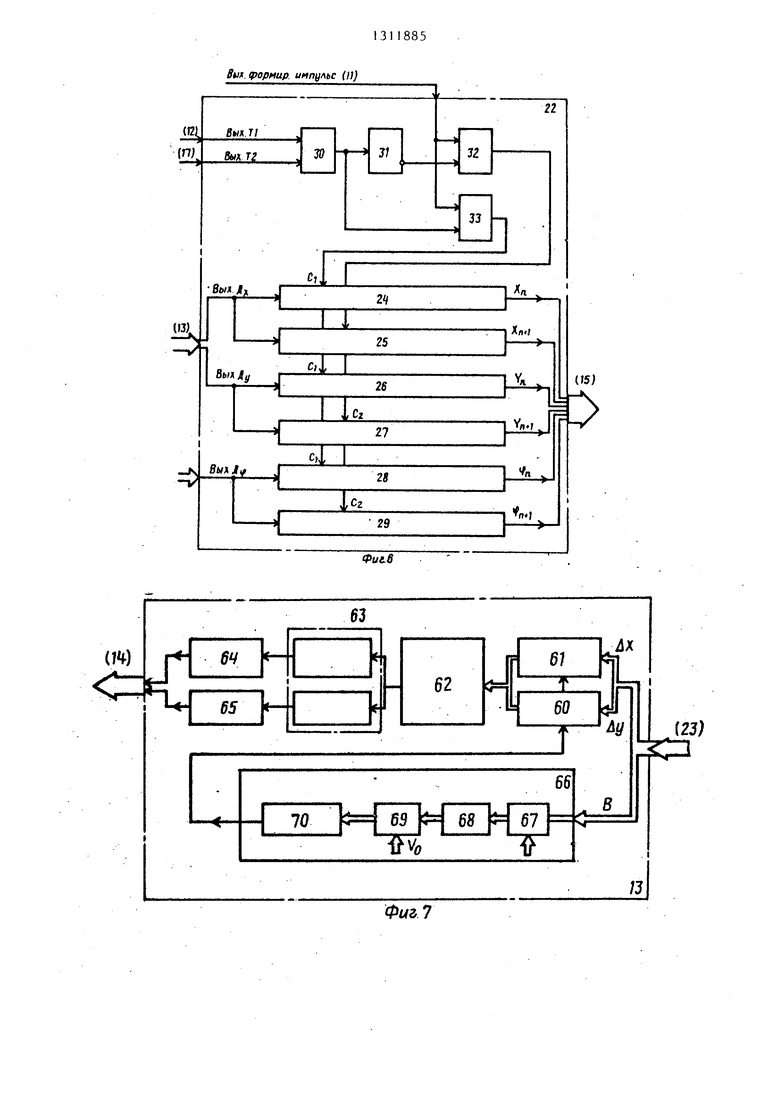
подключен к входу привода 4 вращения, выход которого подключен к датчику 16 вращения, связанного выходом с информационным входом блока 22 регистров положения, управляющие входы которого связаны с выходами первого триггера 12, второго триггера 1 7 и формирователя 11 импульсов. Блок 22 регистров положения содержит регистр X 24, регистр X 25, подключенные информационными входами к выходу датчика обратной связи перемещения по оси X (Ду) системы 13 контурного управления, регистр У 26, регистр У 27, аналогично подключенные к выходу датчика обратной связи по оси У (Ди) регистр qp 28, регистр tf29, подключенные к выходу датчика 16 вращения, элемент ИСКЛЮЧАЮЩЕЕ ИЛИ 30, инвертор 31, элемент
И 32, элемент И 33. Входы элемента ИСКЛЮЧАЮЩЕЕ ИЛИ 30 подключены к выходам триггера 12 и триггера 17, а его выход соединен с входом инвертора 31 и с первыми входами элемента И 32 и элемента И 33, вторые входы которых связаны с выходом формирователя 11 импульсов. Выходы элемента И 32 связаны с входами управления записью регистра X 24, регистра У 26
и регистра ср 28. Выходы элемента |И 33 аналогично связаны с входами управления записью регистра X 25, регистра У 27, регистра Q29. Информационные выходы регистров соединены
с входом блока 15 вычисления координат .
Блок 23 регистров координат содержит регистры 34-38 канала X, регист- ры 39-43 канала У, регистры 44-48 канала В, мультиплексоры 49 и 50 ров X, мультиплексоры 51 и 52 регистров У, мультиплексор 53 регистров В, е5лок 54 вычитания, блок 55 вычитания.
3Г
последовательно соединенные удвоитель 56 частоты и счетчик 57, последовательно соединенные счетчик 58 и элемент 59 вычитания единицы. Вход удвоителя 56 частоты соединен с выходом элемента 18 задержки, вход счетчика 58 связан с выходом блока 14 синхронизации, информационные входы регистров 34-48 соединены с выходом блока 15 вычисления координат. Выходы блока 54 вычитания блока 55 вычитания, мультиплексоров 48,51,53 связаны с входами блока 14 синхронизации и системы 13 контурного управления. Входы блока 54 вычитания подключены к выходу мультиплексора 49 и к выходу мультиплексора 50, входы которьрс соединены с информационными выходами регистров 34-38. Входы блока 55 вычитания подключены к выходу мультиплексора 51 и. к выходу мультиплексора 52, входы которых связаны с выходами регистров 39-43. Входы мультиплексора 53 связаны с выходами регистров 44-48. Входы управления записью регистров 34-48 соединены с выходом счетчика 57. Входы управления мультиплексорами 49,51,53 связаны с выходом счетчика 58, а входы управления мультиплексорами 50,52 - с выходом- элемента 59 вычитания единицы.
Система 13 контурного управления состоит из интерполяторов 60 и 61, подключенных к блоку 62 управления следящими проводами 63, датчиков 64 и 65 обратной связи, выходы которых подключены ко входу блока 14 синхронизации, формирователя 66 скорости, выход которого подключен к управляющим вж)дам интерполяторов 60 и 61. Информационные входы интерполяторов 60 и 61 и формирователя 66 скорости связаны с выходами блока 23 регистров координат. Формирователь 66 скорости содержит последовательно соединенные сумматор 67, блок 68 умножения, сумматор 69 и блок 70 управления интерполяторами.
Блок 14 синхронизации состоит из компаратора X 71, компаратора У 72, выходы которых подключены к входам элемента И 73, выходом связанного через одновибратор 74 с входом управления считыванием блока 23 регистров координат. Входы компараторов соединены с выходами системы 13 кон54
турного управления и блока 23 регистров координат.
Формирователь 11 импульсов выполнен в виде.последовательно соеди- ненных блока дифференцирования и од- новибратора. Триггеры 12 и 17 счетные. Блок 15 вычисления координат выполнен с использованием микропроцессора. Счетчик 57 - кольцевой,
счетчик 58 - двоичный.
Устройство работает следующим образом.
Перед включением устройства записывают координаты начальной точки
сварки Хд, УО и номинальную ширину В разделки стыка свариваемого изделия в регистры 34, 39, 44. Заданную ширину BO устанавливают также в задат;чике и подают на сумматор 67 формирователя 66 скорости системы 13 контурного управления. В задатчике контурной скорости (скорости сварки) устанавливают требуемое значение номинальной скорости сварки V и вводят его в сумматор 69 формирователя 66 скорости. Далее располагают сварочную головку 8 с датчиком 10 стыка в направлении стыка в исходной точке с нулевыми координатамиj , после чего включают устройство. С триггера 17 на коммутатор 19 поступает через элемент 18 задержки сигнал, вызывающий подключение
источника 20 положительного напряжения к приводу 4 врап1ения, что приводит к вращению датчика 10 стыка вместе с рычагом 9 и сварочной головкой 8 относительно оси электрода
в одном направлении. Счетчики 57 и 58 и остальные регистры при включении содержат нулевую информацию, мультиплексоры 49, 51, 53 подключают выходы регистров 34, 39, 44 соответственно к блокам 54 и 55 вычитания и к второму входу сумматора 67. Мультиплексоры 50 и 52 подключают к вторым входам блоков 54 и 55 вычитания регистры 38, 43, в которых записана нулевая информация. С выходов блоков 54, 55 информация поступает в систему 13 контурного управления. Сварочная головка 8 начинает движение к начальной точке сварки с координатами XQ Ур (по прямой) со скоростью сварки V(,. При приближении головки 8 к начальной точке Х, У датчик 10 стыка пересекает кромки стыка в точках Р,, Хо, УО, Р (левую и пра
51
вую кромки), Формирователь 11 импулсов формирует при пересечении кромо короткие прямоугольные импульсы, по переднему фронту которых изменяет i свое состояние триггер 12. После пересечения обоих кромок датчиком 1 стыка триггер 17, который выполняет функцию делителя частоты на два, изменяет свое состояние, вызывая чере время задержки, установленное в элемент 18 задержки, подключение посреством коммутатора 19 к приводу 4 врщения источника 21 отрицательного нпряжения, что приводит к реверсу врщения датчика 10 стыка. После Перес чения датчиком стыка правой и затем левой кромок направление вращения изменяется снова на противоположное таким образом, датчик .совершает колебательные движения относительно стыка с амплитудой, определяемой врменем задержки элемента 18. В момен пересечения кромок датчиком 10 в блоке 22 регистров положения фиксируются текущие координаты головки Х,У и угол поворота головки с датчиком соответственно для левой и правой кромок стыка.
Данные, соответствующие левой Кромке, записываются в регистры 24, 26,28, а правой кромке - в регистры 25, 26, 29, что обеспечивается схемой записи, содержащей элемент ИСКЛЮЧАЮЩЕЕ ИЛИ 30, инвертор 31 и элементы И 32 и 33. За время задерж ки элемента 18 в блоке 15 вычисления координат производится вычисление координат средней линии стыка по следующим формулам
X 54-51.
+ Е cos
f;,;
21.1-21 2
У У;г, + sififfi,
г .
в ,
У2 Yir + t sintf;.
где 2- - длина рычага 9,
В - ширина разделки. Индексы обозначают:
1- координаты, соответствуюидае левой кромке,
2- координаты, соответствуюпдае правой кромке.
1 - текущие координаты, г - головка.
5 0
0 5
5
5
0
5
Вычисленные координаты стыка в моменты реверса датчика 10 стыка записываются в блок 23 регистров коор-, динат в регистры 35, 40, 45, далее в регистры 36, 41, 46, в регистры 37, 42, 47 и т.д. После записи координат стыка в последние регистры 38, 43, 48 информация записывается в первые регистры 34, 39, 44 и снова в регистры 35, 40, 45, после чего цикл записи повторяется. Управление записью осуществляется посредством коль- цев)го счетчика 57,связанного через удвоитель 56 частоты с выходом элемента 18 задержки. Считывание информации из блока 23 регистров координат осуществляется по мере отработки заданных перемещений i X, ь У по выходному сигналу блока 14 синхронизации через блоки 54 и 55 вычитания, и в абсолютной форме - с выходов мультиплексоров 49, 51, 53. При выходе сварочной головки в начальную точку сварки с координатами Х, блок 14 синхронизации изменяет состояние счетчика 58 на единицу, что вызывает подключение выходов регистров 34 и 35 посредством мультиплексоров 49 и 50 к входам блока 54 вычитания, при этом информация регистра 35 определяет новую координату X, аналогично к входам блока 55 вычитания подключаются выходы регистров . 39 и 40, а информация регистра 40 определяет новую точку У. Информация о ширине разделки через мультиплексор 53 поступает в систему 13 контурного управления в абсолютной форме. После отработки следящими приводами системы 13 контурного управления информации, записанной , в регистрах 35, 40, 45 производится отработка информации из последующих регистров 36, 41, 46 из 37, 42, 47, из 38, 43, 48 и затем из 34, 39, , 44 и снова из 35, 40, 45, повторяя цикл считывания. К моменту выхода головки в точку с координатами ХО,УО информация о линии стыка заполняет только часть регистров (общее количество регистров выбирается с некоторым запасом с целью компенсации возможных отклонений скоростей записи и считьшания интервал времени между записью и считыванием может
изменяться в некоторых пределах, например 20-30%).
После выхода головки в точку сварки Xj,, Уд по сигналу блока синхронизации включается ток сварки и начи- иается отработка следящими приводами записанных точек, в процессе которой производится запись новой информации
По мере движения сварочной головки ткущая ширина разделки сравнивается с заданной в сумматоре 67, выходной сигнал которого через блок 68 умножения на коэффициент поступает на вход сумматора 69, корректируя задание скорости, поступающее в блок 70 управления интерполяторами. Таким образом, в.процессе сварки формирователь 66 скорости осуществляет изменение контурной скорости с учетом ширины разделки стыка, т.е. в про- цессе сварки осуществляется адаптация движения головки к ширине и направлению разделки стыка.
Введение в устройство второго триггера, элемента задержки, комму- татора и двух источников питания позволяет осуществлять симметричные автоколебания головки датчиком относительно средней линии стыка, при этом амплитуда колебания регу- лируется элементом задержки, что повышает надежность работы устройства.
Жесткое размещение датчика на рычаге сварочной головки позволяет отказаться от необходимости использо вания дополнительного механизма колебания датчика относительно тангенциального направления, отпадает необходимость в использовании системы разворота головки в тангенциальном направлении,,
Введение в устройство блока регисров положения позволяет уменьшить частоту, сканирования при сохранении точности слежения, так как при пересечении кромок стыка фиксируются действительные координаты сварочной головки, а введение блока регистров координат, состоящего из отдельных регистров, дает возможность неодновременной записи и считывания, а также регулирования частоты и амплитуды колебаний датчика, упрощает программирование начала работы уст- ройства, что расширяет его функциональные возможности..
Устройство позволяет осуществить автоматический поиск стыка и регулирование амплитуды и .частоты колебаний датчика,а также повысить надежность .работы за счет уменьшения амплитуды колебаний и упрощения устройства.
Формула изобретения
1.Устройство для адаптивного управления движением сварочной головки по стыку, содержащее систему контурного управления, выход которой подключен к первому входу блока синхронизации, последовательно соединенные датчик стыка, форьмрователь импульсов и первый триггер, привод вращения с датчиком вращения, блок вычисления координат, о т л ,и ч а ю- щ е е с я тем,что, с целЬю рйсши- рения функциональньгх возможностей
и повьш1ения надежности работы, в него дополнительно введены второй триггер, элемент задержки, коммутатор, два источника питания, блок регистров положения, блок регистров координат,при этом входы блока ре- гистров положения связаны с выходами формирователя импульсов, выходами первого и второго триггеров, выходом датчика вращения и выходом системы контурного управления, выход блока регистров положения через блок вычисления координат связан с первым входом блока регистров координат, выход которого связан с вторым входом блока синхронизации и входом системы контурного управления, выход первого триггера через последовательно соединенные второй триггер и мент задержки связан с первым входом коммутатора и вторым входом блока регистров координат, второй вход блока регистров координат связан с выходом блока синхронизации, второй, и третий входы коммутатора связаны с ВЕяходами источников питания, а выход - с. входом привода вращения.
2.Устройство по п.1,о т л и ч а ю щ е е с я тем,что блок регистров положения содержит две группы регистров рекущего положения по координатам Х,У, Cf , два элемента И, инвертор, элемент ИСКЛЮЧАЩЕЕ ИЛИ, при этом входы элемента ИСКЛЮЧАЩЕЕ ИЛИ связаны с выходами первого и второго триггеров, выход последнего свя зан с первым входом первого элемента И, и через инвертор - с первым вхо дом второго элемента И, вторые входы
элементов И связаны с выходом формирователя импульсов, выходы первого и второго элементов И связаны соответственно с первыми входами регистров текущего положения по координатам X, У, ( первой и второй групп, вторые входы регистров текущего положения по координатам X, У связаны с выходом системы контурного упра.вле- ния, второй вход регистра текущего по- ложения по координате ( связан с выходом датчика вращения, выходы регистров текущего положения X, У,( связаны с входом блока вычисления координат.
3, Устройство по п.1,0 тли ч аю щ е е с я тем, что, блок регистров координат содержит регистры координат X, регистры координат У, регист ры ширины разделки стыка, два мультиплексора регистров X, два мультиплексора регистров У, мультиплексор регистров ширины разделки стыка, два счетчика, два блока вычитания, эле- мент вычитания единицы и удвоитель
частоты, при этом входы регистров координат X, У и -ширины разделки составляют первый вход блока регистров координат, выход удвоителя частоты является вторым входом этого блока и его третьим входом является вход второго счетчикаJI выходы первых мультиплексоров регистров Х,У связанные с первыми входами блоков вычитания, и выходы этих блоков составляют первый выход блока регистров координат, второй выход блока регистров координат, выходы всех трех регистров связаны с обоими соответствующих мультиплексоров, выходы вторых мультиплексоров регистров X, У связаны с вторыми входами блоков вычитания, выход второго счетчика связан с управляющими входами первырс мультиплексоров регистров X, У и ширины разделки стыка и через элемент вычитания единицы связан с управлякицими входами вторых мультиплексоров регистров Х,У, выход удвоителя частоты через первьй счетчик связан с управляющими входами регистров.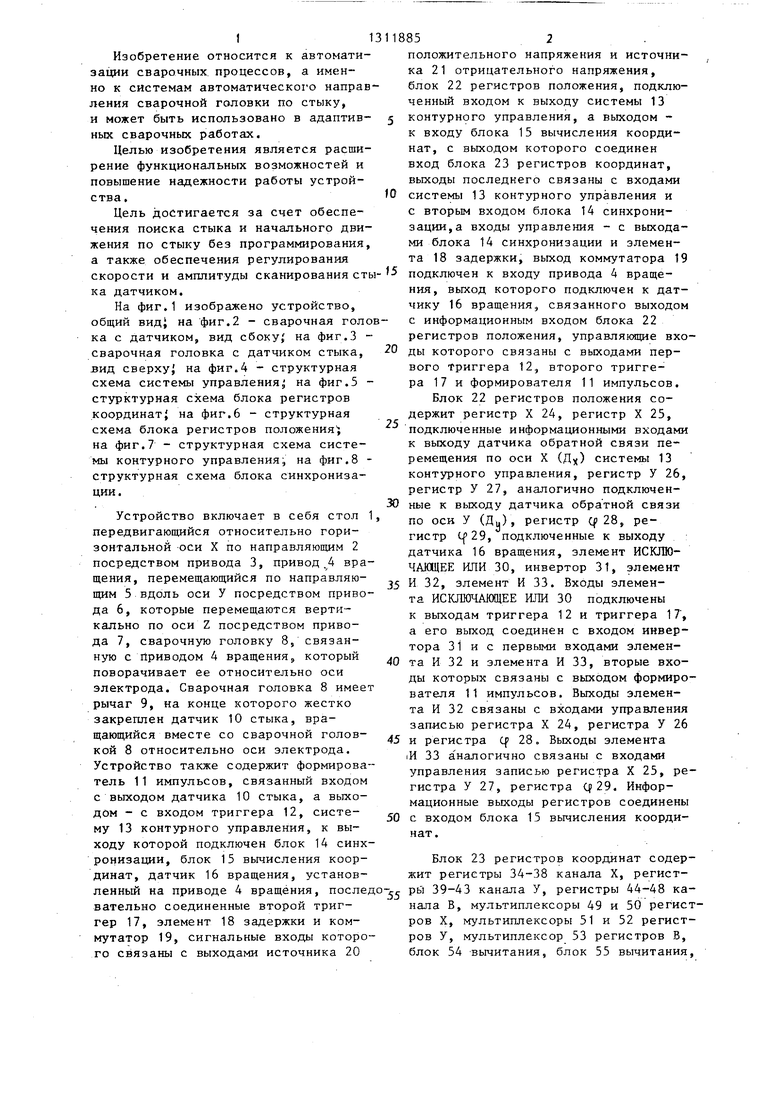
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1348108A1 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| Устройство для сварки | 1987 |
|
SU1563916A1 |
| Устройство для сварки | 1987 |
|
SU1558598A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| Устройство слежения за стыком | 1987 |
|
SU1445880A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1493408A1 |
| Установка для присоединения проволочных выводов | 1991 |
|
SU1773643A1 |
| Устройство для распознавания прямого края объекта | 1980 |
|
SU947882A1 |
| Устройство для распознавания прямого края объекта | 1988 |
|
SU1587552A1 |


Изобретение относится к систе мам автоматического направления сварочной головки по стыку. Устройство содержит систему контурного управления, блок синхронизации, датчик стыка, формирователь импульсов, первый триггер, привод вращения с датчиком, блок вычисления координат. Введенные в устройство второй триг- гер, элемент задержки, коммутатор и два источника питания позволяют осуществлять симметричные автоколебания головки с датчиком относительно средней линии стыка. Жесткое размещение датчика на рычаге, сварочной головки позволяет отказаться от использования дополнительного механизма колебания датчика. Введение в устройство блока регистров положения позволяет уменьшить частоту сканирования при сохранении точности слежения, а введение блока регистров координат дает возможность регулировать частоту и амплитуду колебаний датчика, упрощает программирование работы устройства и обеспечивает поиск стыка. 2 з.п. ф-лы, 8 ил. (Л 00 00 СП
. 5
Фиг.1
е
bJzrti
ИРЦ,
Фиг,2
Фиг.З
в.
л.Луя
S.
2J
|(/i,(bi
W
Cv.
Зап.
1
f УЧ
ii
lo
(V3
Вин. ipopMUp инпульс (и)
т)
64
61
4Х
Фиг 7
(/3) (23) i,yi п.Уп.
Фиг.8
Редактор С.Патрушева
Составитель В.Грибова Техред А.Кравчук
Заказ 1921/13Тираж 976Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва,Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М.Пожо
| Патент США 4215299, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
